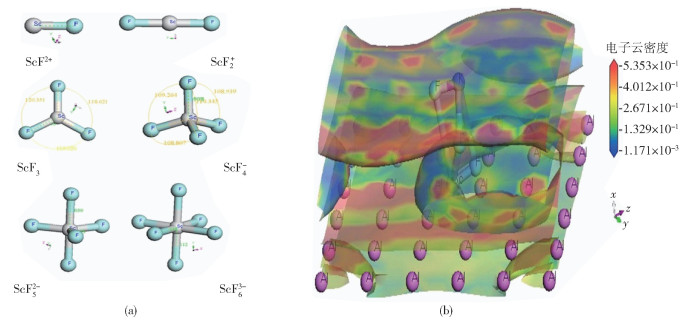
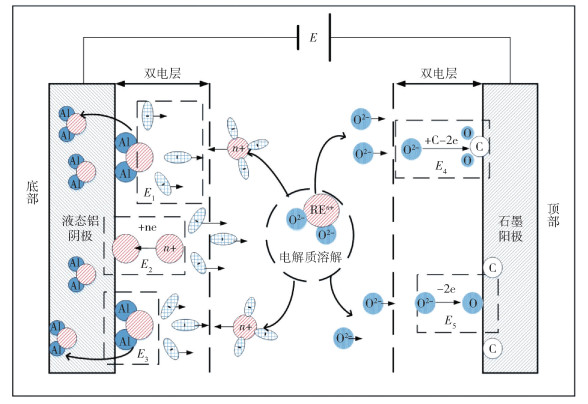
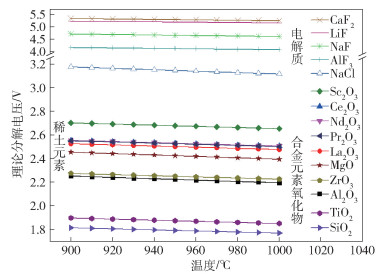
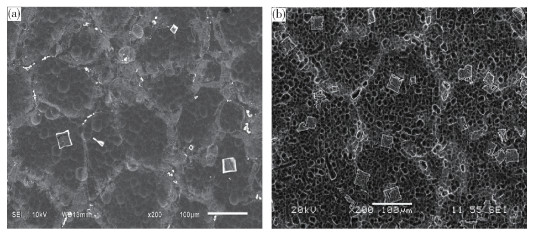
Abstract: Modern large-scale Hall-Héroult (H-H) aluminum electrolysis cells have super high amperage and a well-developed process technology; thus, they present great technical and economic advantages for the production of Al-based alloys. Compared with the traditional alloy production methods, H-H-based processes have a great potential in improving product quality, simplifying production process, and reducing energy consumption. In this review, the major achievements in the production of various common aluminum alloys, such as Al-RE (rare earth metals), Al-Mg, and Al-Si/Ti alloys using H-H-based processes, were summarized from the domestic and international literature. The main properties of cryolite-based electrolyte systems that determine whether the alloy production can proceed smoothly by H-H process were first discussed based on previous research results. Studies on the electrolyte structure, melting point, and conductivity of the cryolite-based electrolytes with varying compositions were described in details. For producing Al-based alloys, the conventional fluorides electrolytes can be modified by adding various oxides of alloying metals. The electrolysis mechanisms of cathode co-deposition and underpotential deposition are usually utilized with the addition of multiple metals oxides, and the electrolyte composition and processing parameters are appropriately adjusted in H-H-based processes. Moreover, the potential distribution in the interfacial reaction processes during electrolysis for the alloying process in electrolyte is proposed based on the existing electrochemical data. In addition, some industrial trials showed promising results for the future development. At present, these trials, especially for Al-Si and Al-Ti alloys, indicate that the contents of alloying elements can be stabilized within a certain range by adjusting electrolyte compositions, current density, feeding cycle, and other parameters. There are, however, problems associated with the accurate control of alloy compositions, the homogenous quality in bulk alloy products, and the electrolysis cell operation with high current efficiency. Further research is needed to address these problems.
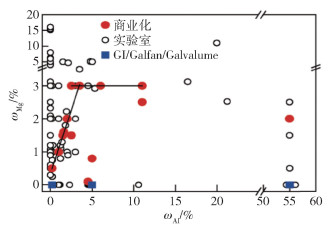
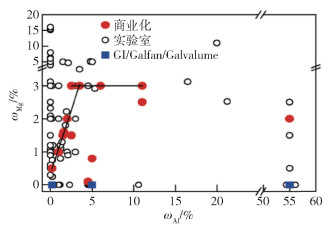
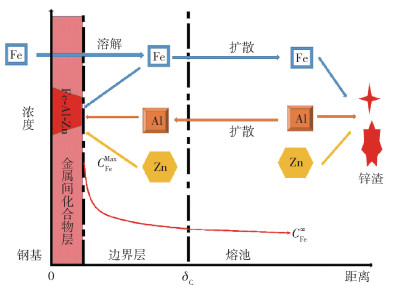
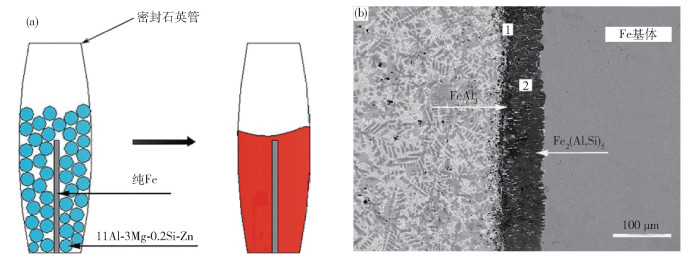
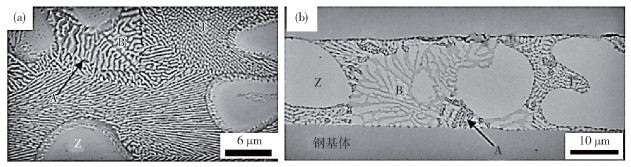
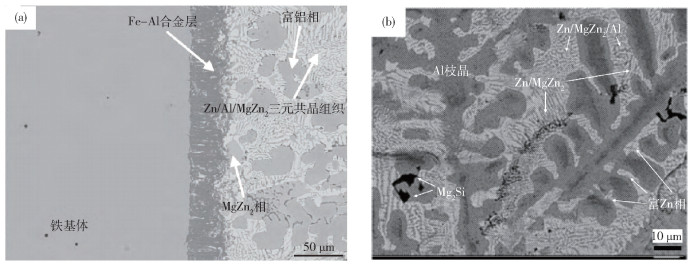
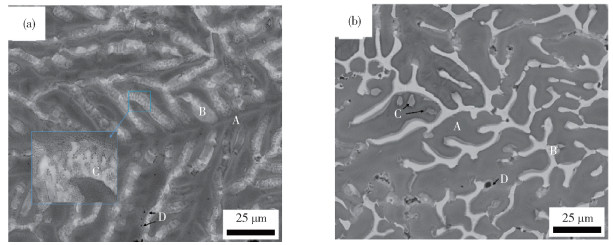
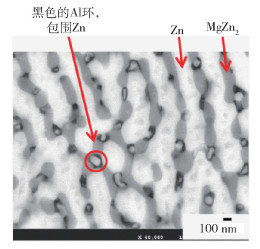
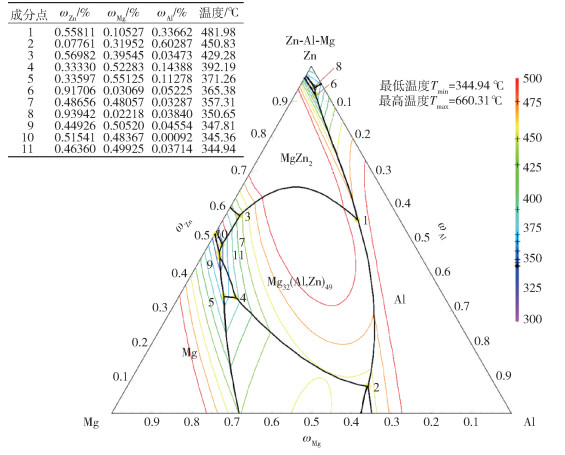
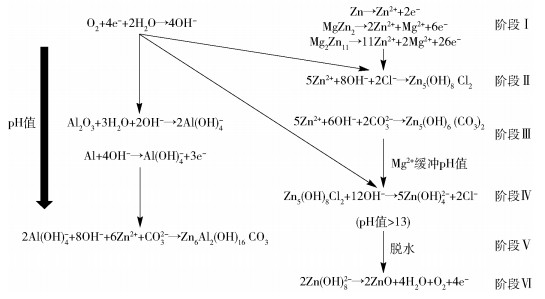
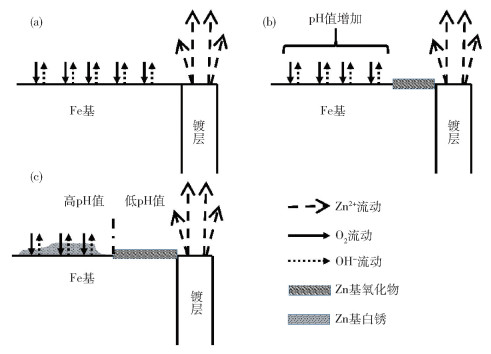
Abstract: Zn-Al-Mg alloy coating, the most promising protective steel coating of the 21st century, is widely employed in construction, automotive, and other fields, due to its high surface and edge corrosion. In recent years, with the increasing demand for Zn-Al-Mg coating, a series of basic studies on Zn-Al-Mg coating materials has been carried out by foreign scholars, making significant progress and achievements. Simultaneously, the gap in the galvanizing industry between domestic and international has been expanding year by year. In order to gradually reduce gradually this gap with foreign countries, it is necessary to summarize and review the research achievements of foreign researchers. In this paper, the research progress into high corrosion resistant Zn-Al-Mg hot dip coatings was reviewed from the perspective of interfacial reactions in pots, coating structures, corrosion mechanisms of surface and cut edges, as well as corrosion product types of Zn-Al-Mg coatings. According to the range of Al content, laboratory and commercial Zn-Al-Mg coatings are divided into three types: "low-aluminum, " "medium-aluminum, " and "high-aluminum" coatings. There are differences in these coatings, including growth kinetics in the intermetallic compound layers of the different types of coating. In order to control the thickness of the coating, reasonable immersion time and temperature should be controlled. There are also differences in the solidification structures of the three types. Primary Al or Zn crystal, Zn/MgZn2 binary eutectics, and Zn/MgZn2/Al ternary eutectics would form in "low-aluminum" and "medium-aluminum, " while Al-rich dendrites, an intergranular Zn-rich phase, a Mg2Si phase, and a MgZn2 phase would occur with "high-aluminum" coatings. During surface corrosion in "low-aluminum" or "medium-aluminum, " the MgZn2 phase is ionized first, giving rise to a dense corrosion product to inhibit corrosion, such as basic zinc salt (BZS) or layered double hydroxide (LDH). Meanwhile, in the cut edge, a self-healing phenomenon occurs; the proposed explanation in this paper for this is Mg-containing corrosion product flowing or pH changing. However, there are some disputed aspects that need further study. In the hot dipping process, the intermetallic compound thickness should be controlled by the interfacial reaction at the steel/liquid melts through changing the molten bath temperature and holding time. The influence of Mg2Zn11 phase and MgZn2 on the corrosion resistance of Zn-Al-Mg coating is also controversial, so that the microstructure of Zn-Al-Mg coating needs further investigation for corrosion. Furthermore, a kinetic model of the corrosion process should be established to discover the controlling factors in the corrosion reaction, so that the life of the coating can be extended.
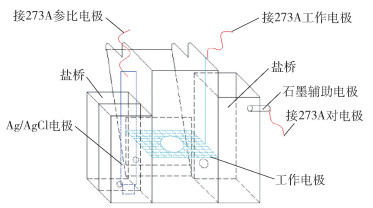
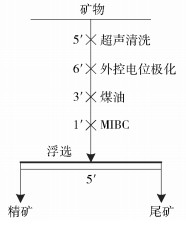
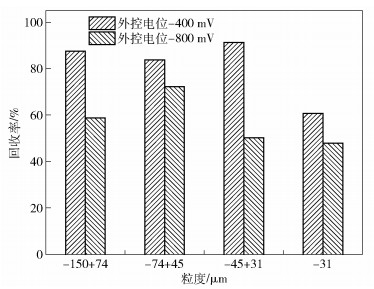
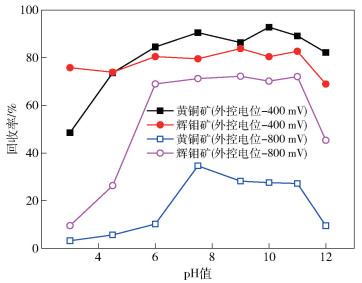
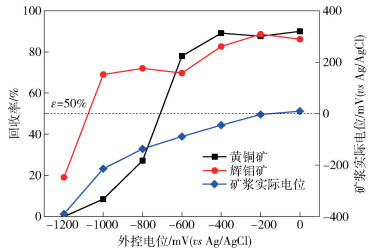
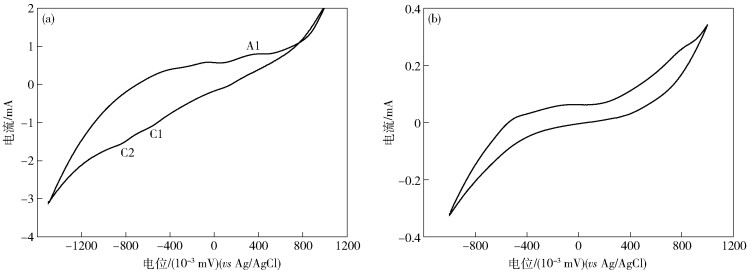
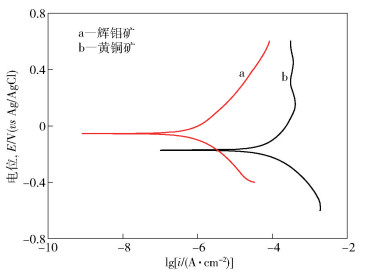
Abstract: Chalcopyrite-molybdenite separation has always been a major difficulty in mineral processing. At present, chemical agents are commonly used to regulate the pulp potential. However, the air flowing into the flotation process easily destroys the reducing atmosphere, resulting in the increase in reagent dosage. Externally controlled potential flotation can reduce the consumption of reagents by adding electrodes to the pulp to control the pulp potential. The effects of mineral size, pulp pH, and externally controlled potentials on the flotation behavior of chalcopyrite and molybdenite were investigated in the present work using a self-made externally controlled potential flotation cell. Under the optimal conditions, the separation test of Cu-Mo concentrate was conducted using the externally controlled potential flotation. The results were verified by cyclic voltammetry and galvanic corrosion tests. The results show that chalcopyrite with -150+31 μm fraction is considerably affected by externally controlled potentials and is easily inhibited, whereas molybdenite with -150+31 μm fraction is not easily inhibited. Chalcopyrite and molybdenite with -31 μm fraction have poor floatability and are less affected by externally controlled potentials. Externally controlled potential flotation is conducted under alkaline conditions to facilitate the inhibition of chalcopyrite and the flotation of molybdenite. In the case of pH 11, the optimal externally controlled potential for chalcopyrite-molybdenite separation is -1100 to -700 mV (vs Ag/AgCl). Under the conditions of pH 11 and externally controlled potential of -800 mV (vs Ag/AgCl), the Duobaoshan chalcopyrite-molybdenite mixed concentrate was separated by flotation. After one flotation cycle, the primary molybdenum concentrate with 80.57% recovery of molybdenum and 10.19% recovery of copper can be obtained. The flotation difference between molybdenite and chalcopyrite reaches 70.38%, which makes it possible to separate chalcopyrite and molybdenite by externally controlled reduction potential. In addition, galvanic corrosion between chalcopyrite and molybdenite promoted the flotation of molybdenite and the inhibition of chalcopyrite.
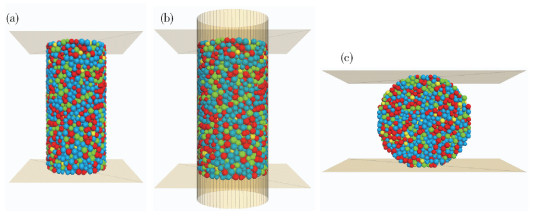
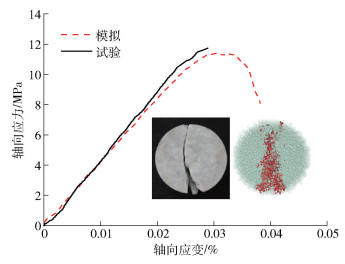
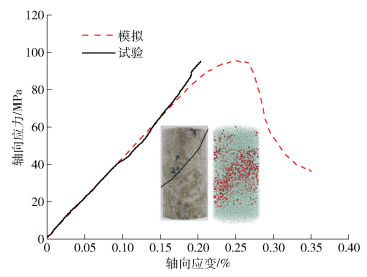
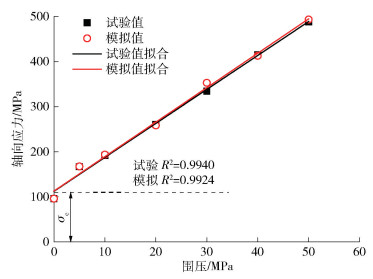
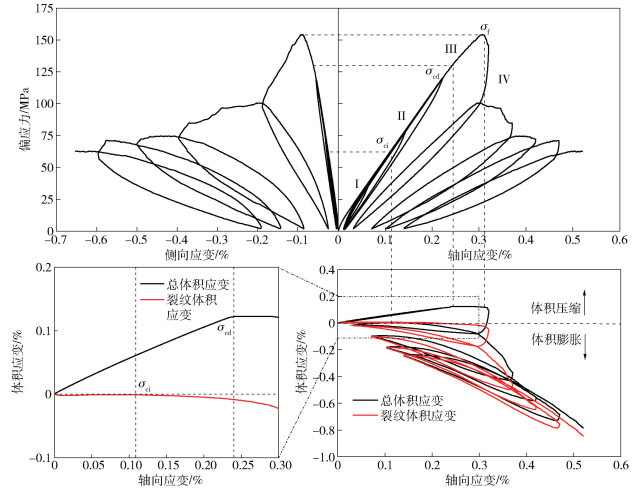
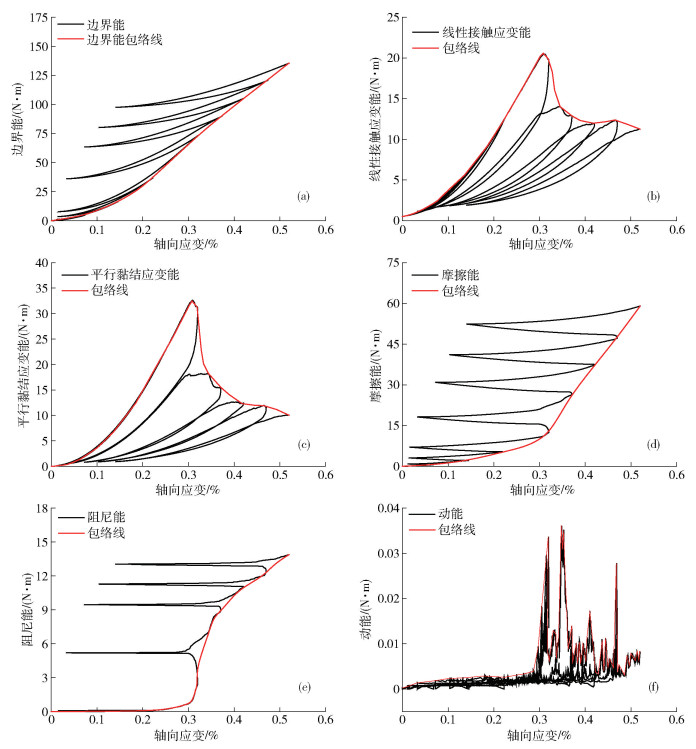
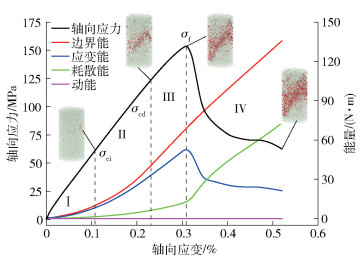
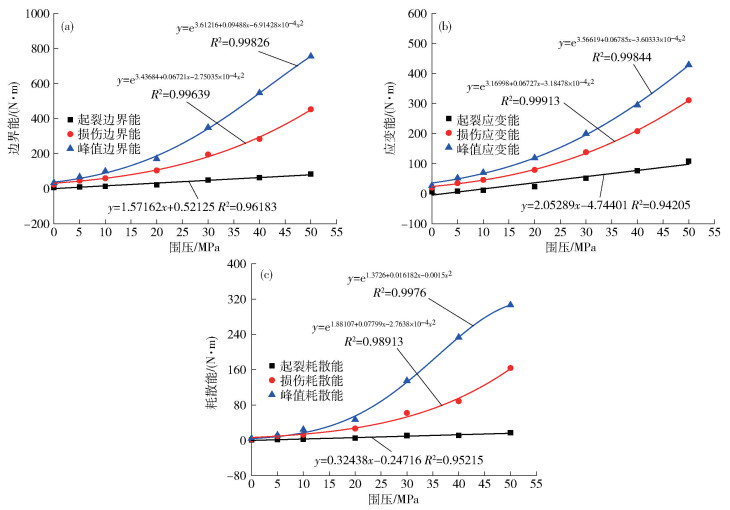
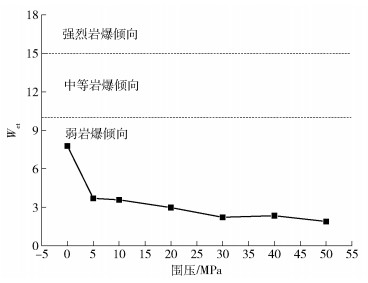
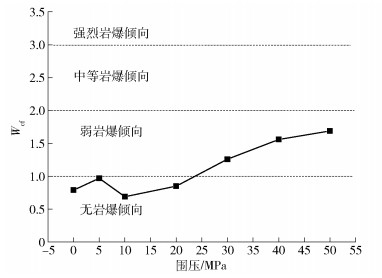
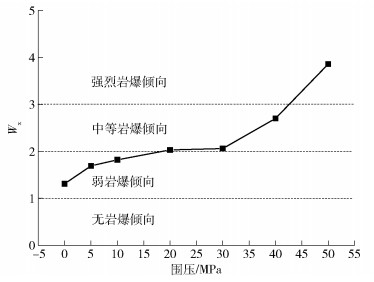
Abstract: To study the meso-energy evolution of Sanshandao granite under triaxial cyclic loading and unloading, the stress thresholds (the crack initiation stress σci, crack damage stress σcd, and peak stress σf) of Sanshandao granite were determined; the variation law of the boundary energy, strain energy (linear contact strain energy and parallel bond strain energy), dissipation energy (friction energy and damping energy), and kinetic energy corresponding to each stress threshold with confining pressures was analyzed; and a new index Wx for evaluating the rock burst proneness was established from the perspective of energy based on a simulation using PFC3D. The results show that the corresponding σci/σf is in the range of 37.0% to 44.8%, and σcd/σf is in the range of 81.2% to 89.0% under different confining pressures. With the increase of confining pressure, the boundary energy, strain energy, and dissipation energy of the crack initiation increase linearly, and the boundary energy, strain energy, and dissipation energy of the crack damage and peak increase exponentially. Among them, the dissipation energy exhibits the maximum increment with the change in confining pressure, followed by the boundary energy, and then the strain energy. The confining pressure has little effect on the proportion of the strain energy of crack initiation. Moreover, with increasing pressure, the proportion of the crack damage and the peak strain energy decrease slowly; however, the proportion of peak strain energy decreases to a greater extent. According to the new index Wx for the evaluation of the rock burst proneness, when the confining pressure was less than 20 MPa, the rock burst proneness of Sanshandao granite was relatively small, and when the confining pressure reached 30 MPa, the rock burst proneness began to increase rapidly. This study provides a new reference index for the evaluation of rock burst proneness and further provides a new idea for the stability study of underground rock mass engineering.
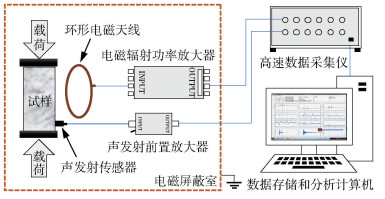
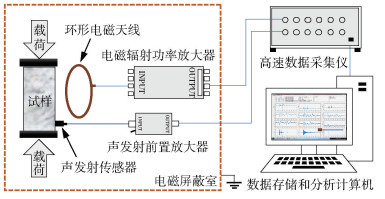
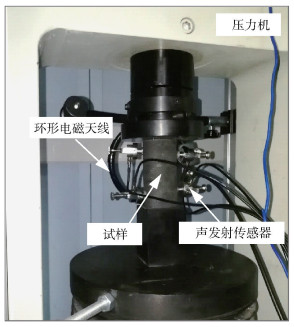
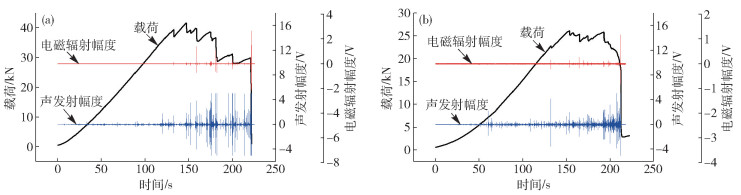
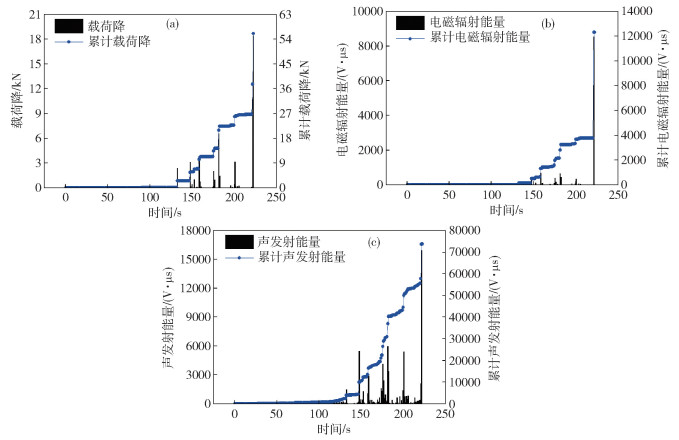
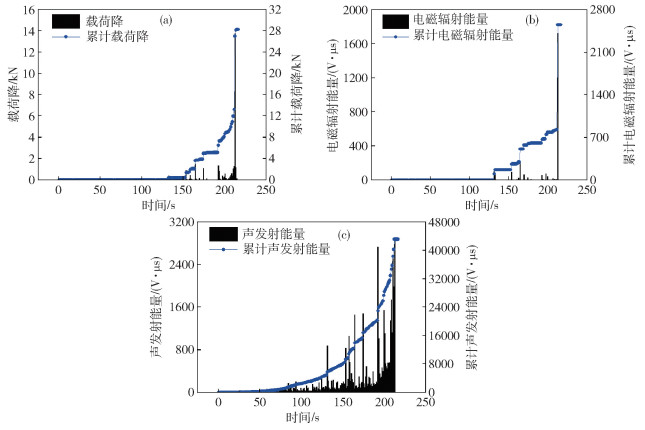
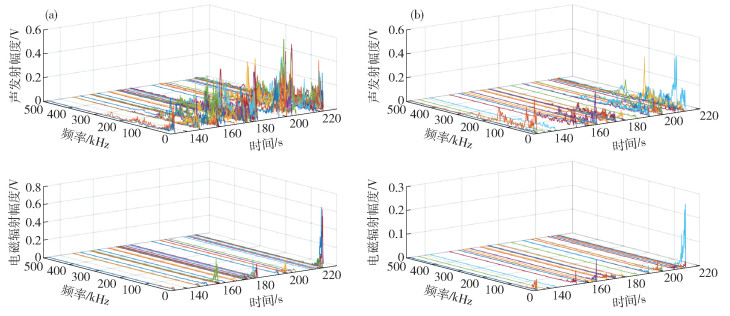
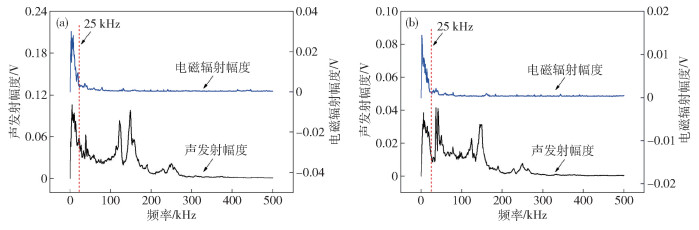
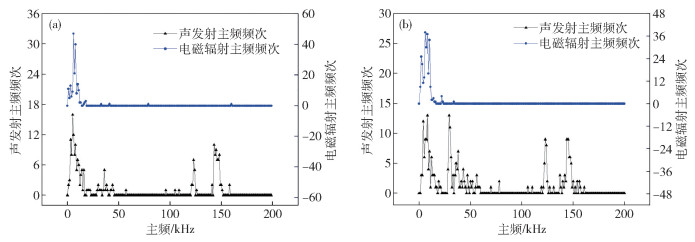
Abstract: The geological conditions of coal mines in China are complicated. In recent years, with the continuous increase of intensity and depth of coal mining, coal and rock dynamic disasters are becoming more and more serious, and an important factor threatening the safety of coal mining. The accurate monitoring and early warning of coal and rock dynamic disasters are of great significance for disaster prevention. A large number of experiments conducted on both laboratory and field scales have demonstrated that the energy accumulated in rock material under loading can be released in the forms of acoustic emission (AE), electromagnetic radiation (EMR), etc. Therefore, AE and EMR, as the real-time, dynamic and continuous geophysical monitoring methods, have been widely used and played important roles in the field of monitoring and early-warning of coal and rock dynamic disasters in mines. To further study the time-frequency characteristics of AE and EMR and the relationships between these characteristics and load, and to provide the experimental basis for the monitoring and early warning of coal and rock dynamic disasters, an acoustic-electric full-waveform synchronous acquisition system of coal and rock fracture under loading was constructed in this paper. Using this system, the full-waveforms of AE and EMR of failure processes of coal samples under uniaxial compression were collected. The correlations among AE energy, EMR energy and load drop were studied, and the spectral characteristics of AE and EMR were analyzed. The results show that, (1) obvious acoustic-electric signals are emitted during the process of coal failure under loading. EMR is the paroxysmal signal, only accompanied by load drop and higher intensity AE. (2) Compared with AE, EMR has a higher correlation with load drop. There are high positive correlations among the cumulative values, relating to the cumulative released energy of coal fracture under loading, of AE energy, EMR energy and load drop. (3) The superiority frequency band of EMR is narrower than that of AE, with the former mainly concentrated in 1-25 kHz and the latter mainly in 1-280 kHz. Influenced by the initiation and propagation of the same crack, AE and EMR have similar low frequency components in the spectrum and main-frequency distribution.
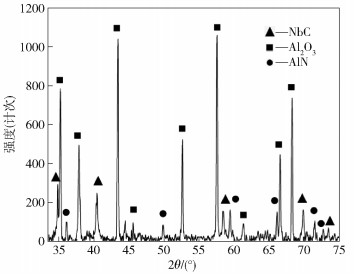
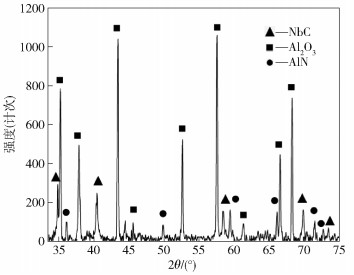
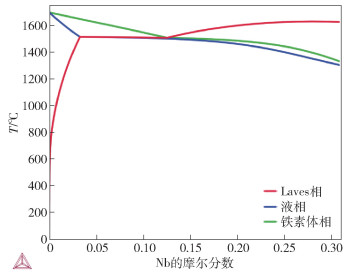
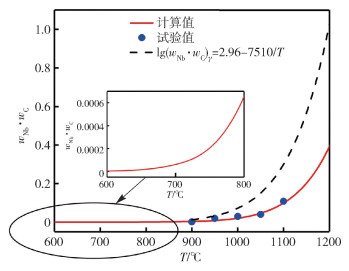
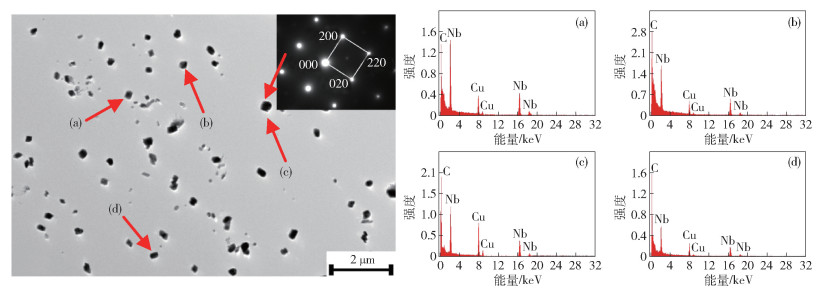
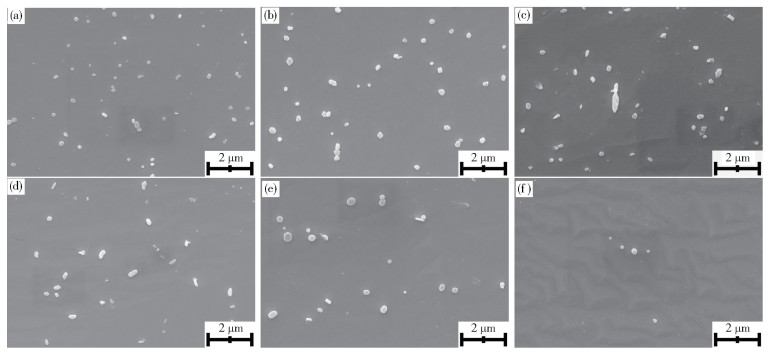
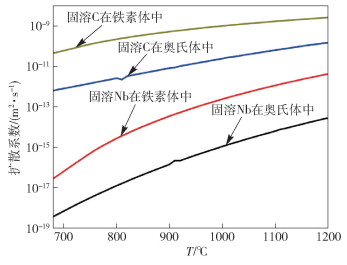
Abstract: With the rapid development of the global economy, problems in energy production and environmental protection are becoming severe. To reduce fuel consumption and CO2 emissions, it is essential to reduce the weight of automobiles and other huge construction structures. Recently, a number of studies have been conducted on the use of low-density steels for automobile applications by incorporating aluminum in steel. The light elements can increase the lattice constant of steel while reducing the density of steel to achieve a lower atomic weight. Aluminum as a light element replaces the iron atoms in the unit cell, increasing the volume while reducing the weight, thereby reducing the density of steels. In this regard, ferritic Fe-8%Al steels indicated a 10% reduction in density compared with the conventional steels. To clarify the solid solution and precipitation behavior of Nb in Al-bearing ferritic steels, heat treatment tests were carried out under a series of temperature. The precipitates of NbC and the dissolved Nb solute in ferrite matrix with high Al content were studied using electrolytic dissolution technique, X-ray diffraction technique, and inductively coupled plasma-atomic emission spectrometry (ICP-AES). Scanning electron microscopy (SEM) and transmission electron microscopy (TEM) were also applied. The experimental results show that the precipitates are NbC and also some Al2O3 and AlN inclusions. It is also found that with increase in the solution temperatures, the NbC in the as-cast samples becomes fewer and the coarsening behavior occurs. Moreover, when the temperature was over 1100℃, almost all the precipitates were dissolved. Furthermore, using Thermo-Calc software, the thermodynamic properties of Nb and relevant compounds were studied, and the interaction coefficient between Al an Nb was calculated. The results indicate that Al decreases the activity of Nb, and the solubility of NbC increases. Finally, the solid solubility formula of NbC was deduced, which can provide a basis for further application of ferritic steels with a high Al content.
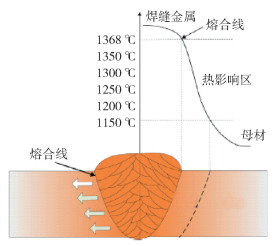
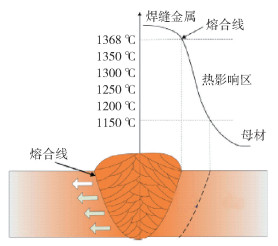
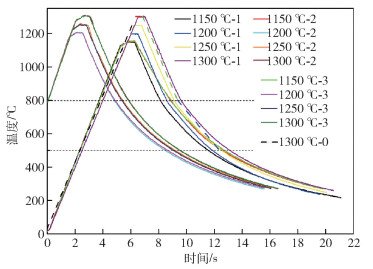
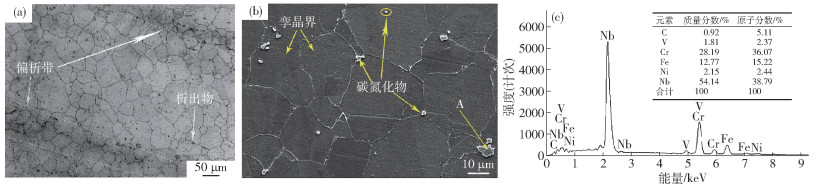
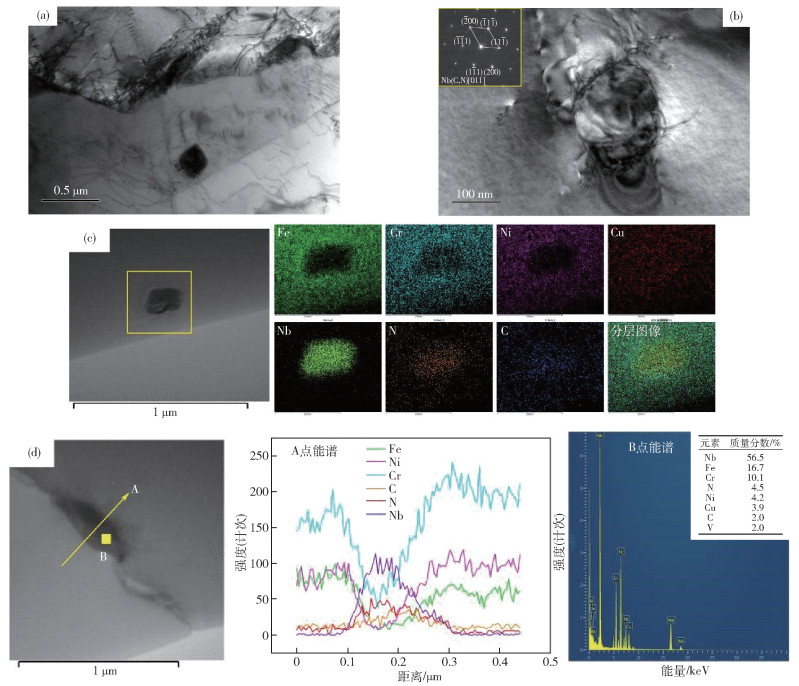
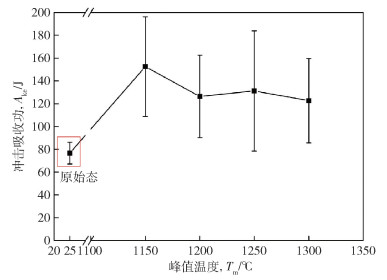
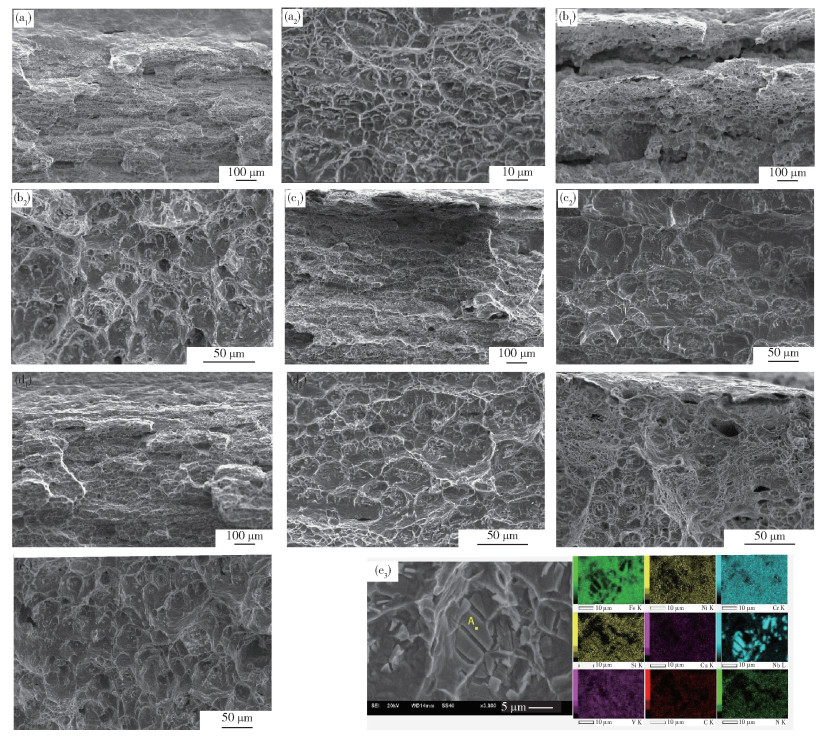
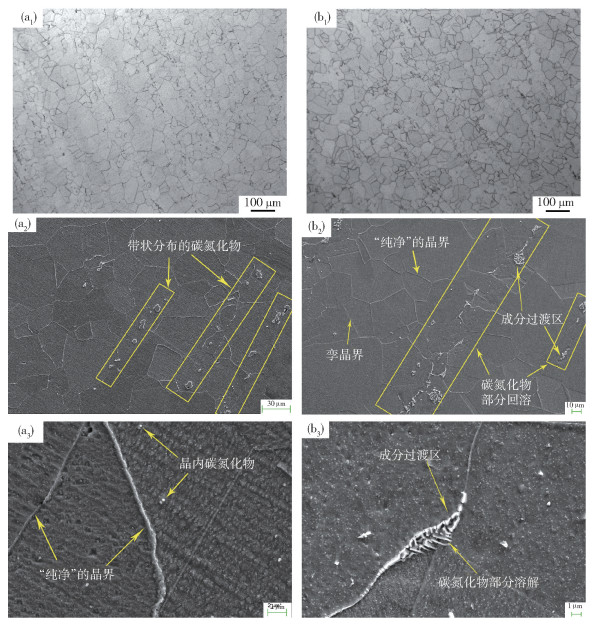
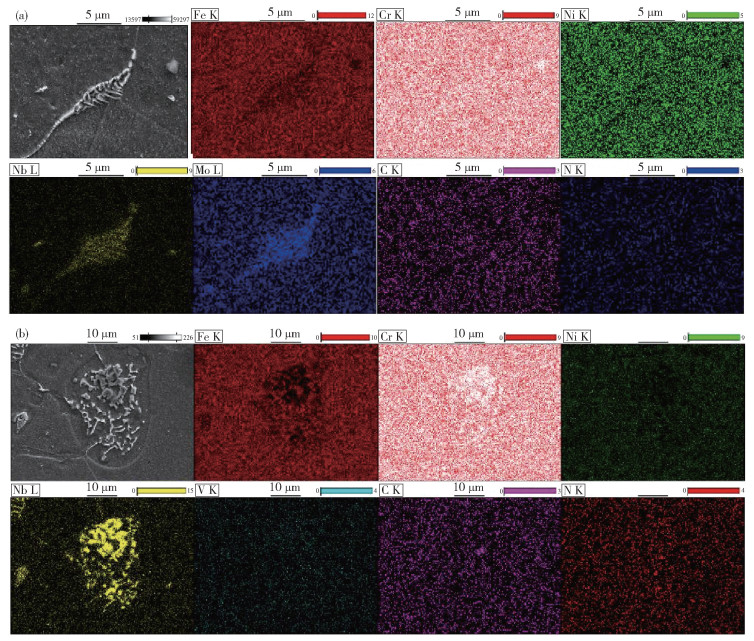
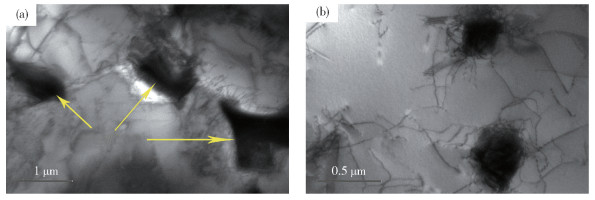
Abstract: Niobium is a strong carbonitride-forming element. The evolution of Nb-rich carbonitride in austenitic steels during welding has an important effect on the ductility of the heat-affected zone (HAZ). The new austenitic heat-resistant steel of 22Cr15Ni3.5CuNbN, a candidate material for ultra-super critical boiler superheater and reheater serviced at 620-650 ℃, contains 0.5% Nb, which will significantly affect the steel's weldability; therefore, it is necessary to study the microstructure and properties of the weld HAZ of the steel and provide a reference for the further applications of this new material. Because of the narrow weld HAZ of this material, the extended HAZ structure of 22Cr15Ni3.5CuNbN austenitic steel at different peak temperatures from 1150 ℃ to 1300 ℃ was obtained by Gleeble thermal physical simulation method in this study, aiming to simulate the thermal cycling process of the welding process, and impact performance tests were carried out. The results show that a certain amount of Nb-rich composite carbonitrides is present in the base metal of the experimental steel, which effectively pins the grain boundaries and entangl with a large number of dislocations. The Nb-rich composite carbonitride underwent a complex process of dissolution and re-precipitation during the simulated welding process. When the peak temperature was at 1150 ℃, only small particles of Nb-rich carbonitrides were dissolved, while when the peak temperature reached 1300 ℃, the Nb-rich composite carbonitride underwent dissolution and re-precipitation, showing a "mesh" structure, and its overall size increased. The evolution of Nb-rich composite carbonitrides led to changes in the impact energy of this steel. The impact toughness of the experimental steel subjected to welding thermal cycling condition was higher than that of the base metal. With the increase in the peak temperature, the impact toughness first increased and then decreased. The impact toughness of the steel reached the highest when the peak temperature was at 1150 ℃.
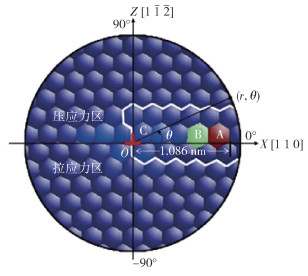
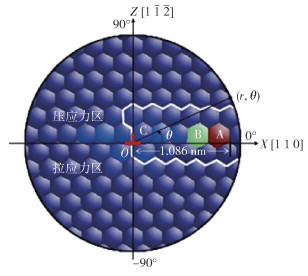
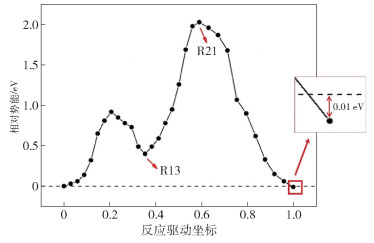
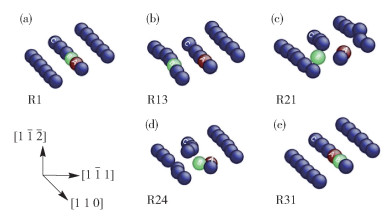
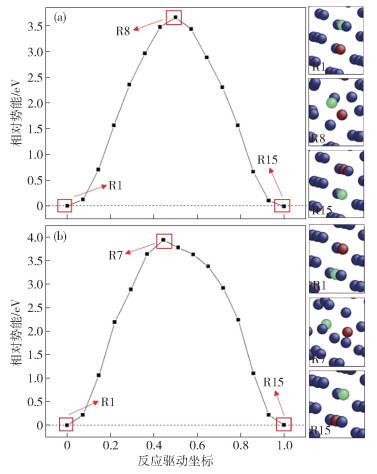
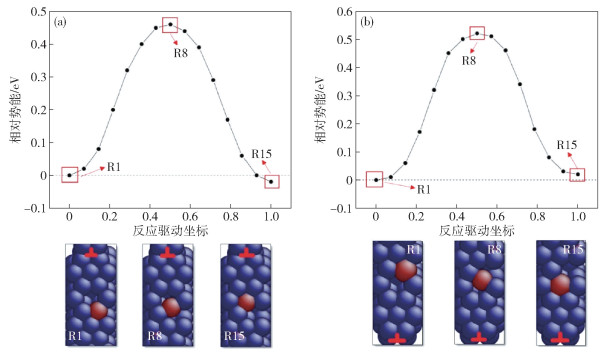
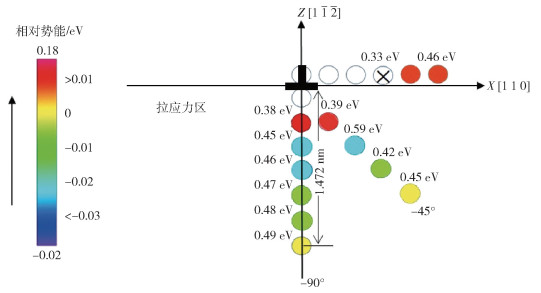
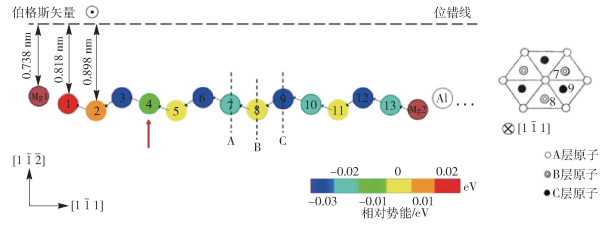
Abstract: Al-Mg alloys are widely used in manufacturing. But at specific temperatures and strain rates, their plastic instability is not conducive to processing applications. The microscopic mechanism of plastic instability is the interaction between solute atoms and dislocations which induce a pinning-unpinnning effect. This effect, reflected on the microscopic scale, is also called dynamic strain aging (DSA). The DSA phenomenon causes negative strain-rate sensitivity and leads to plastic instability, which is harmful to its production. In this paper, the climbing image nudged elastic band method was adopted to explore the transition states along the minimum potential energy path, revealing a detailed evolution of atomic structures. The interaction range relies on the relative position and energy barrier of the transition, when a substitutional solute diffuses to an edge dislocation core in its stress field. Both substitution and vacancy-assisted migration are considered. The thermal activation time required for diffusion was estimated using transition state theory. The results indicate that there is no obvious law of solute atom migration in the compressive stress field. However, with the distance of the solute atom and the dislocation shortening, the migration potential energy barrier and the total energy of the system were gradually reduced. The present widespread empirical atomic potential can well estimate the phenomenon that the solute atom is prone to gathering in the tensile stress field. The transition states of migration confirmed the microstructure changes, depending on the position of the solute atom. The interaction region was no more than 2 nm. The migration energy was significantly reduced by vacancy mechanism, and the corresponding thermal activation time was shortened to microseconds. When the solute atoms finally migrated and stabilized near the dislocation core, there existed a maximum linear density. That is to say a dense arrangement along the dislocation line was not energetically preferred.
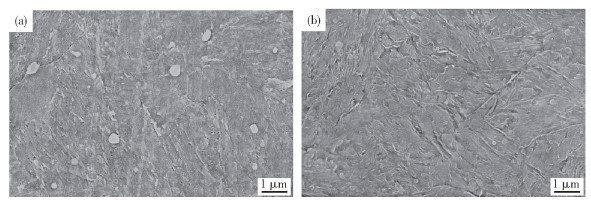
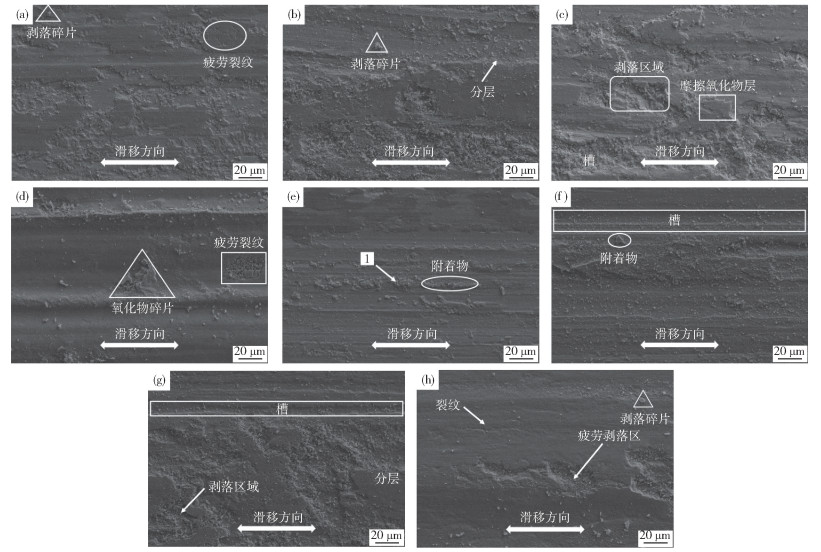
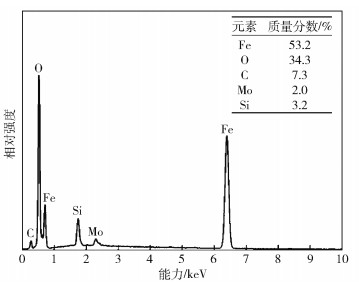
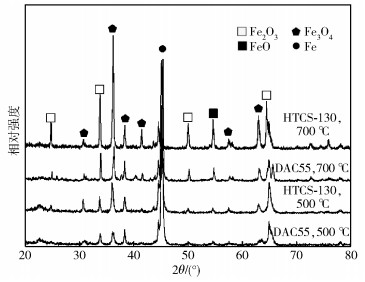
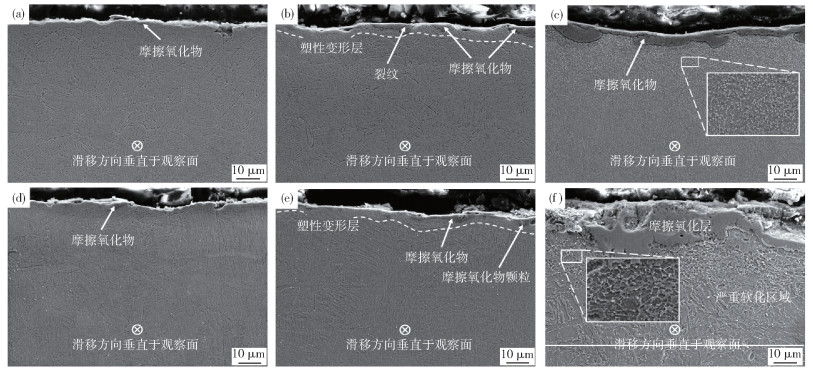
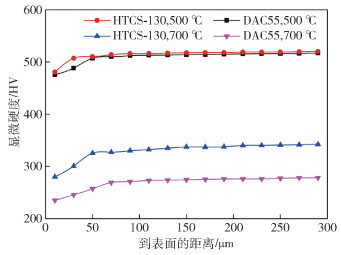
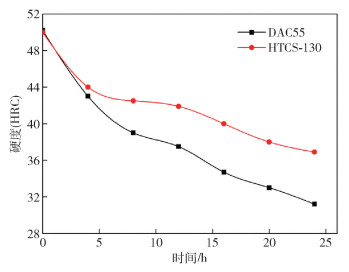
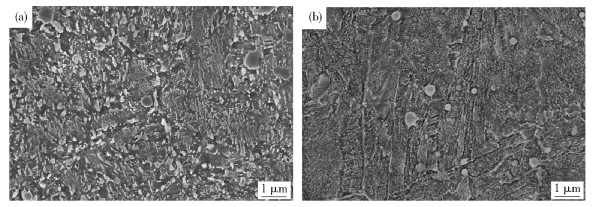
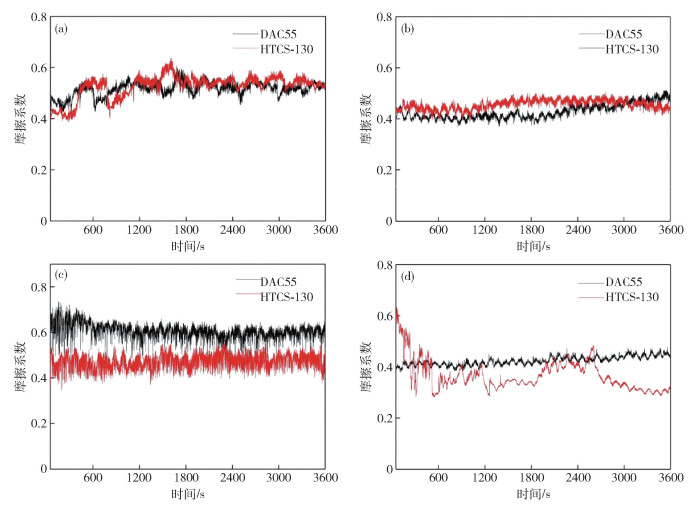
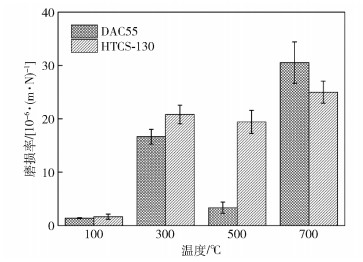
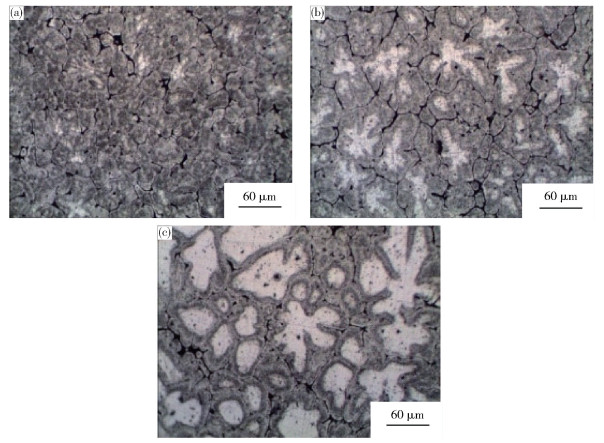
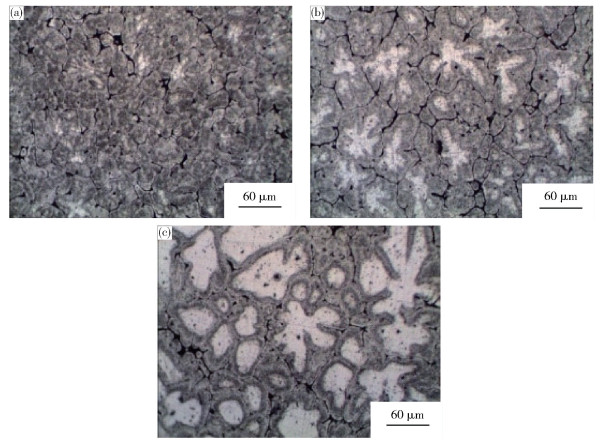
Abstract: Owing to work at high temperature and high loadings, hot work die steels wear easily, and are especially susceptible to high temperature oxidative wear. Under severe oxidative wear conditions, the wear rate is high, which may lead to premature wear failure of the dies. Therefore, severe oxidative wear should be limited or avoided during the service life of hot work die steels. For service materials, wear resistance is affected by temperature, load, time on the oxide type, plastic deformation, and debris morphology of the surface and sub-surface. Pioneering researchers tended to focus on the influences of temperature, load, and time on wear resistance, and little is known about the wear mechanism of different materials. In this work, the wear mechanism and resistance differences between two hot work die steels, HTCS-130 and DAC55, were studied at temperatures of 100-700℃, using a high temperature friction and wear tester. Surface phase composition, worn surface and cross-section morphology were analyzed by white-light interferometer, scanning electron microscope (SEM), and X-ray diffraction (XRD). The results show that the wear rates of the two steels both increase at first and then decrease at temperatures of 100-700℃. The wear mechanisms of both steels appeared as adhesive wear at 100℃ and adhesive-oxidative wear at 300℃. Then, the wear mechanism changed into oxidative wear at 500℃ and an oxide layer comprising FeO, Fe2O3, and Fe3O4 was observed on the worn surface. Meanwhile, the subsurface started to soften slightly and a plastically deformed layer appeared. Subsequently, severe oxidative wear occurred at 700℃ and the number of oxides had sharply increased. The materials were severely softened owing to the recovery of the martensite matrix. Meanwhile, a continuous oxide layer formed on the worn surface. Due to the excellent thermal stability of HTCS-130 steel, the high hardness and narrow softened zone of matrix could better support the oxide layer. Therefore, HTCS-130 steel shows better wear resistance than DAC55 steel at 700℃.
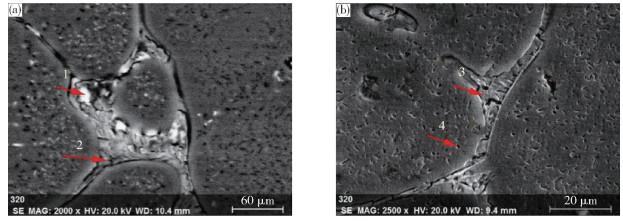
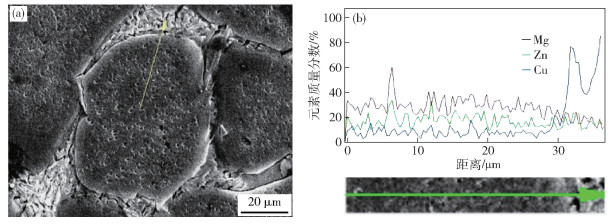
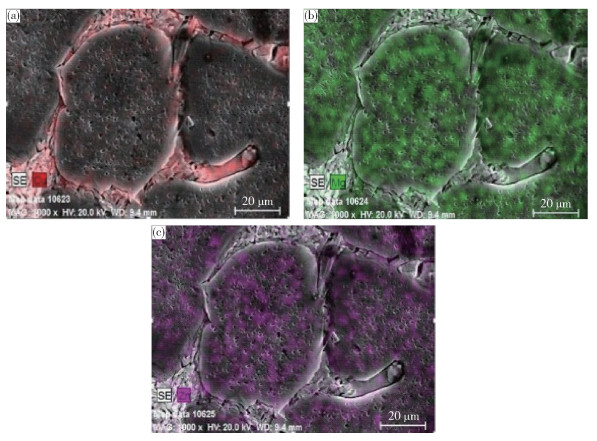
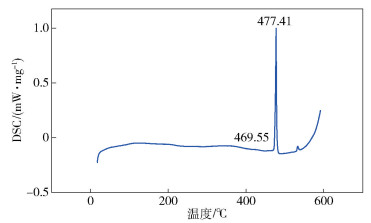
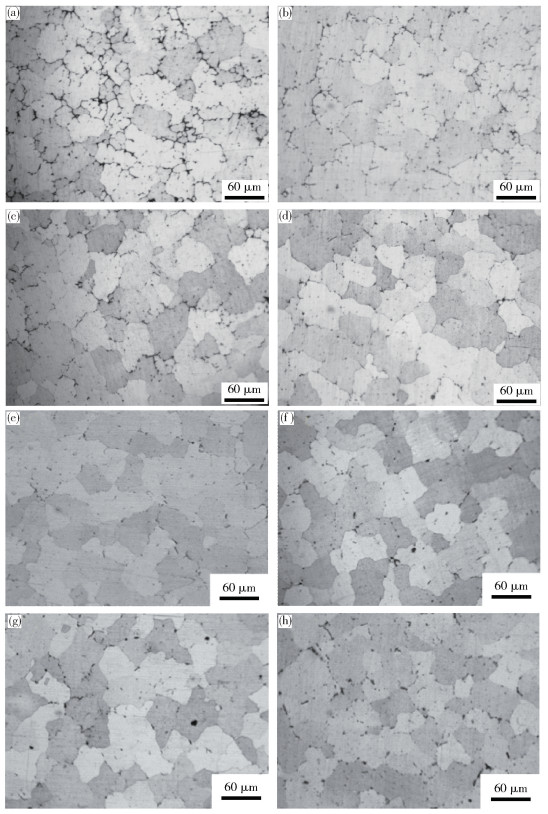
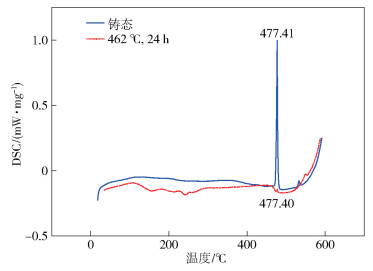
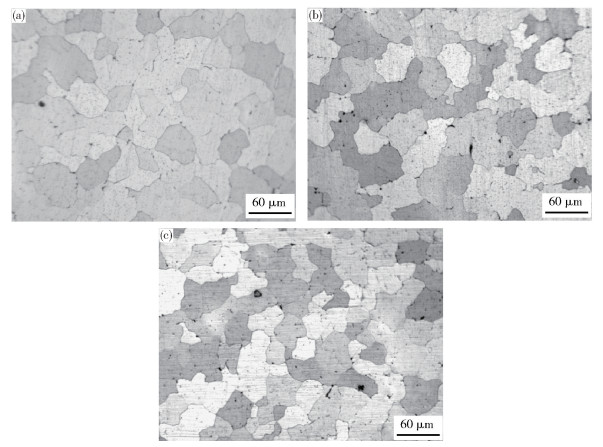
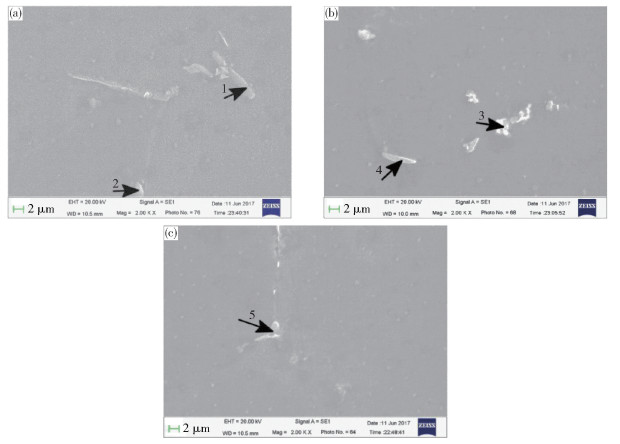
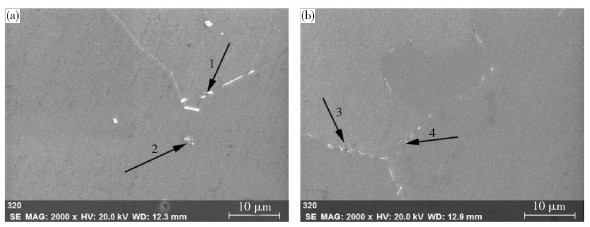
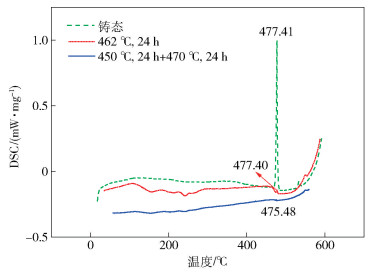
Abstract: The 7×××series aluminum alloy is mainly produced using semi-continuous water-cooled casting with this method, the solidification speed of the alloy is fast, leading to different degrees of dendrite segregation and non-equilibrium eutectic structure in the ingot. This also results in non-uniformity of composition and structure. Further, it adversely affects the subsequent cutting process and comprehensive performance of the alloy. Therefore, ingot homogenization becomes an indispensable and very critical process for the elimination of segregation. There is much research on Al-Zn-Mg-Cu alloys at home and abroad at the present. This research mainly concentrates on alloys such as 7075, 7050, 7150 and 7055. The content of the main alloying elements of these alloys is mostly around 10%. However, at present, there is not much research on alloy materials with a strength and main alloying element content exceeding 12.5%. The main alloy element content of 7136 aluminum alloy is about 13.5%. In 7136 aluminum alloy, the main alloy element content is high and the cast microstructure characteristics and homogenization treatment conditions are very different from other 7×××series aluminum alloys. In this paper, semi-continuous casting 7136 aluminum alloy was taken as the research object, based on the as-cast microstructure analysis, using two-stage homogenization. The results show that, compared with the other 7×××series aluminum alloys, the cast microstructure of 7136 aluminum alloy has no obvious lamellar Al(Al)+T eutectic phase characteristics, and no S phase exists. The dispersed phase in the matrix is a micron-sized round or rod-shaped MgZn2 phase. The Mg and Zn were precipitated as MgZn2 phase in the Al matrix as the liquid alloy solidified. In order to balance the partition coefficients of the Mg and Zn, the two metals converted from the liquid to the solid state, which explained why the Zn and Mg crystal contents were high. After a single stage of homogenization at 462℃, 24 h, the residual phase was substantially eliminated. As the homogenization time increased, the residual phase tended to decrease, but the effect was relatively small by this method. After the 7136 aluminum alloy was homogenized for two stages at 450℃, 24 h and 470℃, 24 h. The peak values obtained by differential scanning calorimetry were very small, except for a small amount of high-melting Al7Cu2Fe phase remaining between the crystals. Al2Cu and other phases were basically eliminated and the homogenization effect was significant.
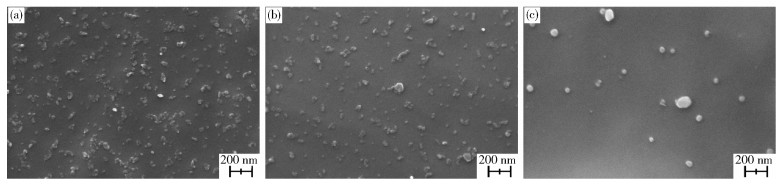
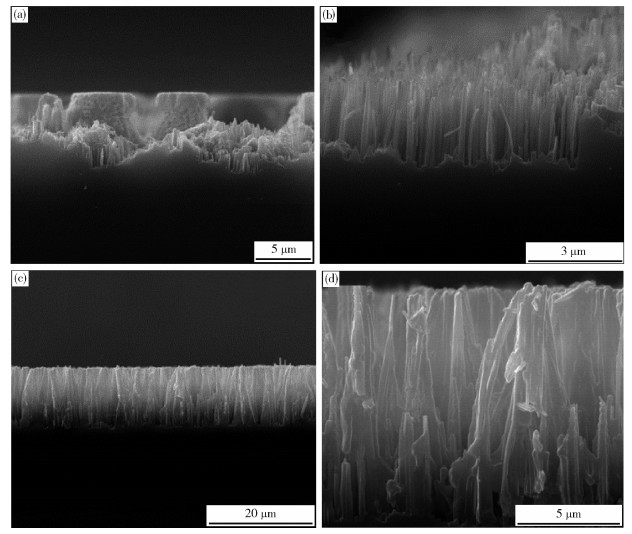
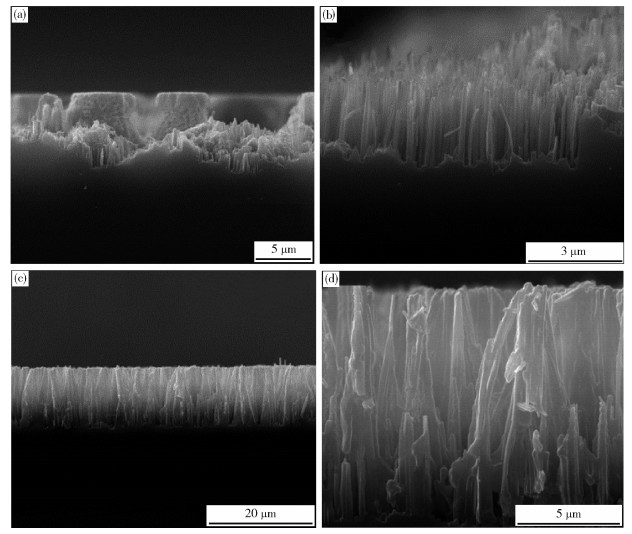
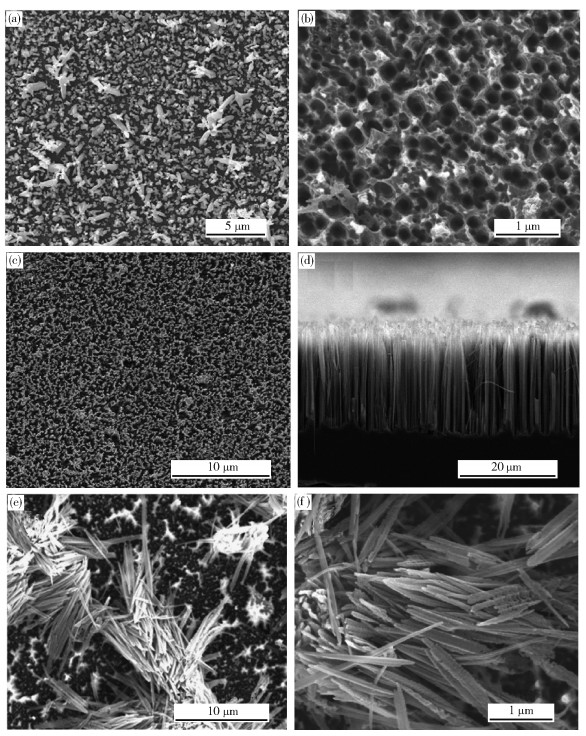
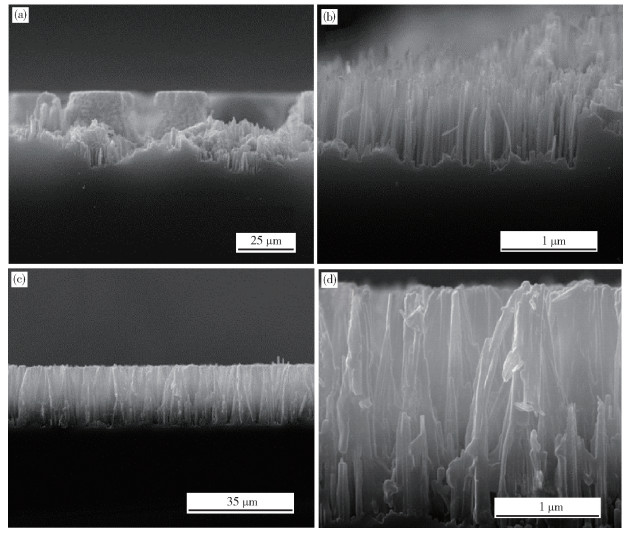
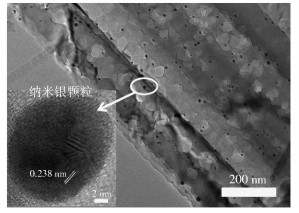
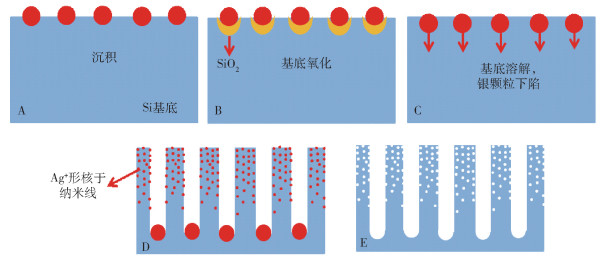
Abstract: One-step metal-assisted chemical etching (MACE) was used to fabricate porous silicon nanowire arrays. Also, the effects of doping level, AgNO3 concentration, and HF concentration on the morphology and structure of porous silicon nanowire were investigated. The results show that the higher doping level is beneficial for etching the silicon wafer and forming silicon nanowire arrays. This is because the higher doping level introduces more impurities and defects on the surface of the silicon wafer, and at the same time, the Schottky barrier between the silicon wafer with the higher doping level and the solution is lower. Thus, the silicon wafer is easier to oxidate to form nanowire arrays. The AgNO3 concentration plays a critical role in the fabrication of the porous silicon nanowire arrays during the one-step MACE process. If AgNO3 concentration is too low or too high, corrosion pits and collapsed clusters of nanowires could form on the surface of the silicon wafer. When AgNO3 concentration was 0.02 mol·L-1, silicon nanowires grew and became longer, eventually forming a porous array of silicon nanowire. In the meantime, as silicon nanowires grew, capillary stress between nanowires caused agglomeration at the top of some nanowires. Furthermore, when HF solution concentration exceeded 4.6 mol·L-1, the length of silicon nanowire increased with increasing HF concentration. Furthermore, a porous structure was formed on top the silicon nanowire, and the porosity of the silicon nanowires increased with increasing HF concentration. This was due to a large number of Ag+ random nucleations at the top of the nanowires, and lateral etching of the silicon nanowires occurred. In the end, the formation process of the porous silicon nanowires is explained by a model based on the experimental phenomena. It is attributed to the deposition of silver ions and the oxidation of dissolved silicon substrates.
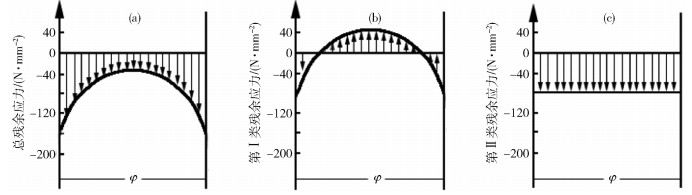
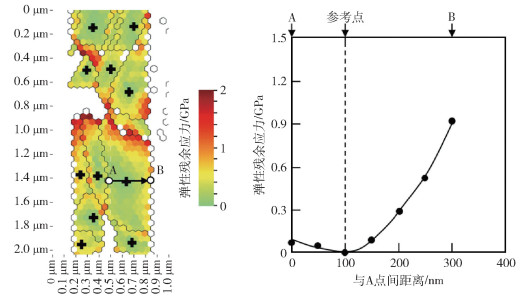
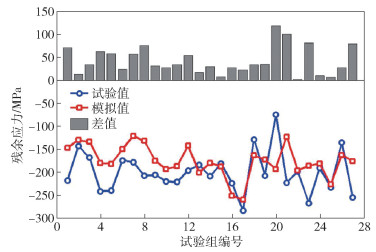
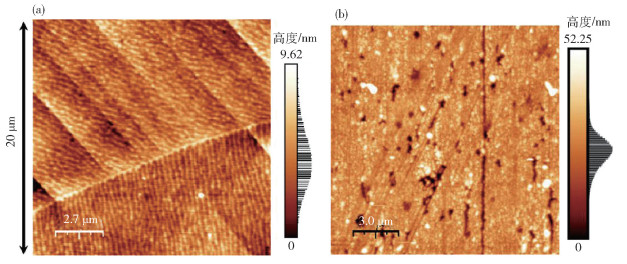
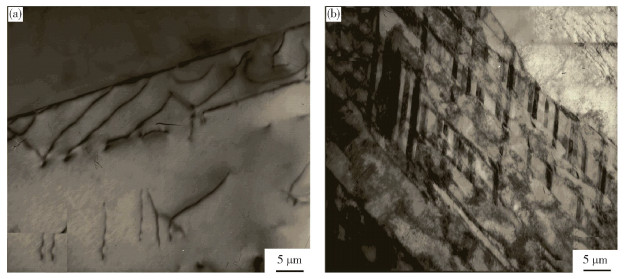
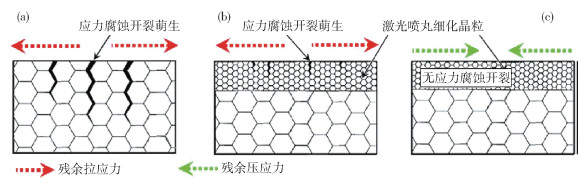
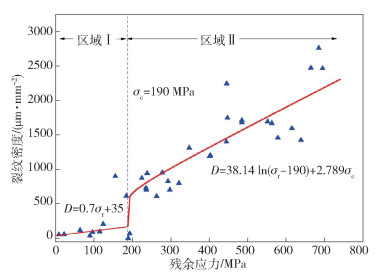
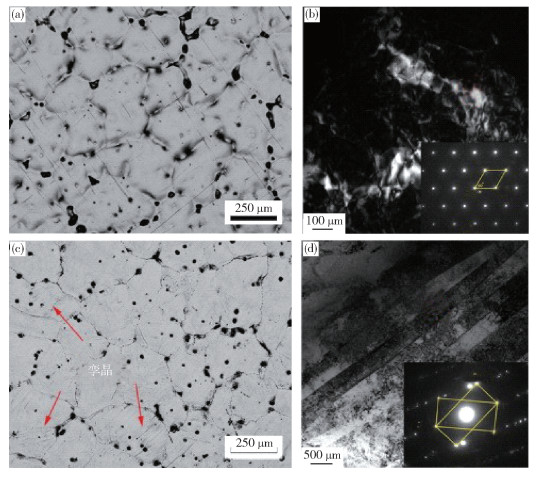
Abstract: It has been generally recognized that the synergistic action of aggressive media and residual stress that arises during metals fabrication, processing, and service can affect the behavior of corrosion electrochemistry. However, due to the limitation of testing techniques, studies on the influence of residual stress and its synergistic effects with other factors on corrosion initiation and propagation are relatively rare and confined to macro levels. With the developments of residual stress measurements and local electrochemical methods, especially the application of localized electrochemical probe techniques, the effect of residual stress on corrosion electrochemical behavior in the micro-domain has been studied by many researchers in recent years. Based on new testing methods of residual stress and advanced electrochemical measurements, this paper mainly summarized the contents and progress of recent research on metallic materials pitting and stress corrosion behavior under different types and levels of residual stresses. For iron and steel materials, the inhibition of compressive residual stress on corrosion has been supported by many experiments, but it shows different roles and mechanisms in different conditions, closely correlating with material structure and corrosion product. In addition, research has demonstrated that tensile residual stress has different impacts on corrosion resistance in alkaline and acidic conditions and that the influence of tensile residual stress on corrosion, strongly influenced by material types and other coupling factors, is still uncertain. Moreover, some experimental results have also shown that residual stress gradient or its critical value is a significant contributor to corrosion behavior, and only when they are greater than a certain value can pitting or micro-cracks be significantly initiated. However, studies on nonferrous metals suggest that both tensile and compressive residual stresses reduce corrosion resistance because they can increase dislocation density and microstrain, and these structural defects increase the occurrence of active sites for pitting corrosion, thereby degrading performance. Finally, the limitations and prospect of current research were also presented in this paper.
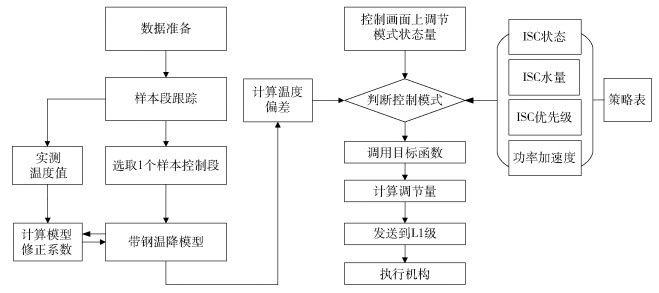
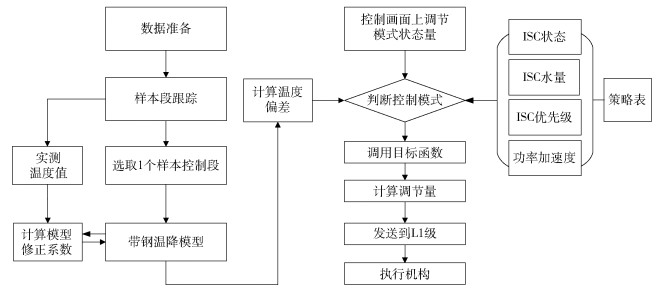
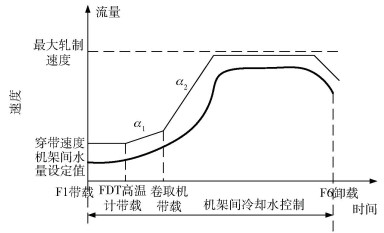
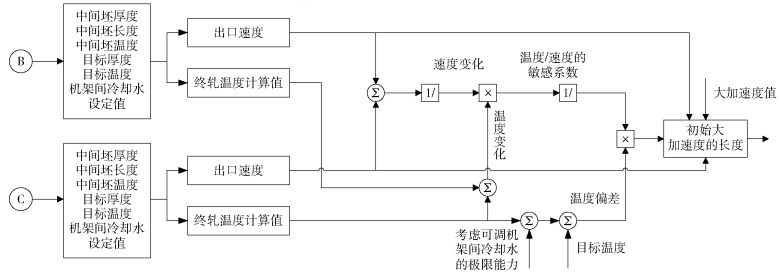
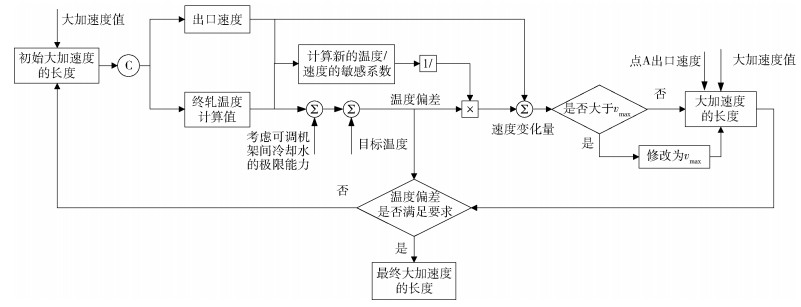
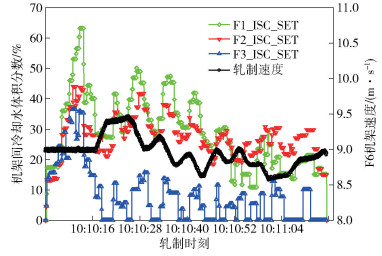
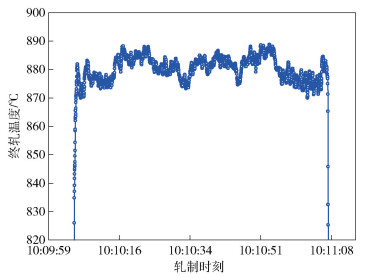
Abstract: At present, hot-rolled strip manufacturing has gradually exhibited more diversity and process complexity. Using the single control strategy, the traditional strip-finishing temperature-control mode shows some defects and deficiencies, for example, low control precision, slow production rhythm, and great fluctuation in the strip-finishing-temperature curve, which cannot meet the requirements for high precision and high-performance product control. For use with domestic 2250 mm hot-strip mills, a multi-mode control model was developed on a quadratic programming algorithm for the strip-finishing temperature. The proposed multi-mode control model has three control modes to regulate the speed, inter-stand cooling, and coupled speed and inter-stand cooling. To obtain the best control effect, the appropriate control mode can be adopted depending on the different steels used and different working conditions in the hot-rolling process. At the same time, based on the cooling capacity of the adjustable rack and the calculated strip-finishing temperature, Newton-Raphson iteration and the acceleration calculation model were used to calculate the large acceleration region and the quadratic programming optimization method to optimize the on-line adjustment of different control modes to meet all the strip-finishing temperature-control requirements. The on-line application of the proposed multi-model realized a 99% hit rate or better on the strip-finishing temperature for three consecutive months, with a deviation in the strip-finishing-temperature control of ±20℃. A 97.2% hit rate or better was realized on the strip-finishing temperature for three consecutive months with a deviation in the strip-finishing-temperature control of ±15℃. These results show that the control model has the advantages of a fast response speed and high precision and meets the requirements of finishing-temperature control for different steels and different working conditions. As such, the proposed method improves the strip-rolling stability and the accuracy of the finishing-temperature control and enhances product competitiveness.
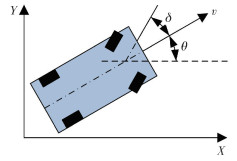
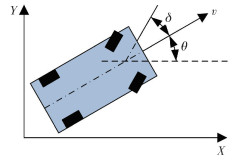
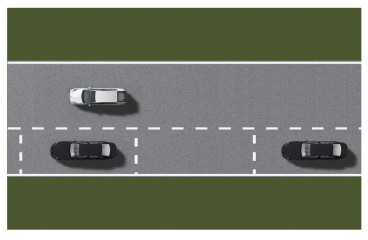
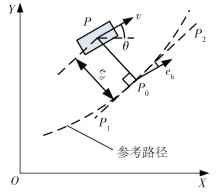
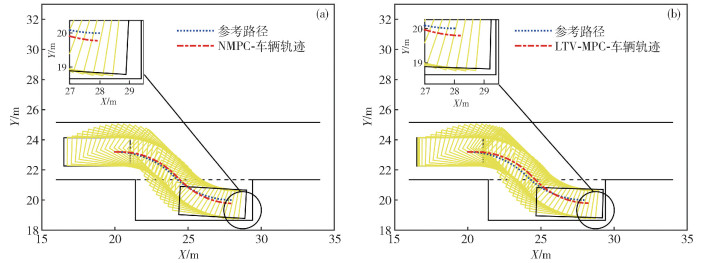
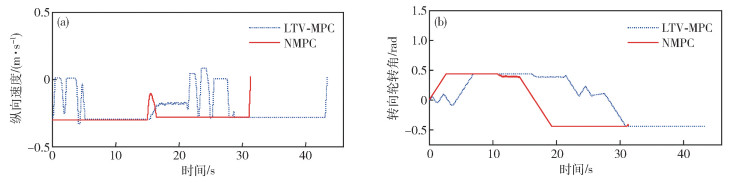
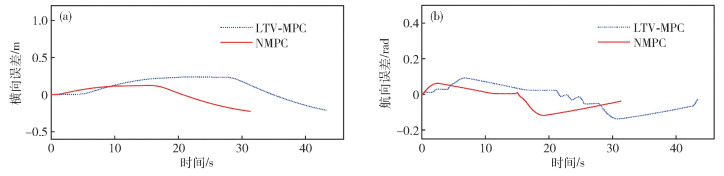
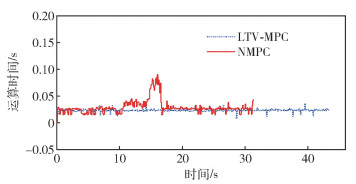
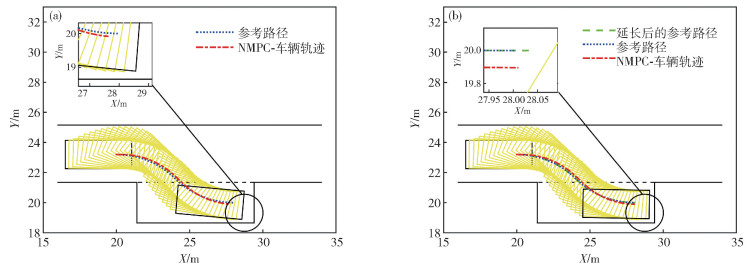
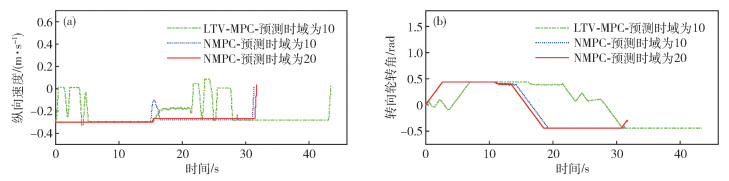
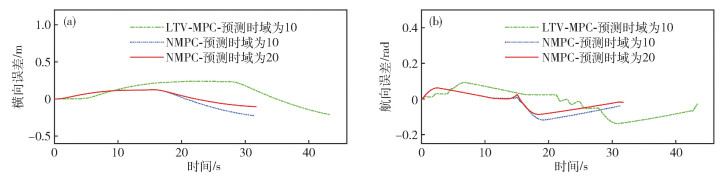
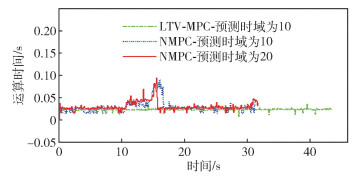
Abstract: In megacities, the number of vehicles has rapidly grown. Automatic parking, a special type of unmanned driving, has become an important technology to ease parking difficulties. Path tracking is also a core part of automatic parking. However, during automatic parking, the curvature of the reference path is very large. This poses a challenge in automatic parking and is different from that in high-speed unmanned driving. When the curvature of the reference path is large, the constraints of the system severely restrain the path tracking performance. These constraints include the limit of the steering wheel angle speed. Applying model predictive control is a good way to handle multiple constraints. Recently, a path tracking controller for automatic parking based on linear time-varying model predictive control has been reported. However, for automatic parking, the accuracy of the linearized prediction model is still insufficient. To solve this problem, a path tracking controller based on nonlinear model predictive control was proposed in this paper. This controller was compared with the controller based on linear time-varying model predictive control. The simulation environment is a combination of MATLAB/Simulink and PreScan. The simulation results show that the proposed controller could complete automatic parking with multiple constraints. After the parking was completed, the angle between the vehicle heading and the center line of the parking space was 0.0189 rad. The distance between the midpoint of the rear axle of the vehicle and the center line of the parking space was 0.1045 m. This distance was only 5.56% of the width of the vehicle body. Compared with the controller based on linear time-varying model predictive control, the proposed controller for automatic parking exhibited a higher parking precision, larger safety margin, and less parking time. In terms of real-time performance, the proposed controller could also meet the requirements for automatic parking.
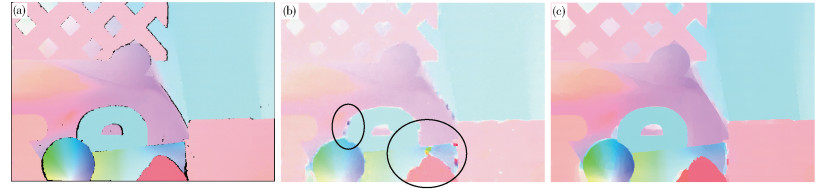
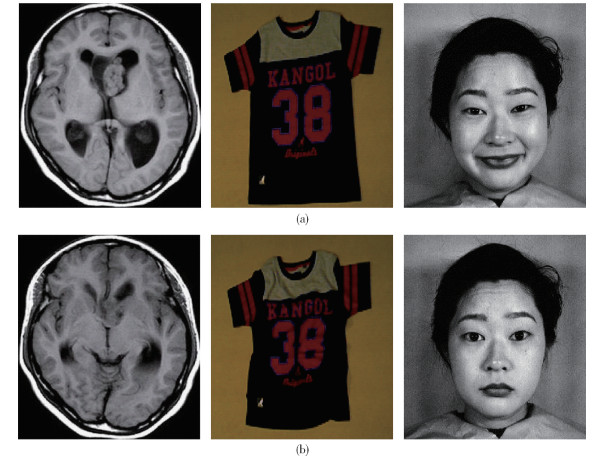
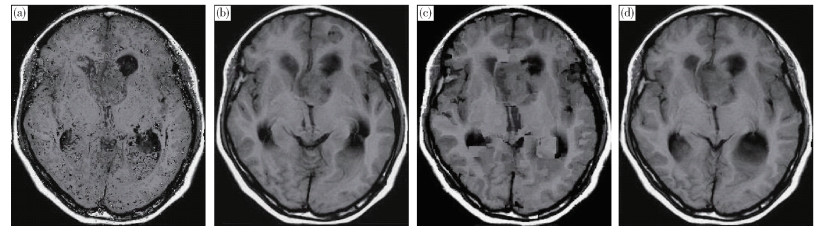
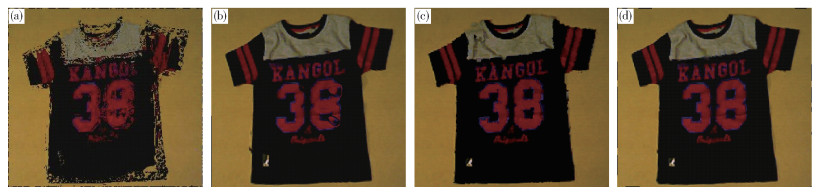
Abstract: With the rapid development of image registration technology, it is being widely used in the fields of medical image processing, remote sensing image analysis, computer vision, and others. Image registration involves two or more images that contain the same object that are obtained under different conditions. Geometric mapping between images is realized by spatial geometric transformation, so that the points in one image can be related to their corresponding points in the other. Compared with rigid transformations, non-rigid transformations usually have severe local distortions and obvious nonlinear characteristics. So, it is difficult to describe non-rigid transformations using a unified transformation model. For this reason, non-rigid image registration has always been an issue and a source of difficulty in the field of computer vision. To solve this problem, an improved optical-flow-model algorithm was proposed to more accurately estimate the optical flow field. First, the original variational optical flow model was improved. To prevent blurring and preserve the edge and detail features of images, a new anisotropic regular term was proposed to replace the original homologous diffusion term. Then, to remove optical flow outliers, a non-local smoothness term was introduced that contained neighborhood information. Moreover, a weight function that combines image-structure and optical-flow information was added to reduce the loss of detail caused by over-smoothing and to improve robustness. Finally, to solve the displacement field and realize the automatic registration of non-rigid images, an alternating minimization method and pyramid hierarchical iteration strategy were utilized. To verify the effectiveness of the proposed algorithm, subjective and objective evaluation values such as the peak signal-to-noise ratio (PSNR) and normalized mutual information (NMI) were adopted to analyze the registration results. Compared with state-of-the-art methods, experimental results reveal the robustness and ideal registration effects of the proposed method on different types of non-rigid images.
Monthly, started in 1955 Supervising institution:Ministry of Education Sponsoring Institution:University of Science and Technology Beijing Editorial office:Editorial Department of Chinese Journal of Engineering Publisher:Science Press Chairperson:Ren-shu Yang Editor-in-Chief:Ai-xiang Wu ISSN 2095-9389CN 2095-9389