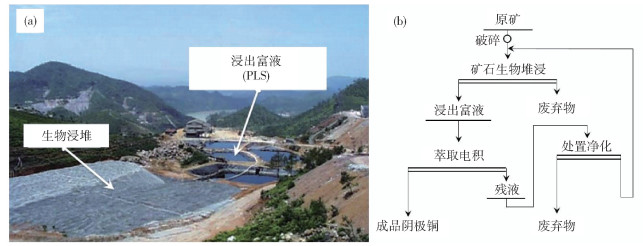
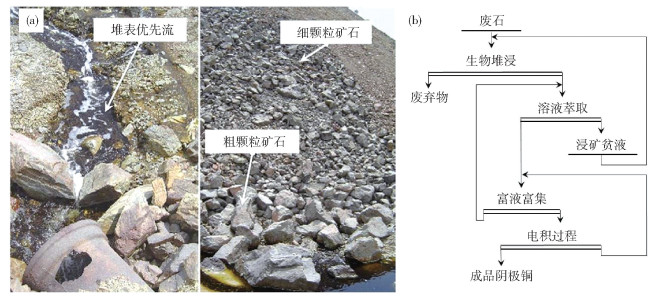
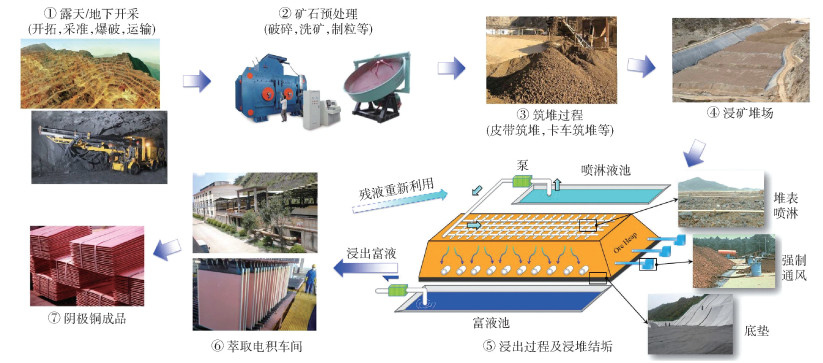
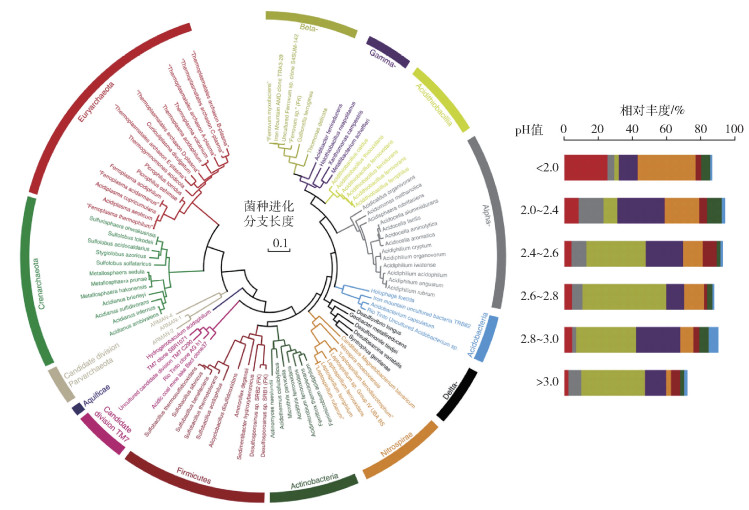
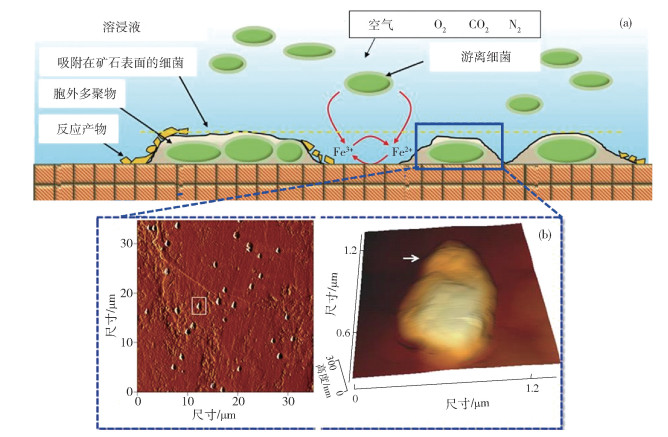
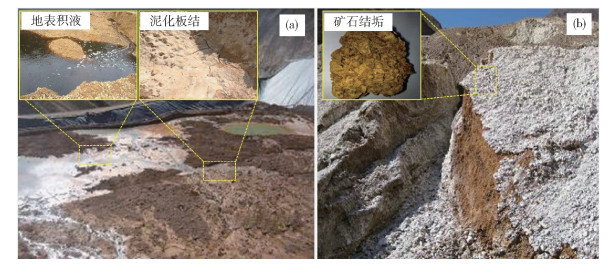
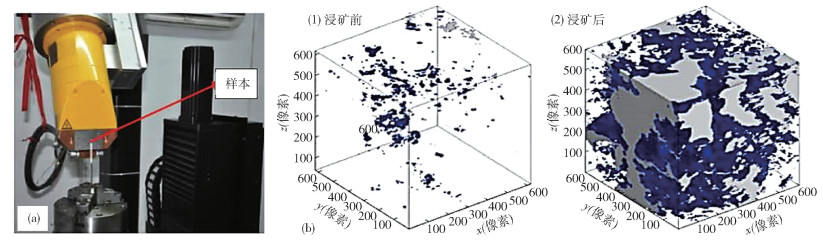
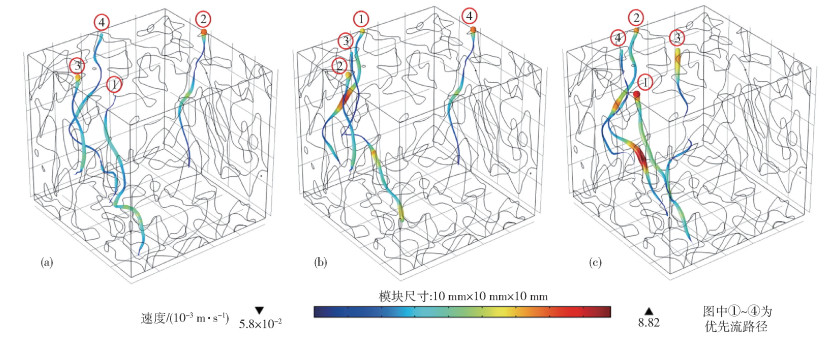
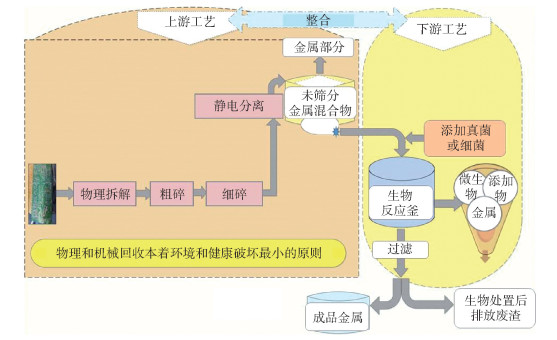
Abstract: Mineral resources are the mainstay industries supporting the development of the national economy. Due to its excellent ductility, electrical and thermal conductivity, copper is widely used in construction, power, transportation, and manufacturing as an important strategic metal resource. According to statistics, in terms of output and consumption of ten kinds of non-ferrous metals such as copper, aluminum, and zinc, China has ranked first in the world for more than ten consecutive years. China's copper resources are poorly endowed, being low grade, highly ore-deficient, and of poor ore floatability; the use of conventional separation methods has been costly and caused serious environmental pollution due to difficulties with residue disposal. Bioleaching is a special mining technology that leaches and yields valuable metal elements from inside ores using leaching bacteria. Copper metal resources inside low-grade ores, waste ores, and boundary ores are recycled efficiently using bioleaching technology, which is efficient, and both environmentally-friendly and economical. Currently, more than a quarter of the world's copper production depends on this technology. However, the microbial copper leaching process has always been regarded as a "black box", being difficult to effectively monitor and regulate. This paper reviews the history of bioleaching technology in China, reviews those copper mines that have carried out exploration into or application of bioleaching technology, and introduces two typical copper bioleaching industrial cases, the Zijinshan and Dexing Copper Mines. This paper explores (a) the main process of isolation, identification and enrichment of leaching bacteria, (b) the bioleaching mechanism and interface reaction, (c) the multistage seepage behavior of leaching systems, (d) the reconstruction and quantification of pore structures, (e) the multi-field coupling and process simulation of leaching systems, and (f) copper metal recycling from waste printed circuit boards. Finally, along with the current status of copper bioleaching, major challenges such as environmental protection, security, and future trends in copper bioleaching are discussed as a basis for further research.
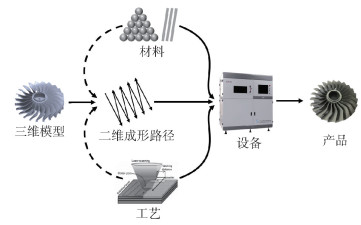
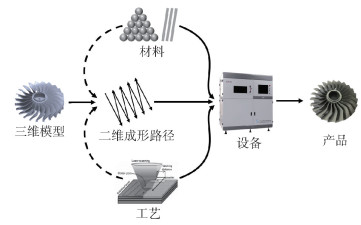
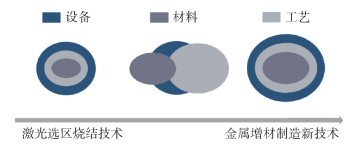
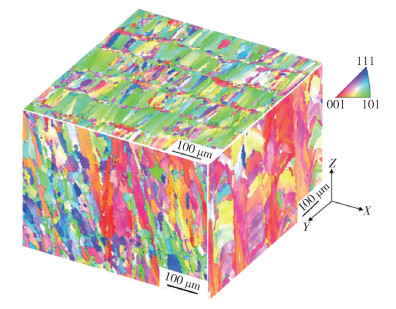
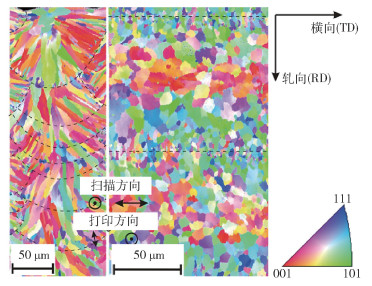
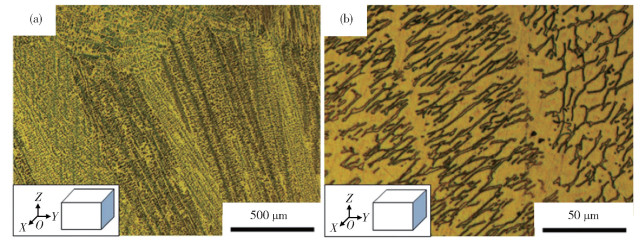
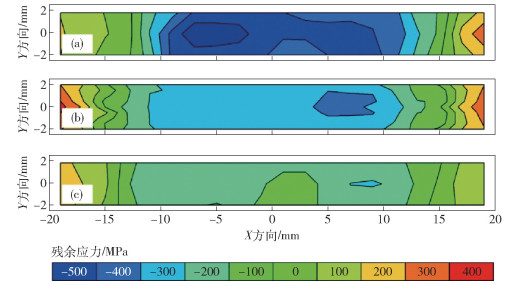
Abstract: Metal additive manufacturing is a new type of material-forming technology characterized by its short process and near net shape. Equipment, material and process are critical factors which serve as the supporter, key, and foundation respectively in terms of the development of this technology. In this paper, the characteristics of the equipment, material, and process of the different representative technologies were summarized. The relations among metal additive manufacturing equipment, manufacturing material, and manufacturing process as well as their roles in the metal additive manufacturing technology were analyzed. The research status of the raw material supply system, forming system, and control system were reviewed. The typical microstructure and mechanical properties of metal additive manufacturing materials, such as titanium alloy, nickel alloy, aluminum alloy, and steel, were summarized. The effects of the manufacturing process parameters on residual stress, porosity, accuracy, and microstructure were discussed. Problems associated with the manufacturing equipment, such as high cost, limited forming size, and low forming efficiency were discussed along with the problems associated with the material, such as high production cost and poor applicability. Furthermore, problems associated with the metal additive manufacturing process, such as difficult matching of process parameters and severe thermal accumulation, were elaborated as well. Future developmental goals in metal additive manufacturing include: (a) reducing the cost of manufacturing equipment and material, (b) expanding the range of product forming size, (c) improving the product printing accuracy and forming efficiency, (d) expanding the types and application scope of metal additive manufacturing material, (e) reducing the difficulty in the matching of process parameters, (f) improving product quality and comprehensive performance, and (g) developing new types of metal additive manufacturing technologies.
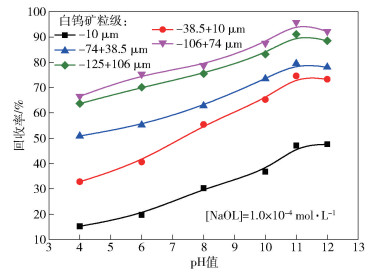
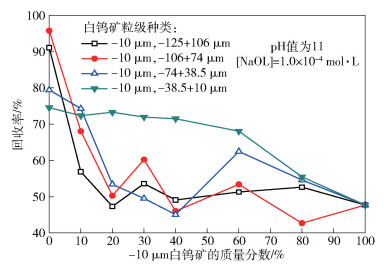
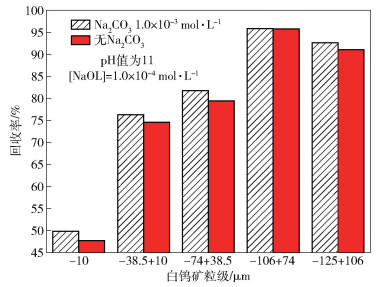
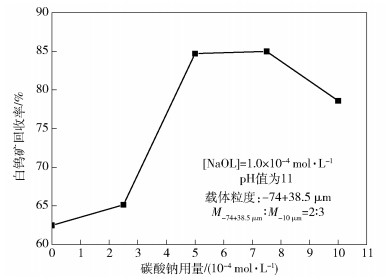
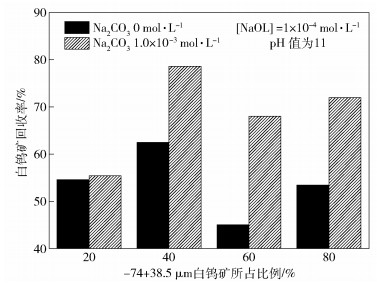
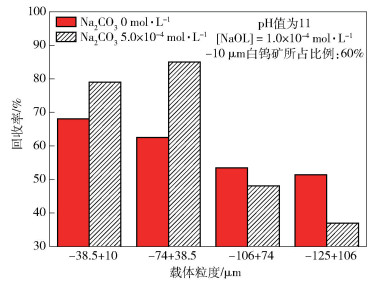
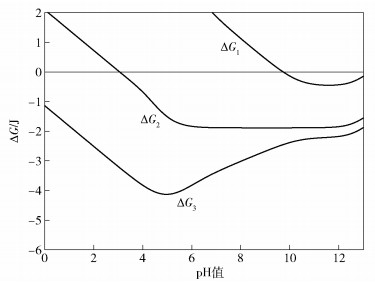
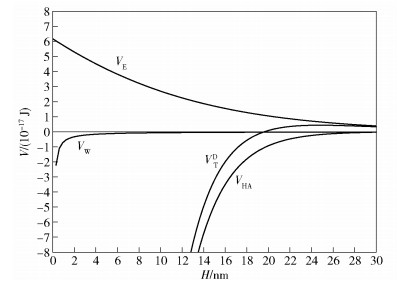
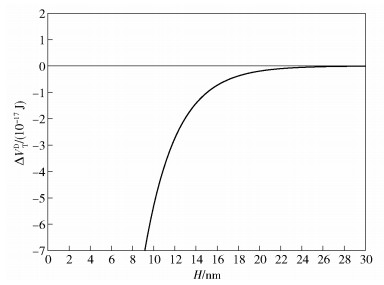
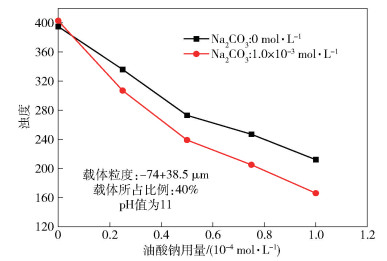
Abstract: Because of the low recovery of -10 μm fine scheelite particles in scheelite flotation, some amount of fine scheelite is lost in the tailing, resulting in the wasting of scheelite resources. It is urgently needed to solve the problems inherent in fine scheelite flotation and explore new processes of fine ores to effectively recover fine scheelite. The carrier flotation has proven to be an effective method of improving the recovery of scheelite by promoting the recovery of fine particles. Based on studies of the effect of particle size and particle fraction on scheelite flotation, the application of auto-carrier flotation in the recovery of -10 μm scheelite using sodium carbonate in both the presence and absence of sodium carbonate were studied. The effect of percentage carrier, particle size of carrier, and sodium carbonate on the auto-carrier flotation of scheelite were also studied through flotation tests, theoretical calculation, and instrument testing. The results indicate that the contents and particle size of coarse particles exert significant influence on auto-carrier flotation. The recovery of fine scheelite with a size of -10 μm is increased by using auto-carrier flotation with the proper carrier percentage and size. The addition of sodium carbonate strengthens the carrier flotation of scheelite and therefore improves the scheelite recovery. Furthermore, the addition of sodium carbonate can also expand the percentage and particle size range of carrier mineral. The results of mechanism studies indicate that there exists interaction among scheelite particles, which results in the adhesion of fine particle to carrier. The hydrophobic force is the main reason that the scheelite particles attracted each other, and the addition of sodium carbonate increases the adsorption of sodium oleate onto the scheelite surface, thereby improving the hydrophobicity of scheelite and the hydrophobic force among scheelite particles. It can be concluded that the auto-carrier flotation of scheelite can be improved by adding sodium carbonate.
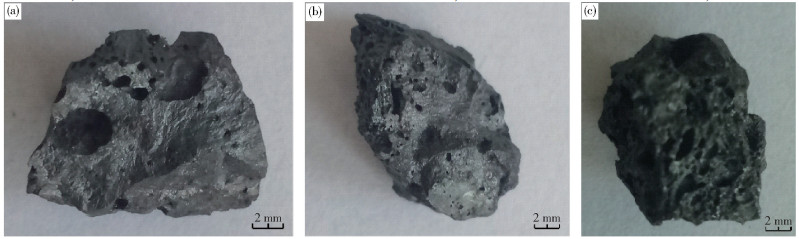
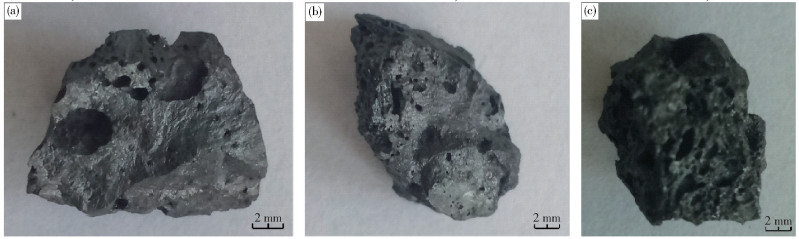
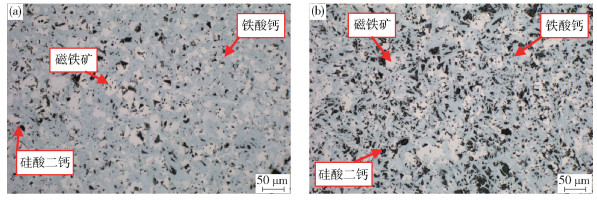
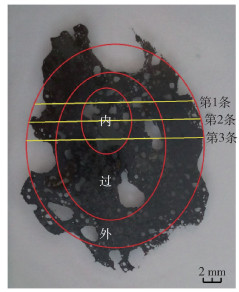
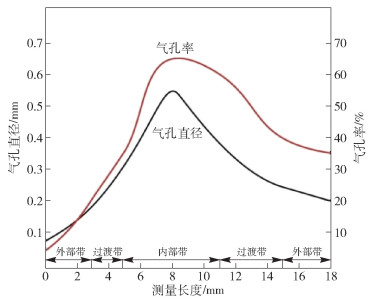
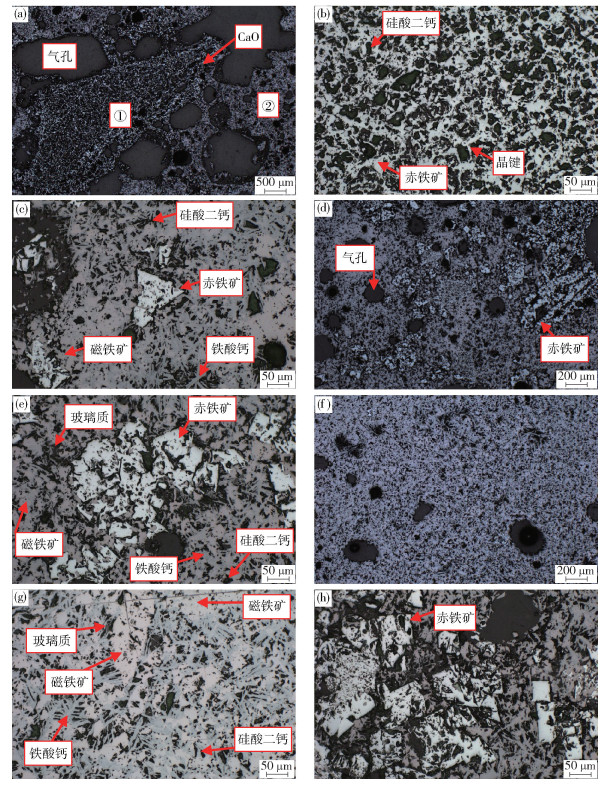
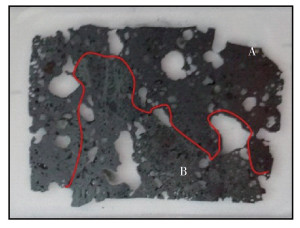
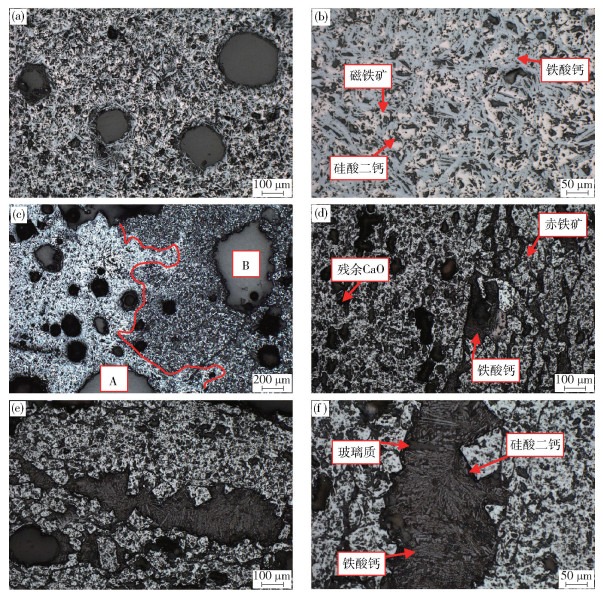
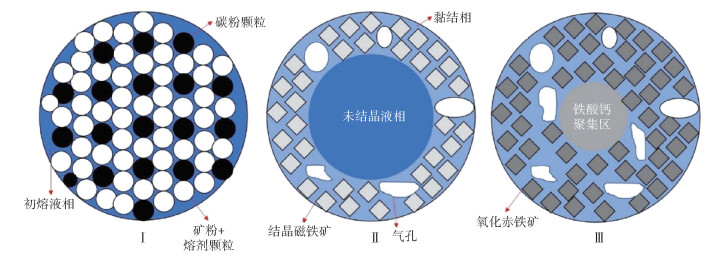
Abstract: Based on their inhomogeneity, three distribution pattern categories of the mineralogical structure of sinters, and their formation mechanisms, were detailed. First, based on the identifiable characteristics of hand specimens, the sinters in a steel plant were divided into three categories (Category 1, Category 2, Category 3). Second, according to the identification characteristics of the microstructure of sinters, three distribution patterns of the mineralogical structure for the three categories of sinters were established, those being uniform, concentric annular, and intercalated. The homogeneous mineral phase structures, which have good metallurgical properties, are mostly interlaced erosion and erosion structure, and the mineral phase structures are formed under stable conditions with higher temperature, stronger reduction, and uniform mixture. The concentric annular mineralogical structures from the outside to the inner belt are interlaced erosion structure, erosion structure, and hematite granular structure, separately. These structures formed under deteriorative process conditions and have no obvious adverse effect on the overall structure and metallurgical properties of sinters. The intercalated mineral phase structure, formed by the interlaced erosion structure, hematite granular structure, and calcium ferrate accumulation area, is mostly formed under conditions of lower temperature, unstable air flow, and inhomogeneous mixture. Getting together may lead to the deterioration of the structure and metallurgical properties of the sinter. Finally, the results of a metallurgical performance analysis show that the metallurgical index of Category 1 and Category 2 are satisfactory, and Category 3, with its intercalated distribution pattern, shows relatively poor metallurgical performance due to the inhomogeneous structure. The above results indicate that the research method based on the distribution pattern of mineral phase structure can be conducive to the discovery of the formation mechanism of the mineralogical structure, and can help to control the sintering raw materials and sintering atmosphere. It has certain theoretical value for improving the metallurgical properties of sinter.
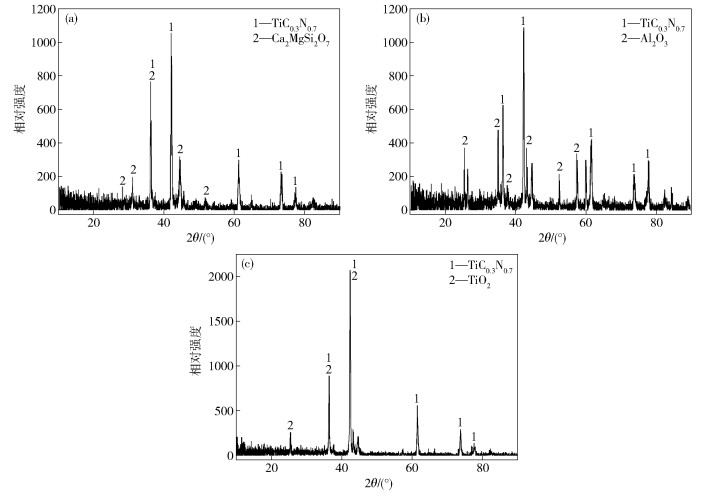
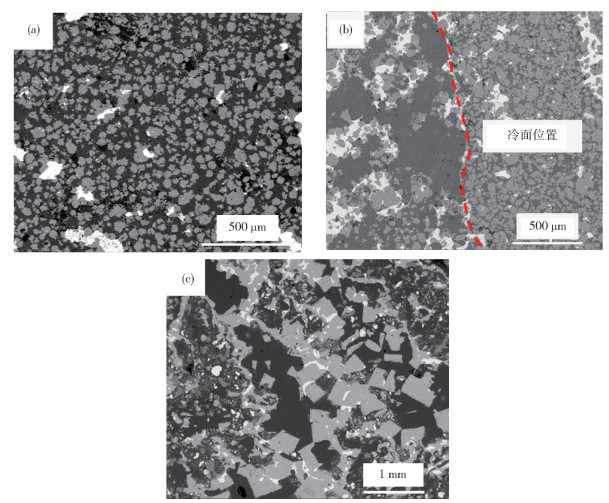
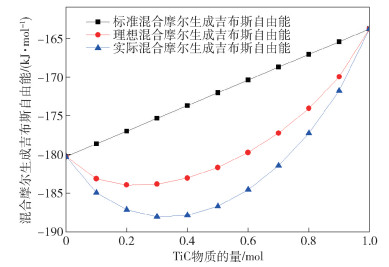
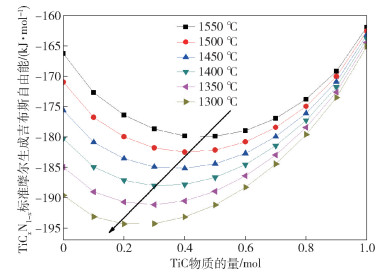
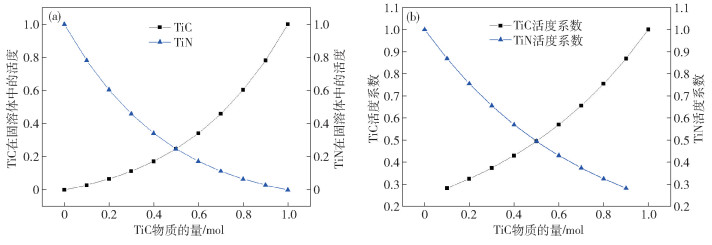
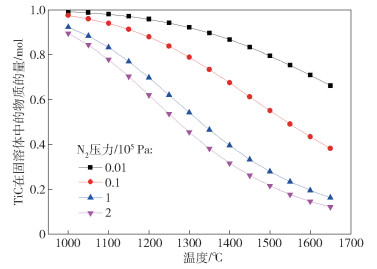
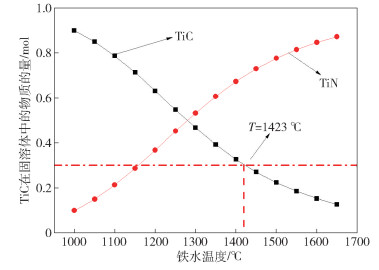
Abstract: In theory and practice, TiO2-bearing iron ores are the preferred raw materials for prolonging blast furnace times due to their protection of the refractory lining of the hearth. Currently, however, a lack of detailed understanding of the mineralogical composition, formation mechanism, and ratio of C to N in the Ti(C, N) solid solution leaves the blast furnace operator unable to employ a scientific and effective measure to deal with abnormal hearth erosion. As a result, frequent hearth breakouts might occur, causing great financial loss to steel companies. In the present work, in an attempt to clarify the essence of longevity blast furnaces, investigations were conducted into blast furnace hearth damage together with dissection analyses, to derive the mineralogical composition and microstructure of titanium-bearing protective layers. The results show that the exact chemical composition of the TiCxN1-x which formed in the blast furnace is TiC0.3N0.7. Based on thermodynamic analysis, the standard Gibbs free energy of the formation of Ti(C, N) decreases at first, then increases with increasing TiC content. At different temperatures, the proportion of TiC and TiN in the solid solution is different, i.e., more TiC at higher temperatures but more TiN at lower temperatures. At 1423℃, the TiC0.3N0.7 is formed in the hot-side of the investigated blast furnace hearth, and the thickness of the titanium-bearing protective layer varies with smelting intensity, temperature, and circulation strength of hot metal. This paper classifies the protective layer into various types based on formation mechanism. Finally, a comprehensive regulatory scheme is presented to act as a basis for extending the lifespan of the blast furnace hearth.
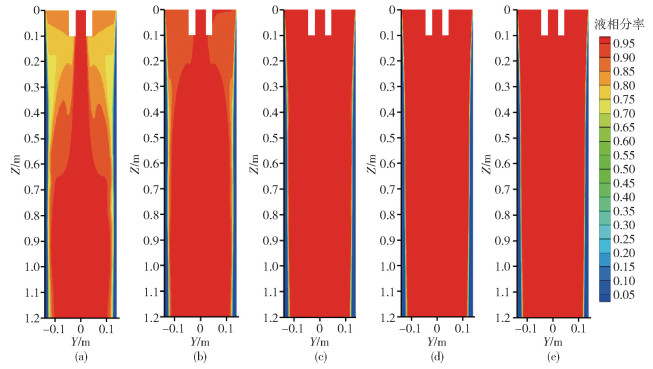
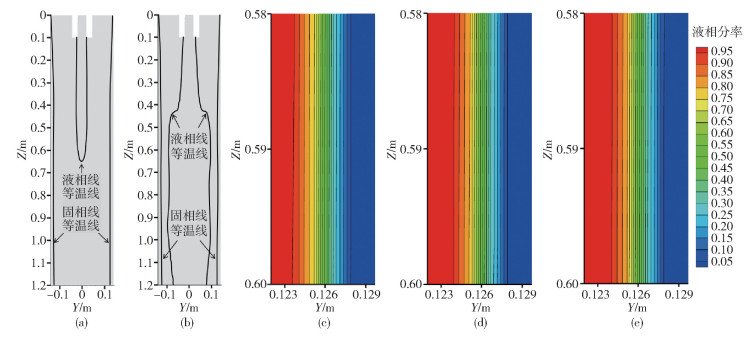
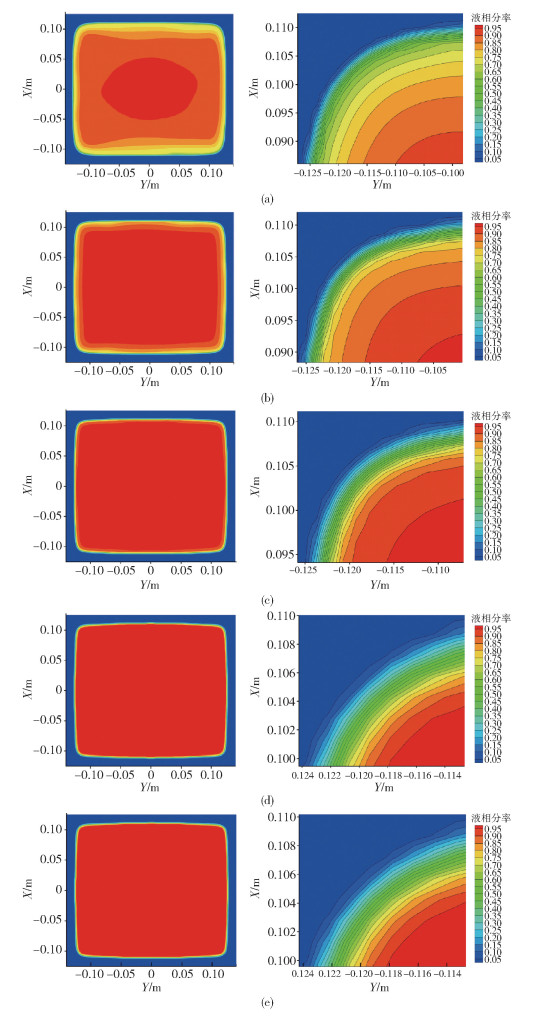
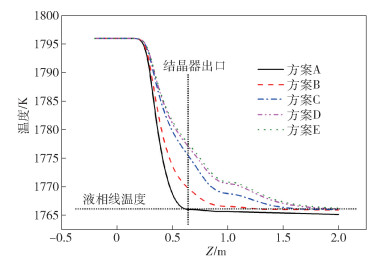
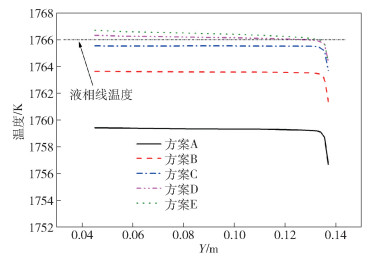
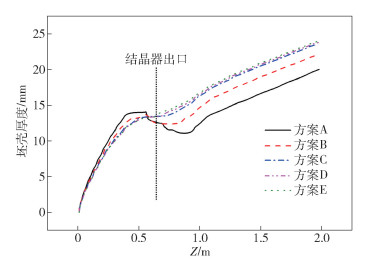
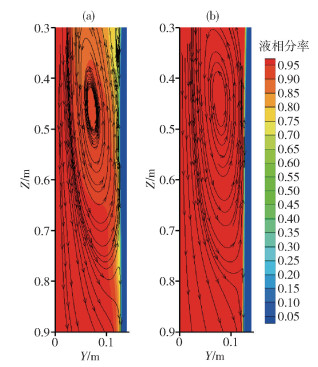
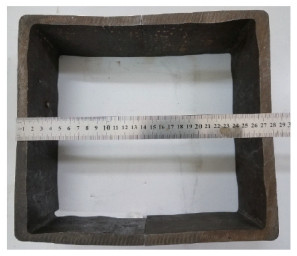
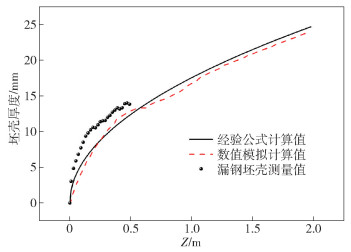
Abstract: The mushy zone refers to the region of the solid-liquid system where the temperature is between the liquidus and solidus temperatures. In this zone, the turbulence of the interdendritic flow is reduced by blockage of dendrites. The mushy zone coefficient (Amush) is an important calculating parameter in the continuous casting numerical simulation process, which strongly affects the prediction of fluid flow and solidification behavior in the mold zone. However, most researchers have neglected the influence of the mushy zone coefficient, and the correct expression of this coefficient is rarely found in the literature. Generally, the lower default value of 1×105 kg·m-3·s-1 is used in the model, which leads to unrealistic results. In this study, the relationship between the mushy zone coefficient and permeability was analyzed, and the expression of the mushy zone coefficient was proposed. A coupled flow and solidification numerical model was developed to evaluate the effect of the mushy zone coefficient on the melt flow and solidification phenomena in a bloom continuous casting mold. Results show that the higher the value of the mushy zone coefficient, the stronger the damping becomes, and the faster the velocity drops as melt solidifies. A relatively high value of the mushy zone coefficient generates a "banded" form of mushy zone sandwiched between the solid and liquid phases in the mold zone. When the mushy zone coefficient is at a lower value, a wider mushy zone is obtained and the melt cools down rapidly in the mold region. In addition, the temperature at free surface is relatively low with supercooling, and the solidified shell remelts locally. The model is validated through comparison with measurements of shell thickness on a breakout shell. The value of the mushy zone coefficient ranging from 1×108 to 5×108 kg·m-3·s-1 is suggested.
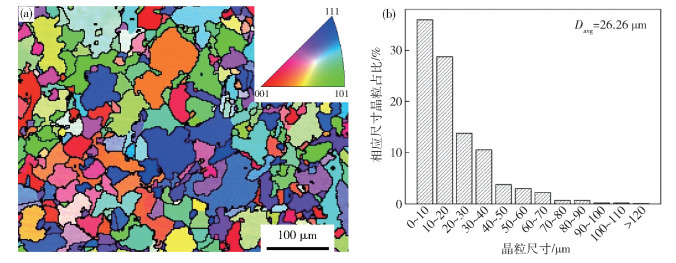
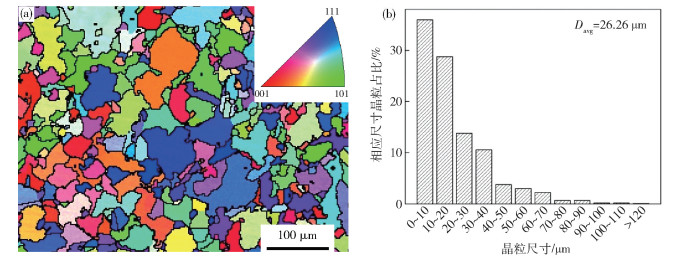
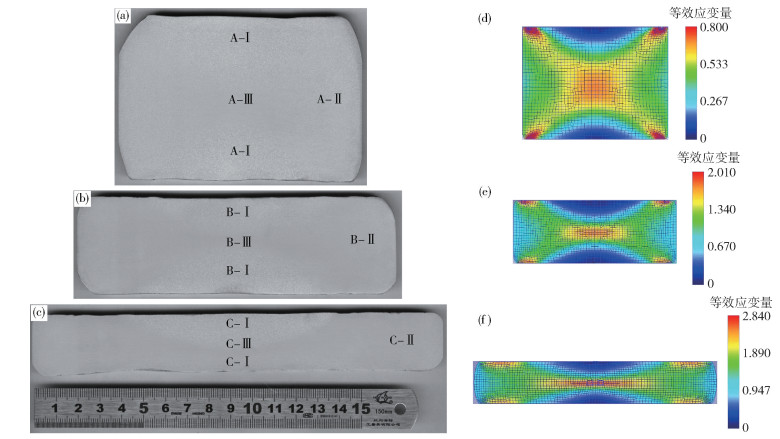
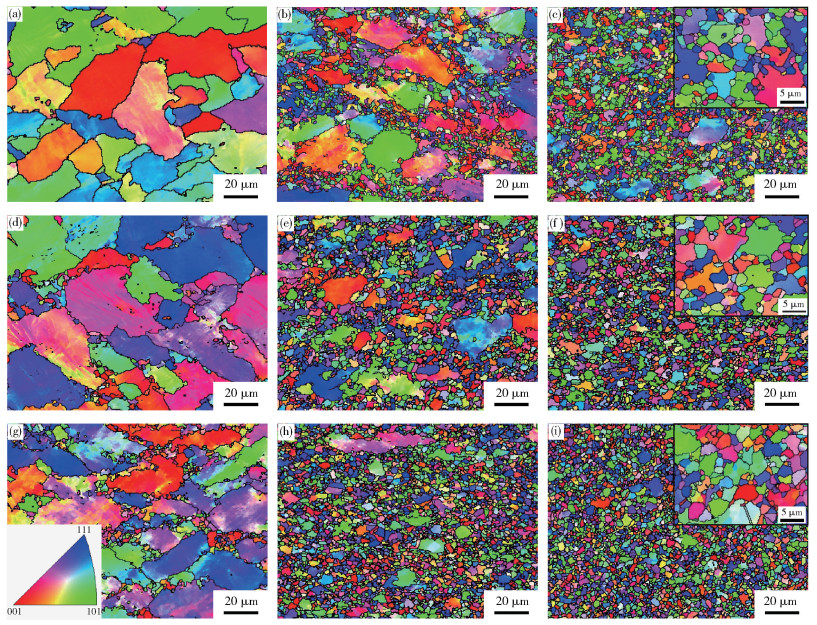
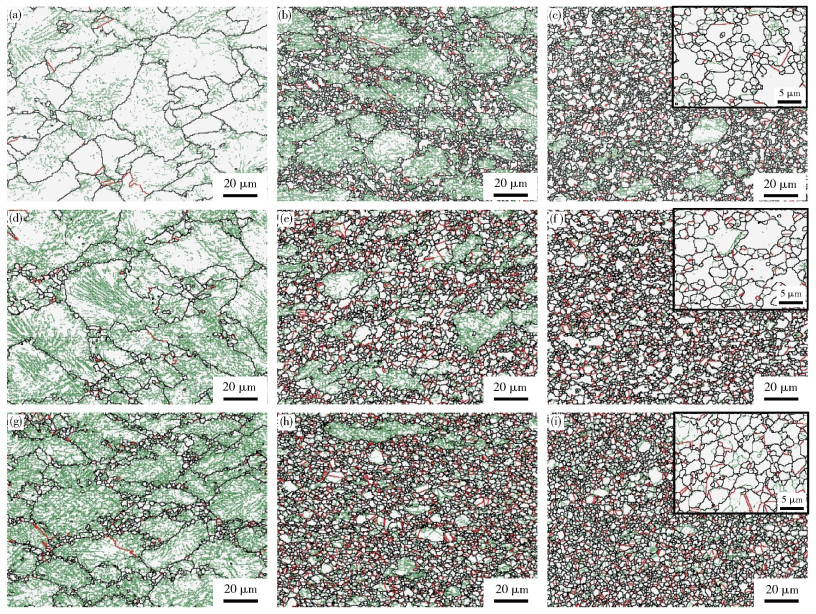
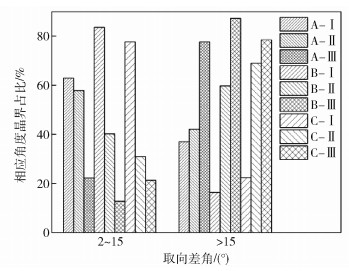
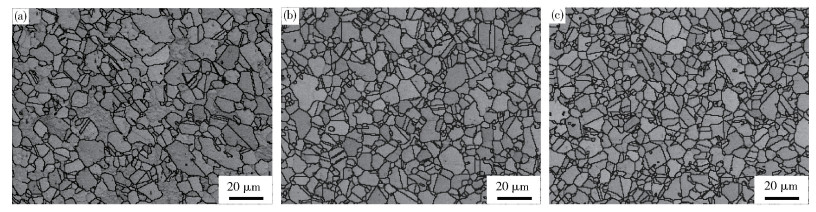
Abstract: Nickel-base powder metallurgy (PM) superalloys are widely used as high temperature components in gas turbine engines owing to their outstanding mechanical properties and workability under intense heat. In order to meet the performance requirements of a new generation aircraft engine with a higher thrust-weight ratio, the fourth generation PM superalloy has been studied at home and abroad. Its operating temperature has been raised to 815-850℃. The alloy in this study was a newly-designed fourth generation PM superalloy, which exhibited excellent high temperature stress rupture and creep properties compared with the previous three generations' PM superalloys, FGH4095, FGH4096, and FGH4098. Based on the performance characteristics of PM superalloys of different grain sizes, dual microstructure heat treatment (DMHT) has been used to produce a turbine disk which has a fine-grained bore and a coarse-grained rim. Therefore, it was first necessary to obtain a uniform fine-grained disk. It has been demonstrated that the fine-grained disk can be gained through hot isostatic pressing (HIP) and multi-steps of high temperature working. In order to study the influence of multiple isothermal forging (ITF) on the grain refinement of the advanced PM superalloy, three steps of ITF were employed; each deformation was about 40%. The effective strain distribution of the alloy during ITF was simulated by using the commercial finite element software DEFORM 2D. Microstructures of those forgings were investigated by means of the electron back scattered diffraction (EBSD) technique. The experimental results show that during ITF, the axial section of the forging is divided into three regions. Region Ⅰ, located in the upper and lower end faces, has the smallest deformation. Region Ⅱ is located at both sides of the section, and its deformation is larger than that of region Ⅰ. And region Ⅲ, located in the center of the section, obtains the maximal deformation. After three steps of ITF, Regions Ⅱ and Ⅲ of the forging are fully recrystallized, and equiaxed fine-grained microstructures with an average grain size of 2-3 μm are generated. Nevertheless, necklace structures form near Region Ⅰ of the forging. A great amount of fine recrystallized grains distribute around the non-equiaxed deformed grains. The deformed grains contain plenty of low-angle grain boundaries (LAGBs), which mean that the dislocation density is very high. Through proper heat treatment, the necklace structure in Region Ⅰ is refined. Meanwhile, grain growth occurs in Region Ⅱ and Ⅲ. These findings suggest that fine-grained disks with uniform microstructures can be achieved, and the average grain size is 6-8 μm.
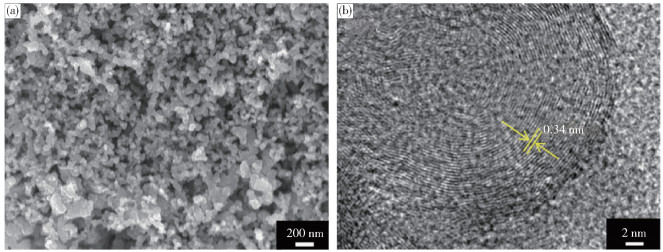
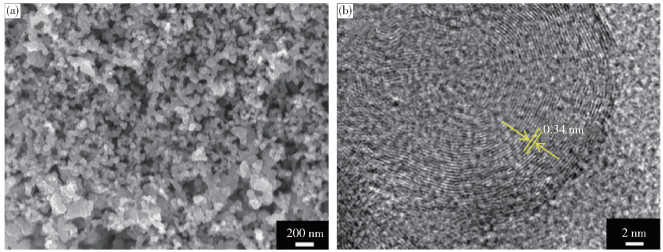
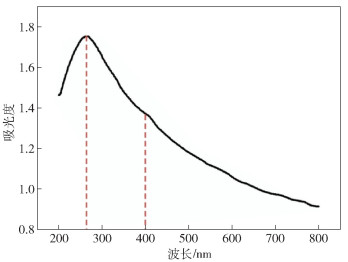
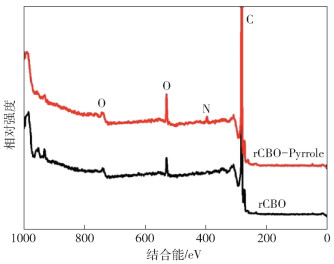
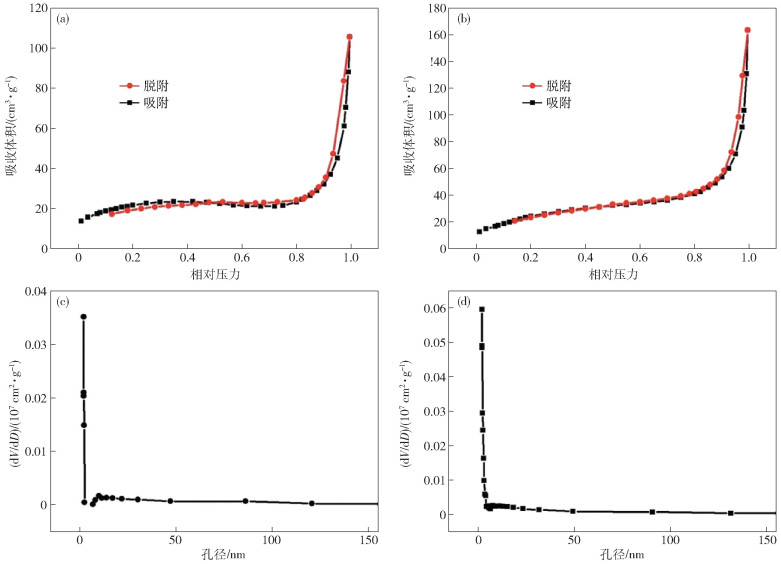
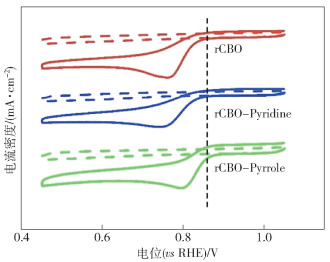
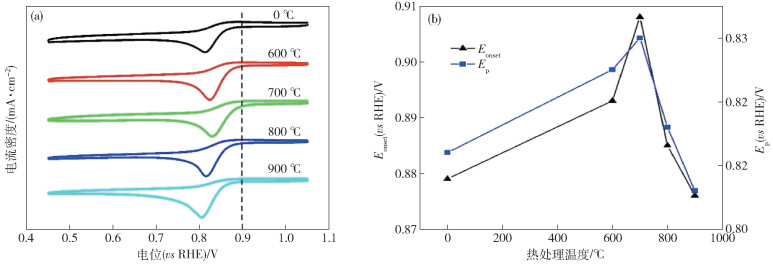
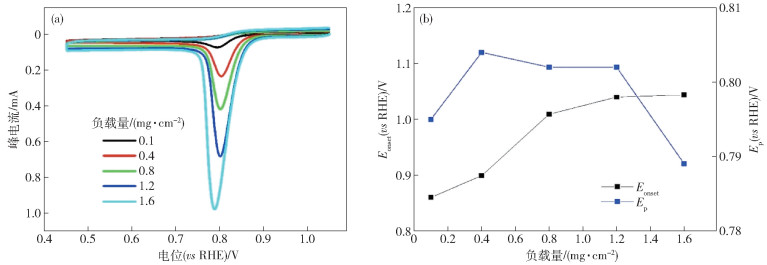
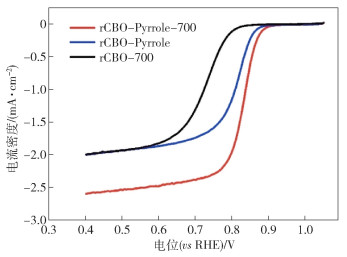
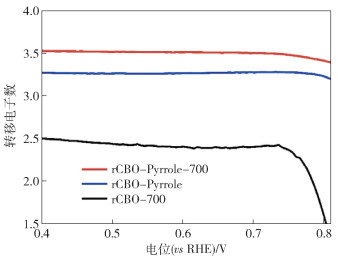
Abstract: Oxygen reduction reaction (ORR) is an important cathode reaction for alkaline fuel and air-metal batteries. Because of the high cost and low stability of traditional Pt-based cathode materials for ORR, it is important to find an alternative cathode material of high performance and stability and low cost. Nitrogen-doped carbonaceous materials are currently of keen interest among those alternative oxygen cathode materials. The arrangement of carbon atoms in carbon black (CB) is similar to that of graphite, and it is wellknown that CB has a unique advantage over other carbon materials owing to its relatively low price and wide availability. Based on cheap carbon black, pyrrole-doped carbon black oxide (rCBO-Pyrrole) cathode materials were prepared using a facile synthesis method for this article, and their catalytic performances toward ORR were studied. The characterization of the catalysts was explored using a scanning electron microscope (SEM), a transmission electron microscope (TEM), ultraviolet-visible spectroscopy (UV-Vis), and Brunauer-Emmett-Teller (BET) specific surface area and X-ray photoelectron spectroscopy (XPS). The results of these analyses indicate that nitrogen is successfully doped in the rCBO-Pyrrole composite. BET results show that both rCBO and rCBO-Pyrrole have large specific surface areas, which increase significantly after pyrrole doping of carbon black. Further, the results of catalytic performances show that the rCBO-Pyrrole composite induces excellent catalytic activity toward ORR and exhibits the best performance after heat treatment at 700 ℃. In the electrolyte of KOH (1 mol·L-1), the onset potential of rCBO-Pyrrole is 0. 9 V vs RHE, and the limit diffusion current density of this catalyst is 2. 6 m A·cm-2. Moreover, the electron transfer number of ORR on rCBO-Pyrrole is higher than 3. 5, which indicates a preference for the four-electron reduction pathway. These characteristics and results demonstrate that this kind of material has broad potential applicability.
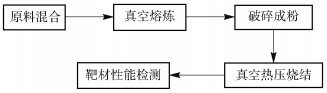
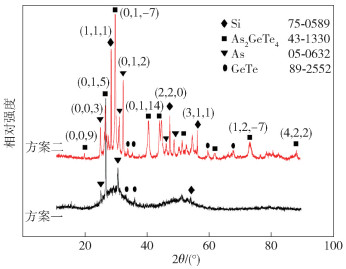
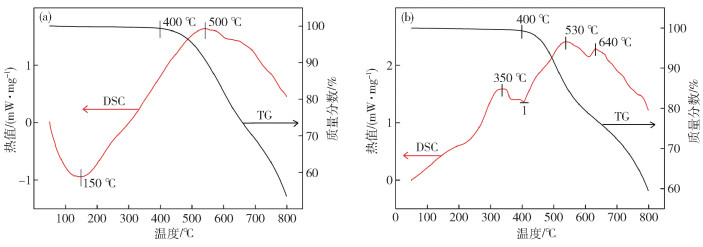
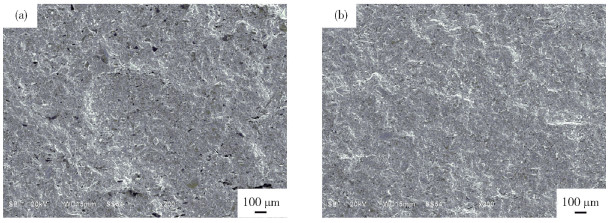
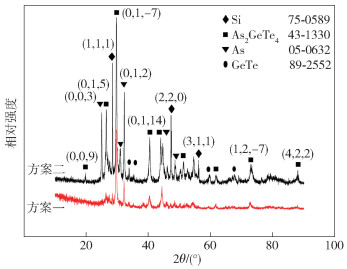
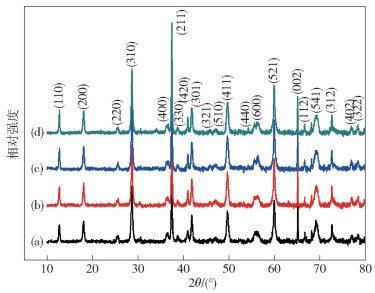
Abstract: When a certain threshold switching voltage is applied to a semiconductor of Te-based compound in a high-impedance amorphous state, the semiconductor transits into a low-resistance state, and the resistance difference is more than five orders of magnitude. Therefore, TeAsGeSi material can be prepared as a threshold switch and used in the form of a thin film in a phase-change memory and other elements to improve the performance of such elements. There are few studies on the preparation of such targets, and the key technologies have been monopolized. In this study, the powder difference was taken as the basis to study the target material preparation process of this material in order to prepare a target with high density and uniform composition. Two kinds of TeAsGeSi alloy powders were prepared by vacuum melting under different cooling conditions: quenching and slow cooling. The X-ray diffraction (XRD) analysis shows that the powder prepared by rapid cooling is amorphous, while the powder prepared by slow cooling process is crystalline, and the main crystal phase is As 2GeTe4. The differential scanning calorimetry and thermogravimetry (DSC-TG) curves of the two powders shows that the powders begin to lose weight quickly at 400 ℃, and the slowly cooled powder melts at 350 ℃. As a result, the sintering temperature must not exceed 340 ℃. The TeAsGeSi alloy target was prepared by vacuum hot pressing. The two powders were incubated at 340 ℃ for 2 h and 20 MPa to prepare two targets. The target material prepared by the slowly cooled powder has a high density of 5. 46 g·cm-3, reaching 99. 5% of the theoretical density. The morphological characterization shows that the target has a smooth surface with few holes and uniform distribution of elements, and this target can produce high-performance thin films.
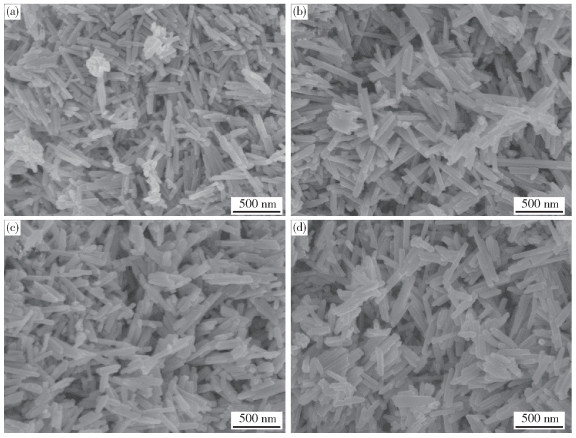
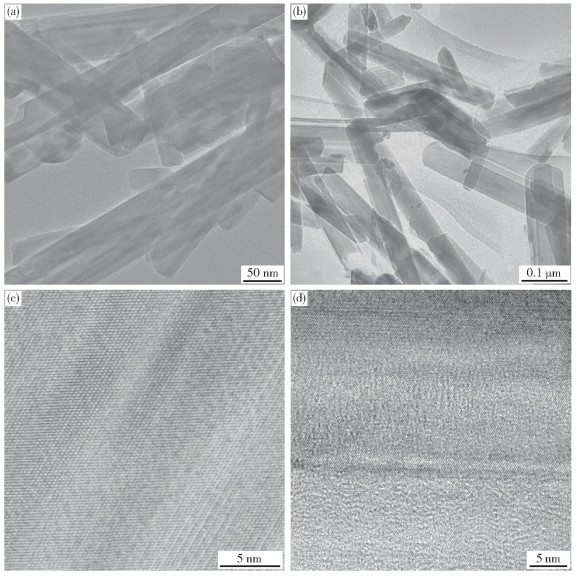
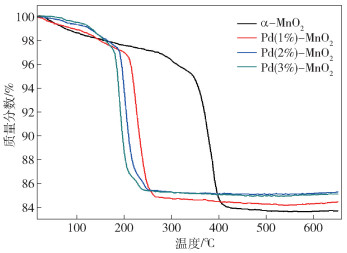
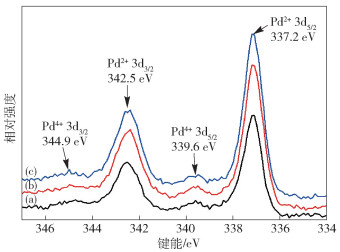
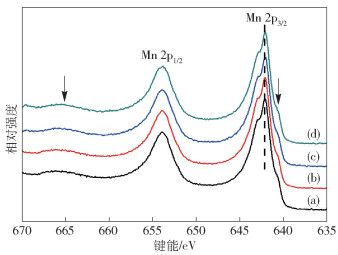
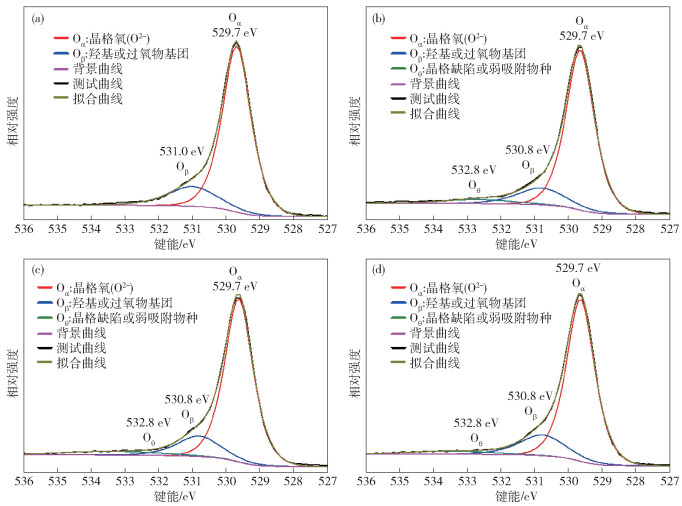
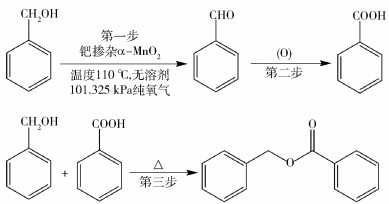
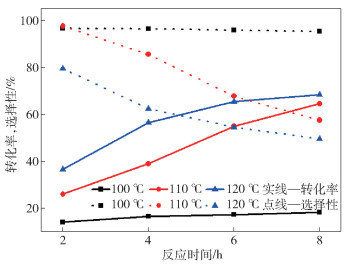
Abstract: Liquid-phase selective oxidation of benzyl alcohol to benzaldehyde is one of the most important processes in both laboratory and chemical industry processes due to the remarkable values of benzaldehyde in the production of flavours, fragrances, and biologically active compounds. In the traditional processes for selective oxidation of benzyl alcohol using a stoichiometric or excessive amount of toxic and expensive inorganic oxidants, such as ammonium permanganate in aqueous acidic medium, a large amount of toxic waste is produced. A few studies on the benzyl alcohol-to-benzaldehyde oxidation by environmentally clean oxidants (O2 or H2O2) in the presence of organic solvents (e. g., toluene, p-xylene, and trifuorotoluene) have been reported; however, the usage of organic solvent is neither economical nor environmental friendly. Even though the solvent-free oxidation of benzyl alcohol to benzaldehyde using tert-butylhydroperoxide (TBHP) as oxidant has been reported, the co-product of tert-butanol from the consumption of TBHP will be left in the reaction solution, necessitating further separation. Therefore, various heterogeneous catalysts have been developed for solvent-free selective oxidation of benzyl alcohol using flowing air or oxygen; however, in most of these systems, the reaction temperature is still high (> 130 ℃) and/or conversion/selectivity is still low. Thus, the development of efficient heterogeneous catalysts for the solvent-free se-lective oxidation of benzyl alcohol with high selectivity and yield using molecular oxygen from air as the oxidant at low temperature is needed. In this study, Pd-doped α-MnO2 nanorods were prepared from Pd-doped δ-MnO2 precursors via a co-precipitation and in situ calcination transformation method. These catalysts were extensively characterized by various techniques, such as N2 adsorption, X-ray diffraction (XRD), transmission electron microscopy (TEM), scanning electron microscopy (SEM), thermogravimetric analysis (TGA), and X-ray photoelectron spectroscopy (XPS). The SEM and TEM results indicate that there are no obvious Pd nanoparticles on the surface of α-MnO2 nanorods, signifying the possible doping of Pd into the lattice of α-MnO2. The reduction temperature of pureα-MnO2 is around 390 ℃, while the doped Pd could greatly promote α-MnO2 reduction to lower temperatures at around 200 ℃. The applications of Pd-doped α-MnO2 nanorods as catalysts for selective aerobic oxidation of benzyl alcohol to benzaldehyde under solventfree conditions with molecular oxygen were investigated. As compared with pure α-MnO2, the Pd-doped α-MnO2 nanorods show enhanced catalytic activity for selective oxidation of benzyl alcohol under solvent-free conditions with O2, which can be attributed to the beneficial presence of oxidized palladium species and enhanced oxygen mobility resulting from the doping Pd species. In these Pddoped α-MnO2 nanorods, when Pd (3%) -MnO2 was used as catalyst, a 39% conversion of benzyl alcohol was achieved. It is much higher than the 18. 3% conversion when pure α-MnO2 used as catalyst at 110 ℃ and reaction time of 4 h.
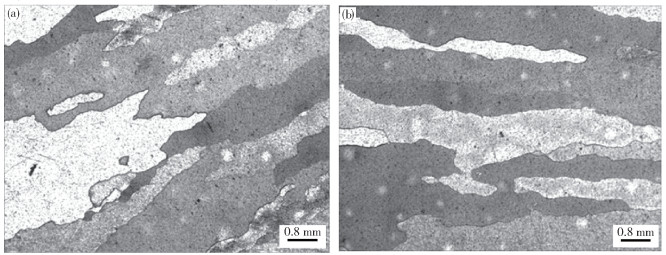
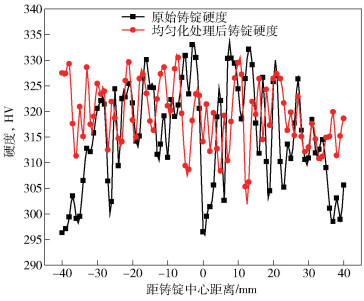
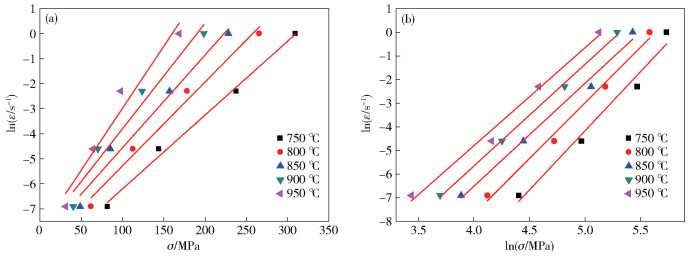
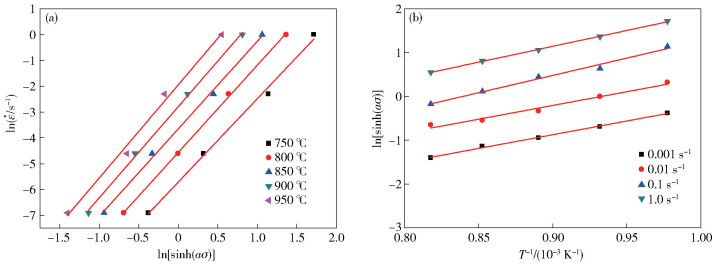
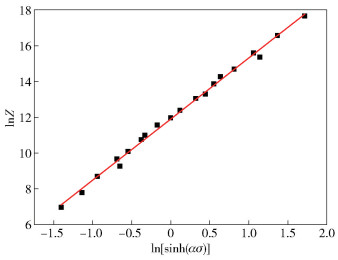
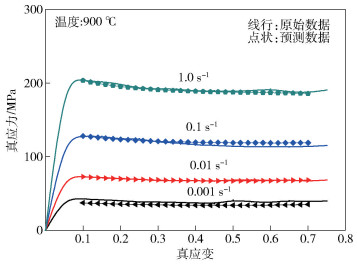
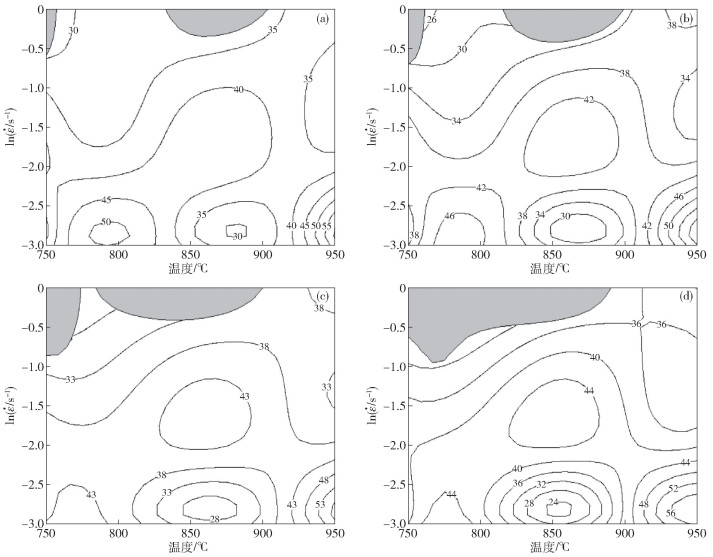
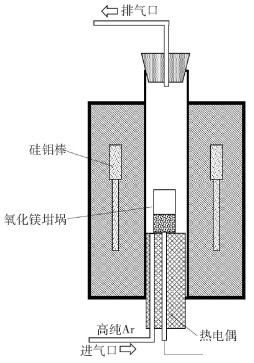
Abstract: A Ti-50. 7% Ni (atomic fraction) shape alloy was prepared by vacuum induction melting under dynamic argon atmosphere. By analyzing the composition, deformation temperature, microstructure, and hardness of the as-cast Ni-Ti shape alloy in this study, it was found that the properties of the as-cast Ni-Ti alloy met the medical standard. To analyze the variation law of the flow stress, the flow stress of the compression deformation for as-cast Ni-Ti alloy was studied by high-temperature compression with a Gleeble-3800 simulated machine within a deformation temperature range of 750-950 ℃, strain rate range of 0. 001-1. 0 s-1, and strain level of 0. 5. To analyze the relationship between variables in the hot deformation process of as-cast Ni-Ti alloy, a constitutive equation based on dynamic material model was established. To determine the reasonable range of hot working conditions for as-cast Ni-Ti alloy deformation, hot processing maps under different hot deformation conditions were set up. The results show that when the deformation temperature decreases or strain rate increases, the flow stress of as-cast Ni-Ti alloy increases. This phenomenon shows that the main factors affecting the flow stress of as-cast Ni-Ti alloy are deformation temperature and strain rate. When the strain rate is 1. 0 s-1, the true stress-true strain curves of as-cast Ni-Ti alloy exhibits a zigzag feature. This is mainly attributed to the alternation between hardening and softening during deformation. According to the hot processing maps under different hot deformation conditions, the processing zone and unstable hot deformation region of the as-cast Ni-Ti alloy were obtained. Then, the best temperature range of hot deformation is determined as 820-880 ℃, and the true strain rate is less than 0. 1 s-1. This study provides a theoretical and data basis for the development of forging process parameters of Ni-Ti alloy.
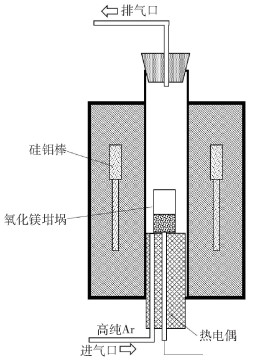
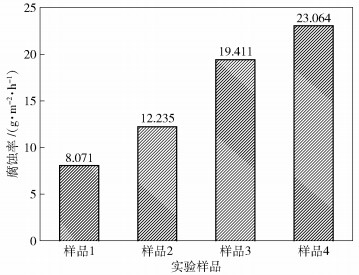
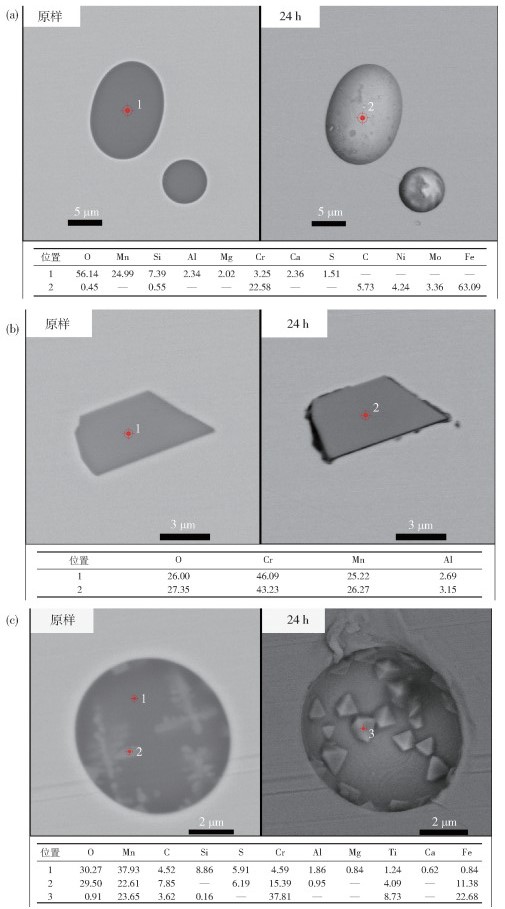
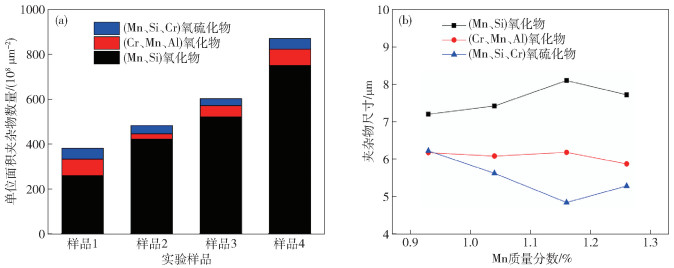
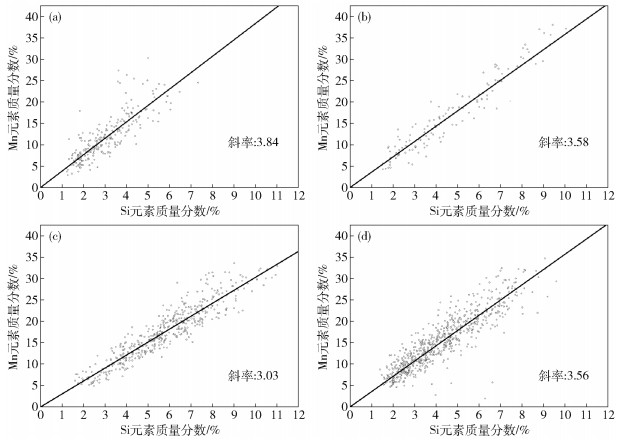
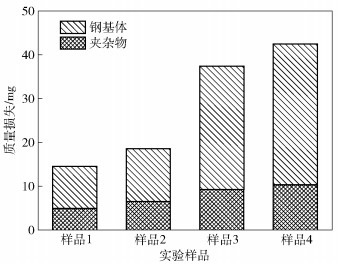
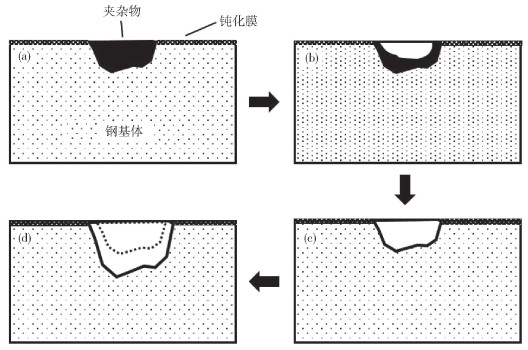
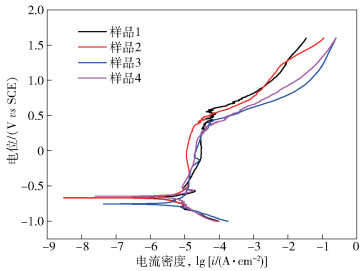
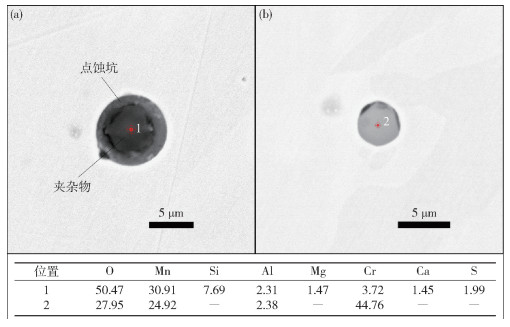
Abstract: Duplex stainless steel (DSS) has been applied to marine industries, chemical plants, and nuclear facilities because of its high mechanical strength, good weldability, good resistance to pitting corrosion in various aggressive environments, and relatively low cost than similar-performance materials. However, with the decline of iron and steel industries, the competition among stainless steel products is becoming fierce. To reduce the costs of stainless steel, enterprises have attempted to replace high-priced alloy elements with low-priced alloy elements. Thus, the project of substituting manganese for nickel has attracted considerable attention. In this study, effect of manganese addition in the range of 0. 93%-1. 26% on the resistance to pitting corrosion of duplex stainless steel in chloride medium was investigated. Chemical corrosion and potentiodynamic anodic polarization tests were conducted to assess the resistance to pitting corrosion. Categories and number of inclusions were analyzed using inclusion automatic analysis technology. Changes of inclusions before or after chemical and electrochemical corrosion were observed using in situ observation, scanning electron microscope and energy dispersive spectrometer analysis. Inductively coupled plasma test was conducted to analyze compositions of corrosion products. The results indicate that different inclusions have different effects on pitting corrosion. Types of (Mn, Si) oxides and complex inclusions of (Mn, Si, and Cr) oxysulfides are dissolved, which accelerates the corrosion process. However, the types of (Cr, Mn, and Al) oxides are stable in similar environment. The addition of manganese leads to the deterioration of the resistance of dplex stainless steel to pitting corrosion because manganese accelerates the formation of (Mn, Si) oxides that act as initial locations of pitting corrosion in chlorine ion corrosion environment. Dissolved inclusions help to expose fresh matrix to etchant solution, accelerating the corrosion ofthe matrix. Thus, the corrosion of the duplex stainless steel matrix is more serious than that of the inclusions.
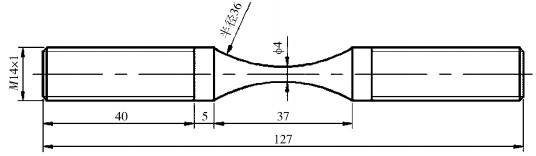
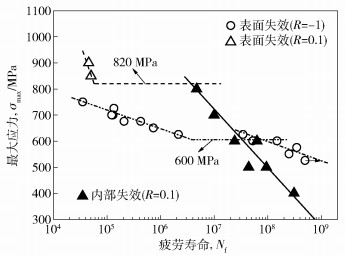
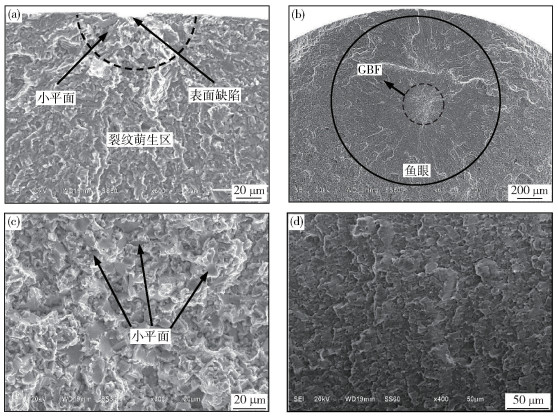
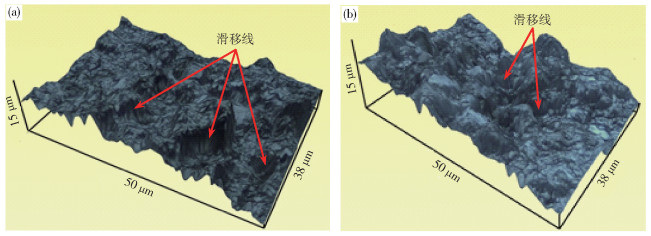
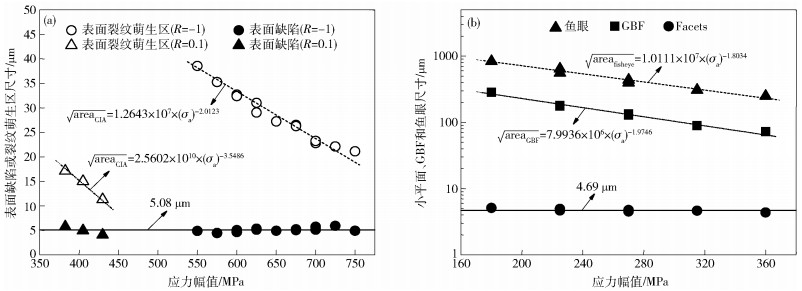
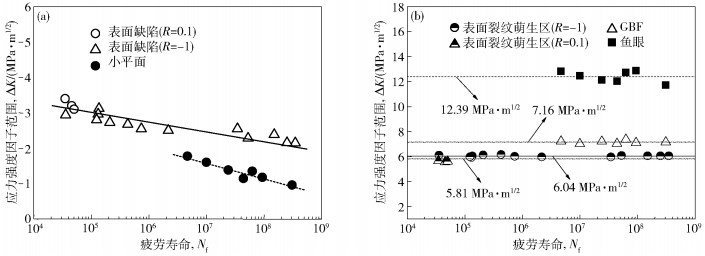
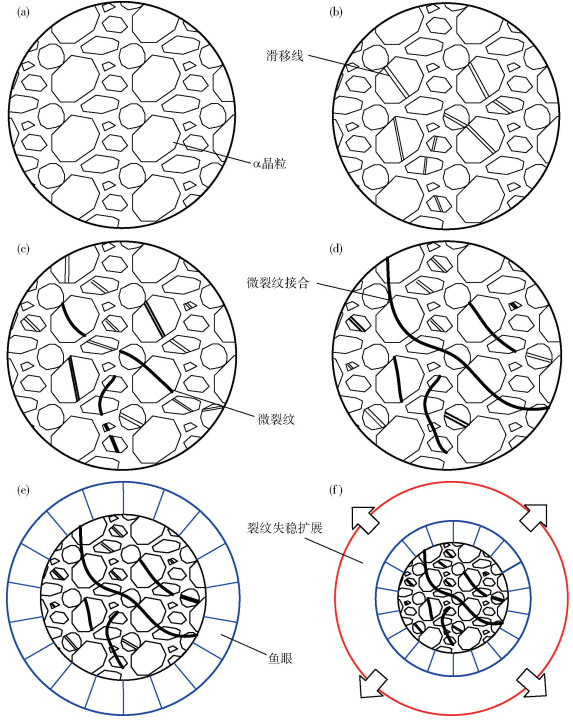
Abstract: As technology has developed along with the increasing mechanical demands placed upon it, the need for fatigue exceeding 107 cycles or even longer for machines and components is necessary, not only for safety and reliability, but also for minimizing the economic and human costs brought about by failure. Titanium alloys have been one of the most widely used and most important materials in the aerospace domain owing to their superior properties of high strength-weight ratio and good temperature resistance. Studies have shown that S-N curves of TC4 alloy exhibit a linearly decreasing tendency and no fatigue limit around 107 cycles under very highcycle fatigue. Thus, fatigue strength design according to the traditional standard is adventurous to some extent. In this study, an electromagnetic resonant fatigue testing machine at a frequency of 100 Hz was employed to carry out fatigue tests and investigate the influence of two stress ratios (R = 0. 1 and-1) on TC4 titanium alloy under a very high-cycle fatigue regime. The results show that S-N curves under each of the two stress ratios present the so called"duplex characteristic"while their respective failure mechanisms are different. The fracture of specimens under R = 0. 1 corresponds to two modes, i. e., surface failure induced by machining defects, and interior fisheye failure, accompanied by the appearance of facets. The horizontal part of the S-N curve at stress ratio of 0. 1 represents the transition stress between the surface failure and the interior failure, beyond which the surface failure can take place, while surface failure without facets only occurs under R =-1. Based on fracture mechanics, the threshold value of small crack growth is lower under a positive stress ratio and in a vacuum, which is more conducive to crack propagation and formation of facets. From these results, the interior fatigue failure process and mechanism of TC4 titanium can be explained as follows: (1) the appearance of slip lines or bands inpartial α grain; (2) initiation and coalescence of micro-crack; (3) formation of granular bright facets (GBF); (4) formation of fisheye; (5) unstable crack propagation outside the fisheye; (6) instantaneous fracture.
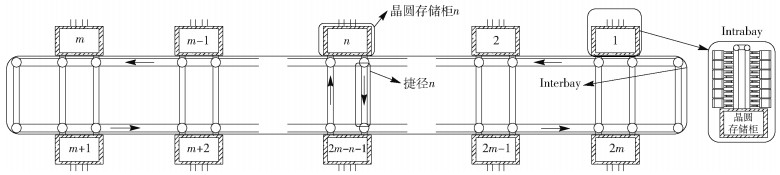
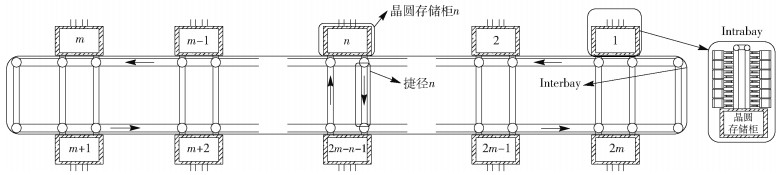
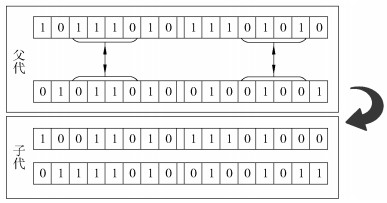
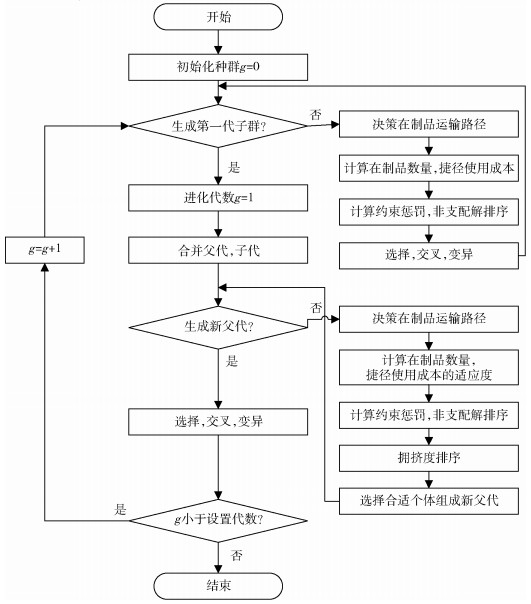
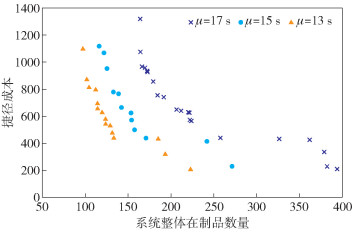
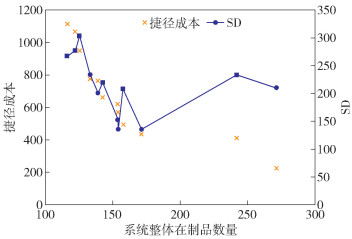
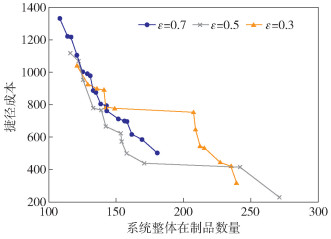
Abstract: The semiconductor wafer fabrication system is one of the most complex discrete manufacturing systems owing to its great number of production steps, heavy re-entry production flow, various kinds of products, etc. The automatic material handling system plays a key role in improving the production efficiency, reducing the work in process (WIP), and shortening the production cycle time of the semiconductor factory. To rapidly and effectively evaluate the impact of crossover systems on the overall performance of transport systems in wafer production, a performance analysis model was built by mathematical analysis and a decision-making method of crossovers was established. In the modeling procedure, the retrial transportation rule was first introduced. Then, considering the change in retrial rate affected by the crossovers strategy and referencing the related retrial queuing model, the mathematical expression of the expected WIP was constructed. Simultaneously, according to the cost of each crossover, the mathematical expression of the cost of crossovers was built. The optimization analysis model was obtained with the objective of minimizing the number of crossovers and WIP. Furthermore, the constraint conditions based on the length of the conveyor belt were introduced, so that the number of WIP products on each conveyor belt and crossover would not exceed the capacity limit of the conveyor belt. Finally, the NSGA-Ⅱ algorithm was used to solve the multi-objective optimization problem. The relation between the number of WIP and cost of crossovers under different logistics loads was investigated, and Pareto frontier charts were drawn up for comparative analysis. The influence of parameter settings on the objective function of the system was studied, and the solution set was classified by clustering the analysis algorithm. Based on the aboveanalysis results, the best strategy of system crossovers was summarized. By comparing the proposed system with the existing system and transportation strategy, the effectiveness of the strategy in reducing cost and WIP was confirmed.
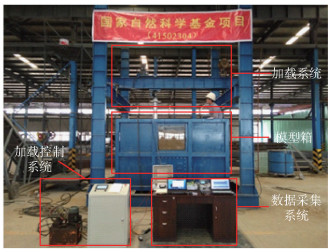
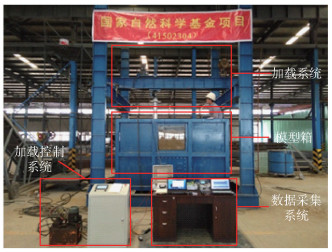
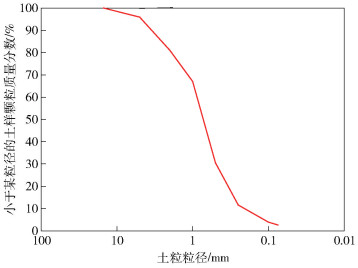
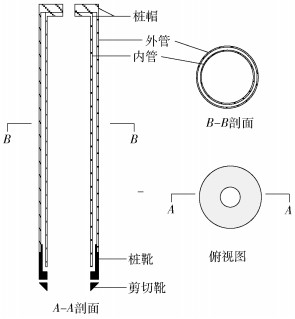
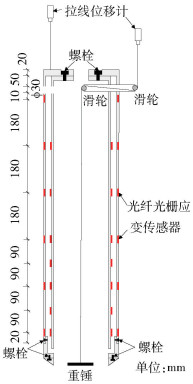
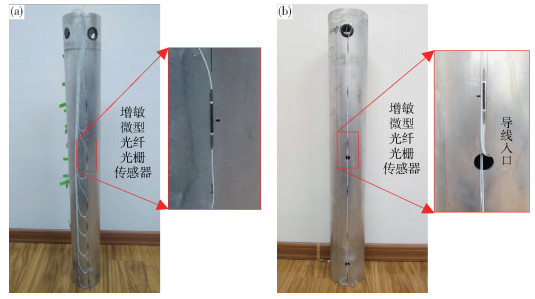
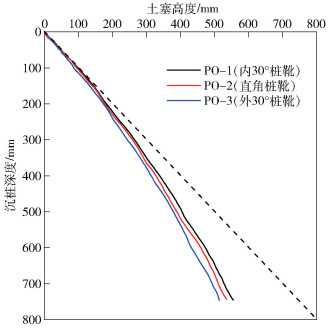
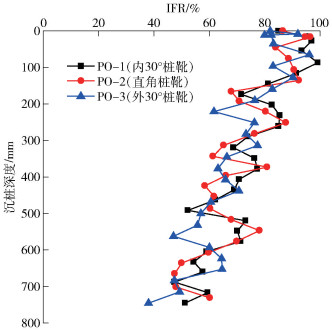
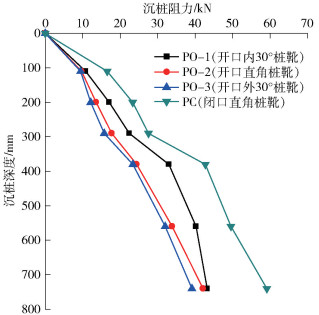
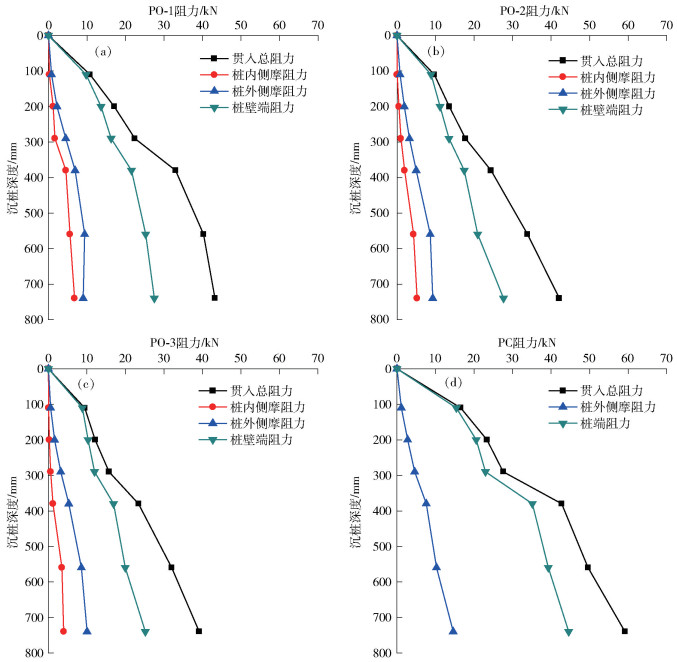
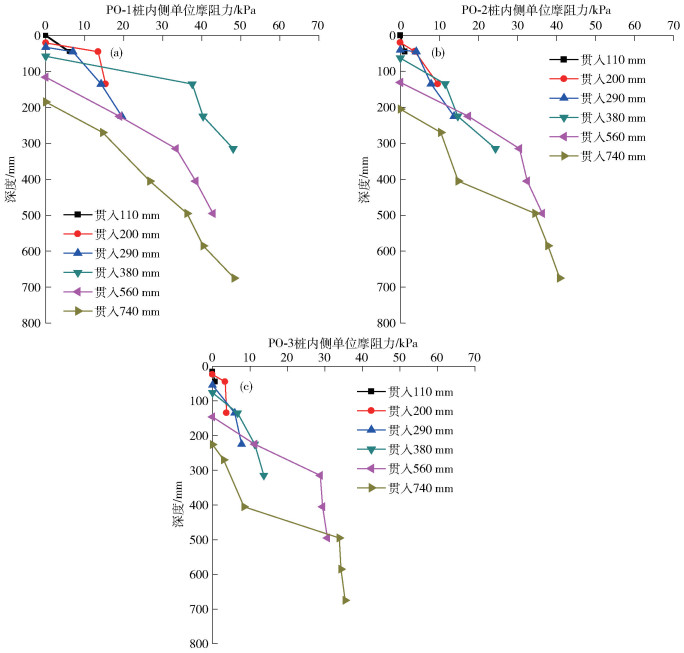
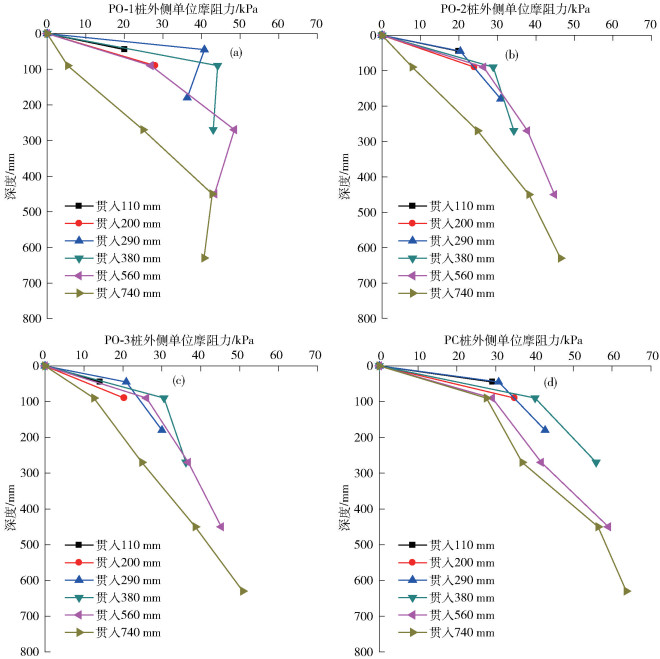
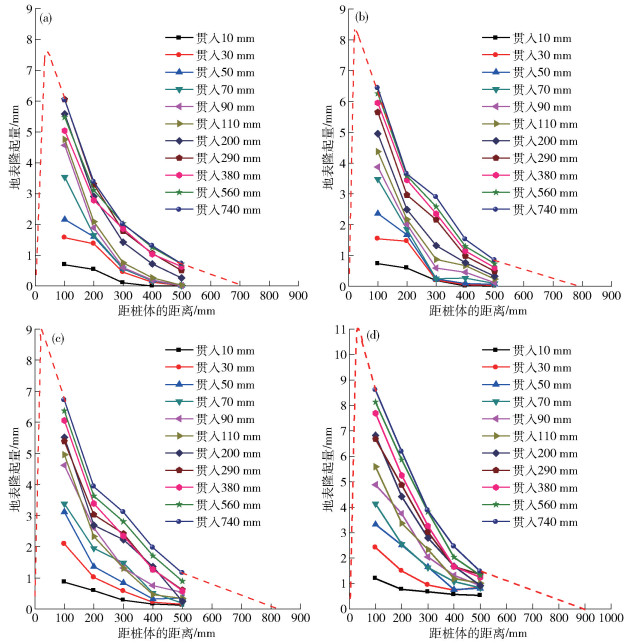
Abstract: The open pipe pile is widely used because of its high bearing capacity, reliable quality, and convenient construction.The formation of the soil plug makes the total resistance of the open pipe pile different from that of the closed pipe pile. The bearing capacity of the open pipe pile includes three parts: the external friction of the pile, the pile end resistance, and the pile inside the friction. According to the stress characteristics of open pipe piles during installation, a self-developed large-scale laboratory test apparatus was used to test the penetration of open pipe piles under different forms of pile boots, and based on the results, the open pipe pile was compared with closed pipe pile. The results show that the open pipe pile tends to be occluded with the increase of pile depth. The resistance of pile increases linearly with the pile sinking process, while the frictional resistance inside and outside the pile has "lateral degeneration effect. "The influence range of surface displacement decreases with the increase of radial distance. The uplift rate gradually reduced with the increasing depth of pile sinking. The influence range of soil around pile is about 5 to 7 times of pile diameter. The pile shoe affects the height of the soil plug, pile resistance distribution, internal and external frictional resistance, and the effect ofpushing against soil. The pile of 30° inside pile boots has the largest height of soil plug formation, as well as the maximum friction resistance and the maximum proportion of total pile resistance. The amount of surface soil uplift around the pile is the smallest. The outer 30° pile boot is opposite to the inner 30° pile boot, while the right-angle pile boot is centered. The resistance, lateral friction, and soil compaction of closed-end pipe pile are greater than those of the open pipe pile.
Monthly, started in 1955 Supervising institution:Ministry of Education Sponsoring Institution:University of Science and Technology Beijing Editorial office:Editorial Department of Chinese Journal of Engineering Publisher:Science Press Chairperson:Ren-shu Yang Editor-in-Chief:Ai-xiang Wu ISSN 2095-9389CN 2095-9389