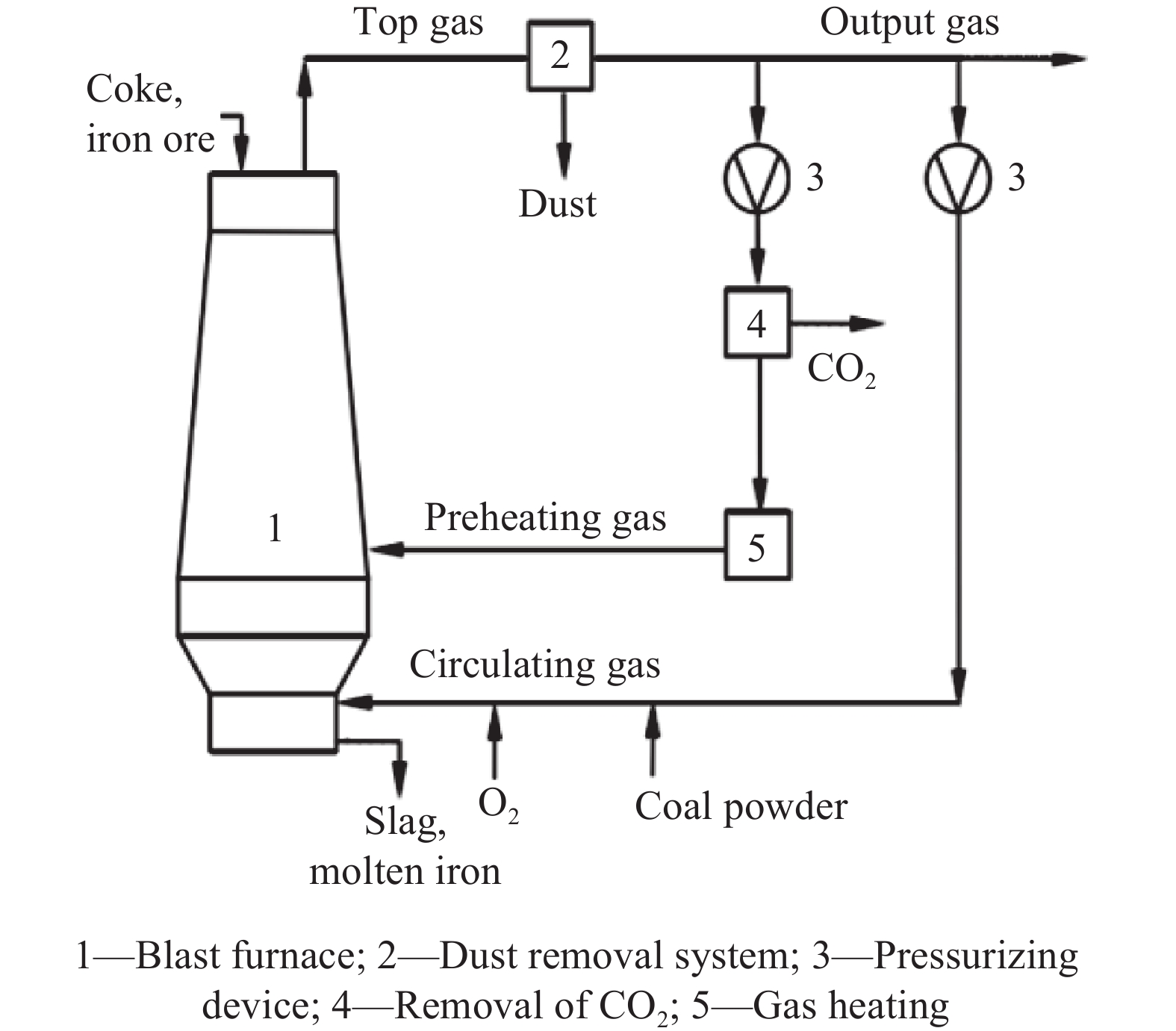
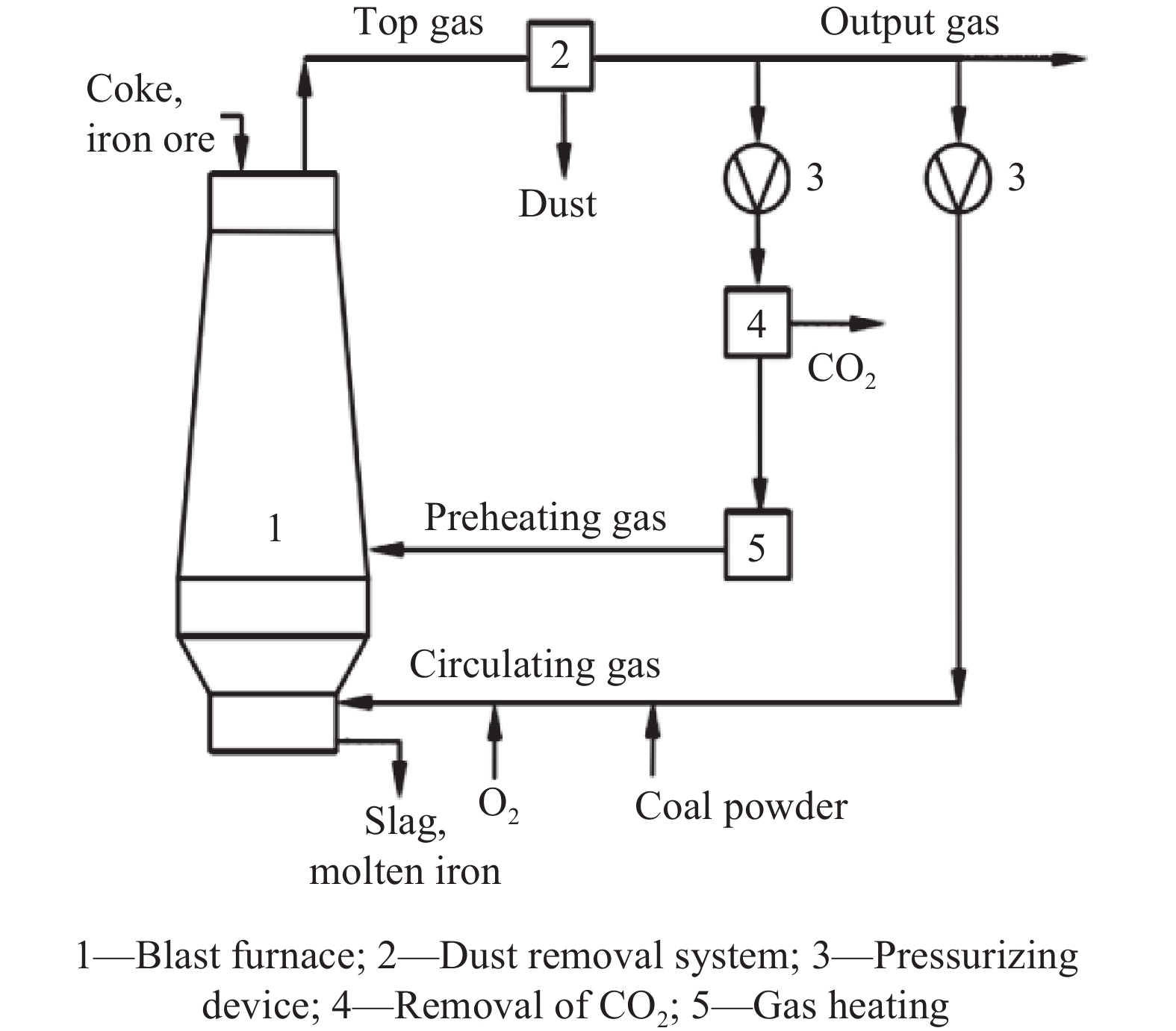
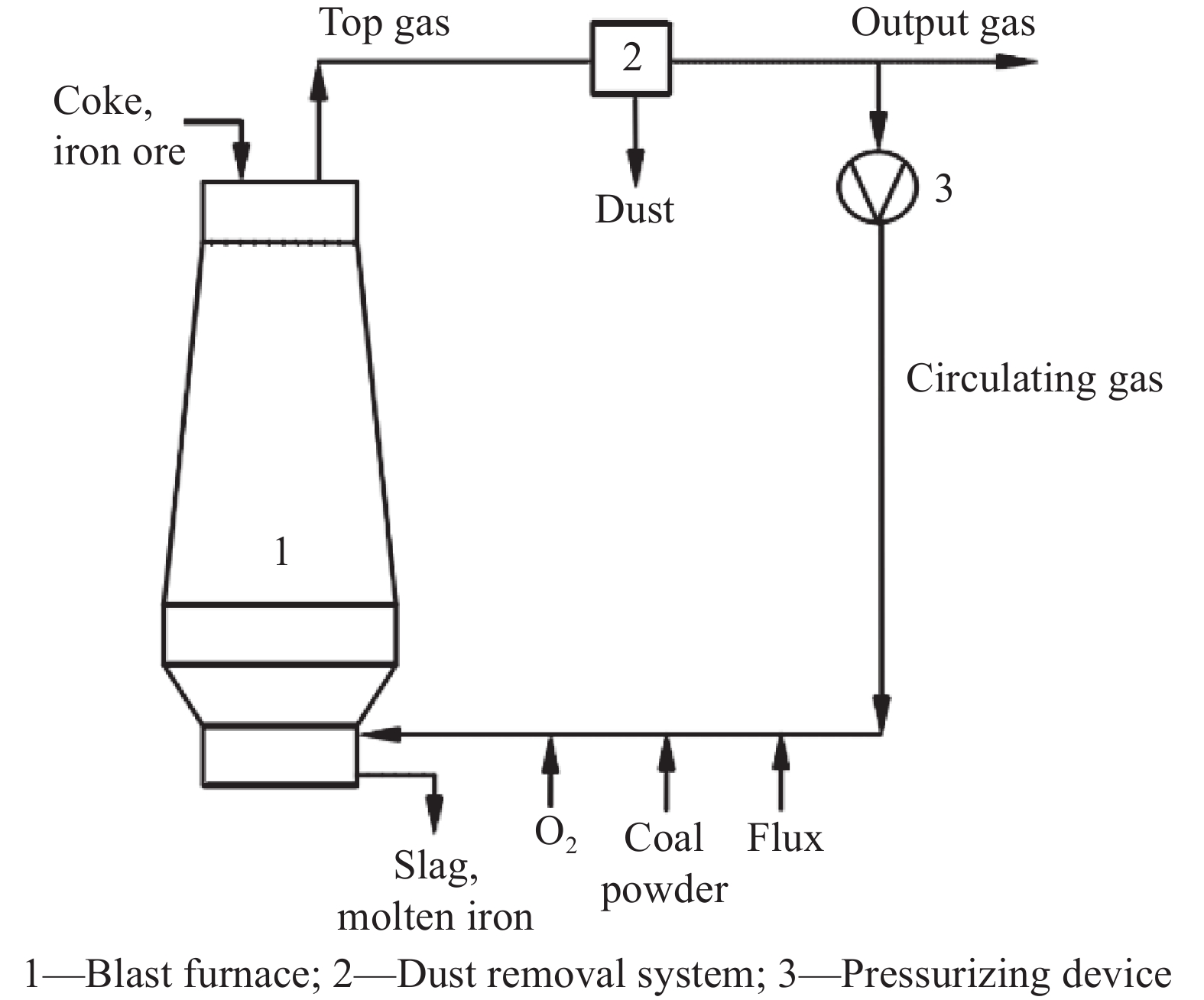
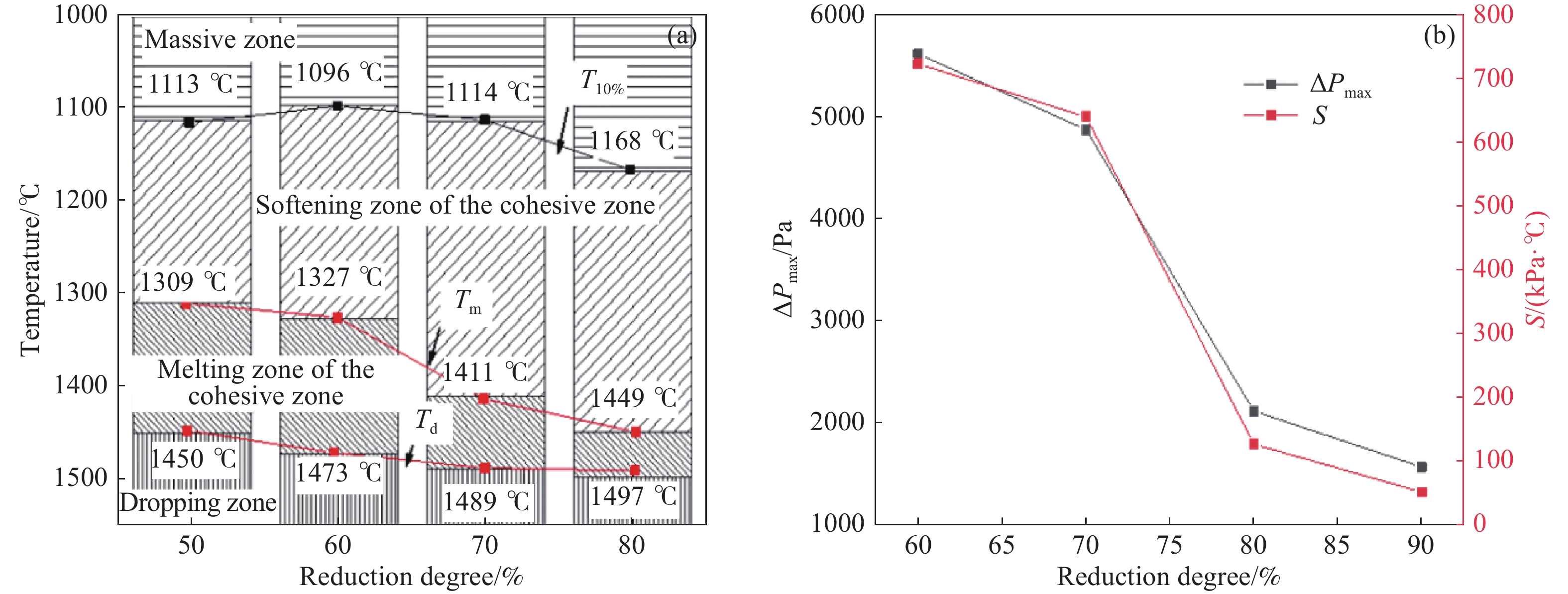
Abstract: An oxygen blast furnace (OBF) has the advantages of high productivity, high coal injection, low fuel ratio, high gas calorific value, and low carbon emissions; the OBF process is one of the most likely low-carbon ironmaking processes to achieve large-scale application. This paper first introduced the development history of an OBF. The early research work mainly focused on solving the problem of “upper cooling and lower overheating” caused by oxygen instead of air blasting and summarized the OBF process and its main characteristics proposed by researchers in various countries. Then, the progress made by the researchers of the University of Science and Technology Beijing in the research and development of the OBF process was systematically summarized. The studies include the process design of an OBF, the reduction and soft melting of iron-bearing furnace charge, pulverized coal combustion under the conditions of oxygen blast and circulating gas injection, the physical and chemical behavior of recirculating gas during the heating process, as well as the numerical simulation of the raceway and the whole furnace, which gives a theoretical foundation for the engineering implementation of the OBF. Finally, the carbon flow and carbon saving potential of the OBF were analyzed. It is proposed that a hydrogen rich carbon circulating oxygen blast furnace will be an important development in the direction of low-carbon ironmaking.
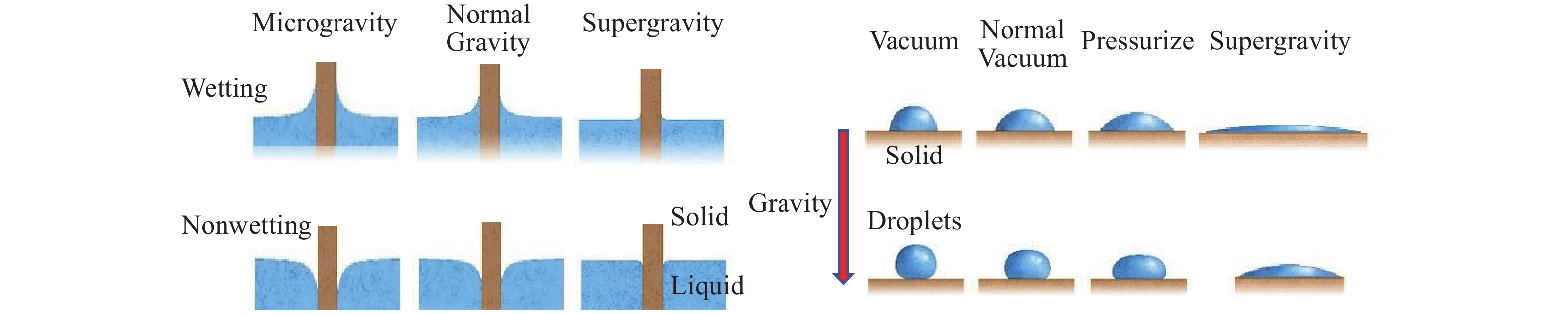
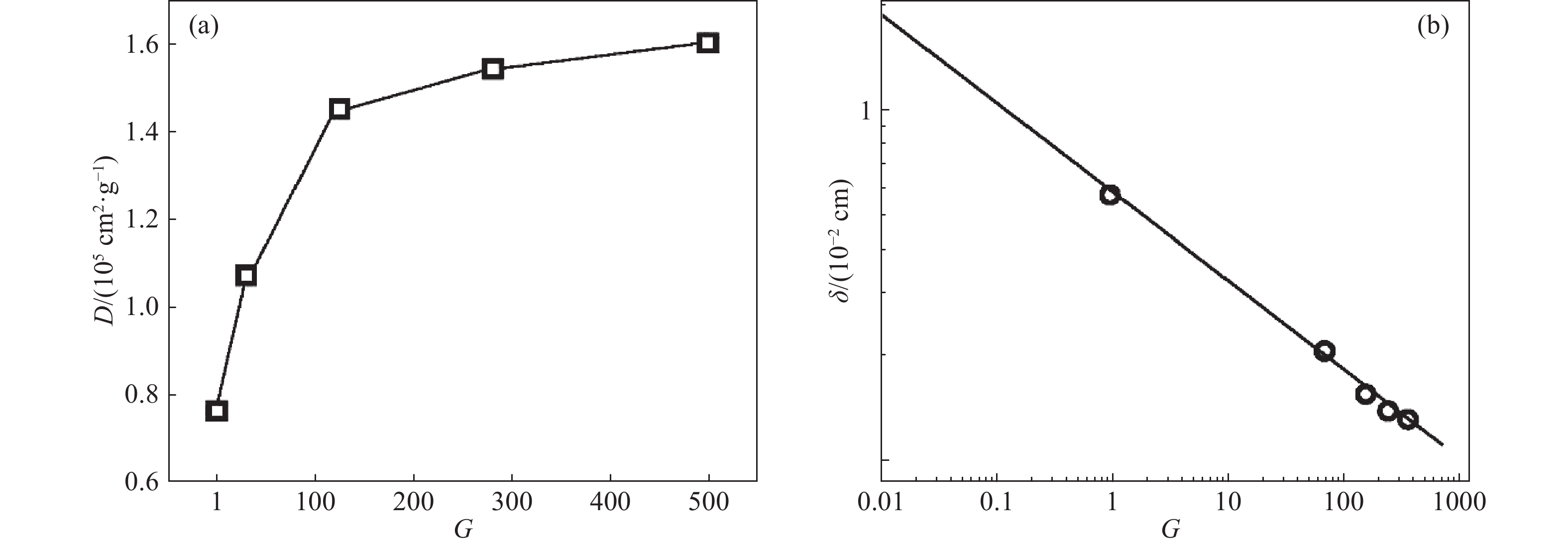
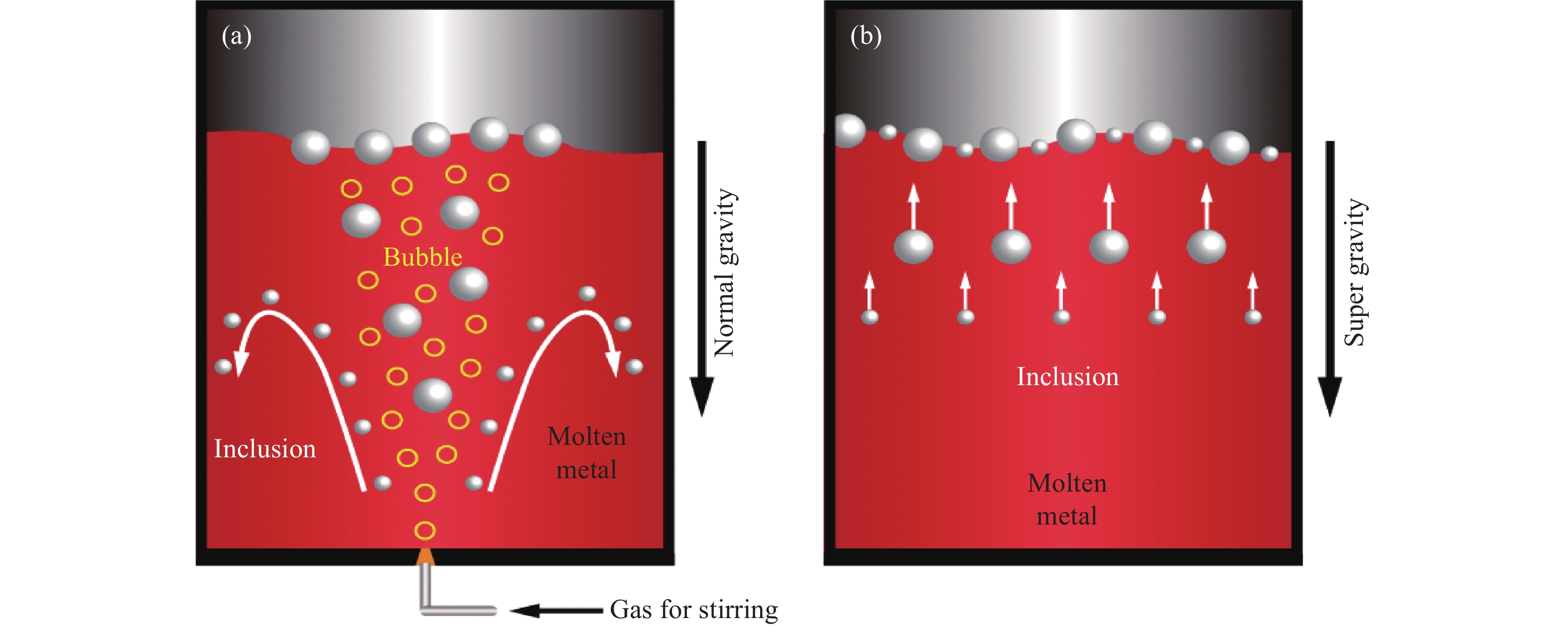
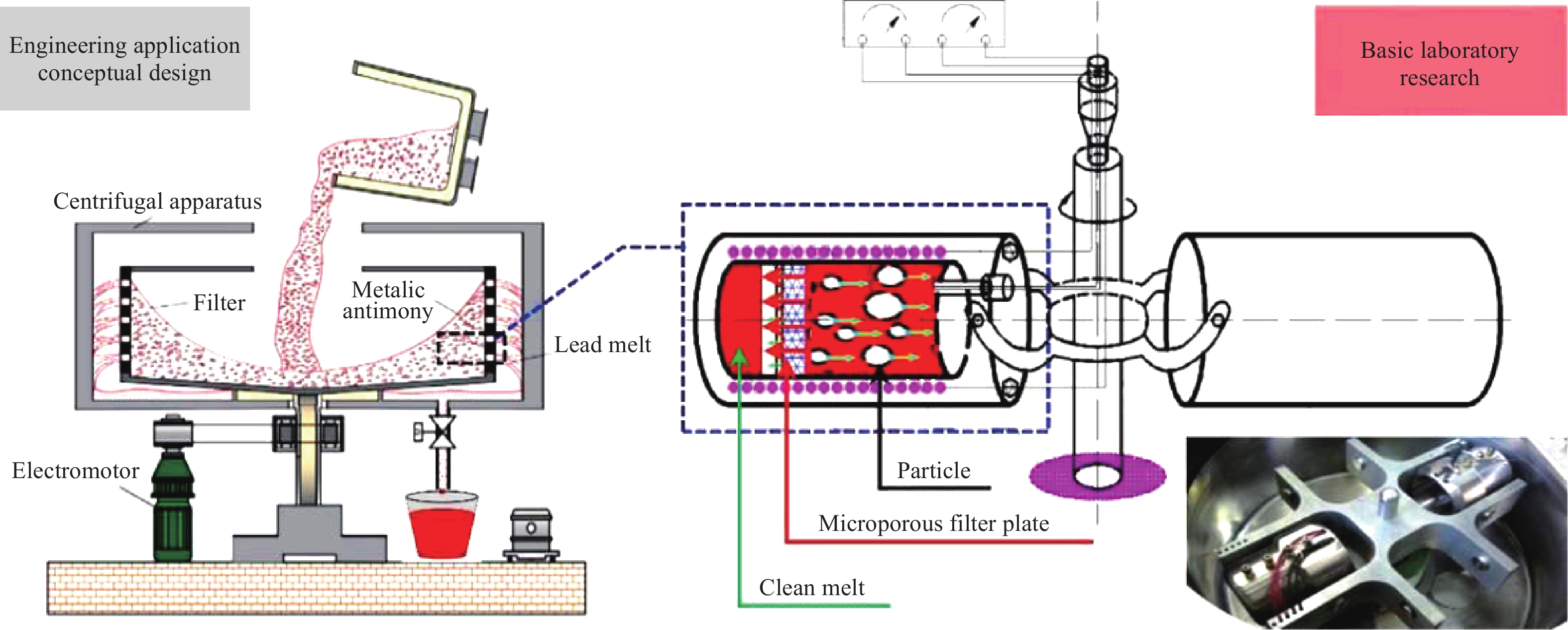
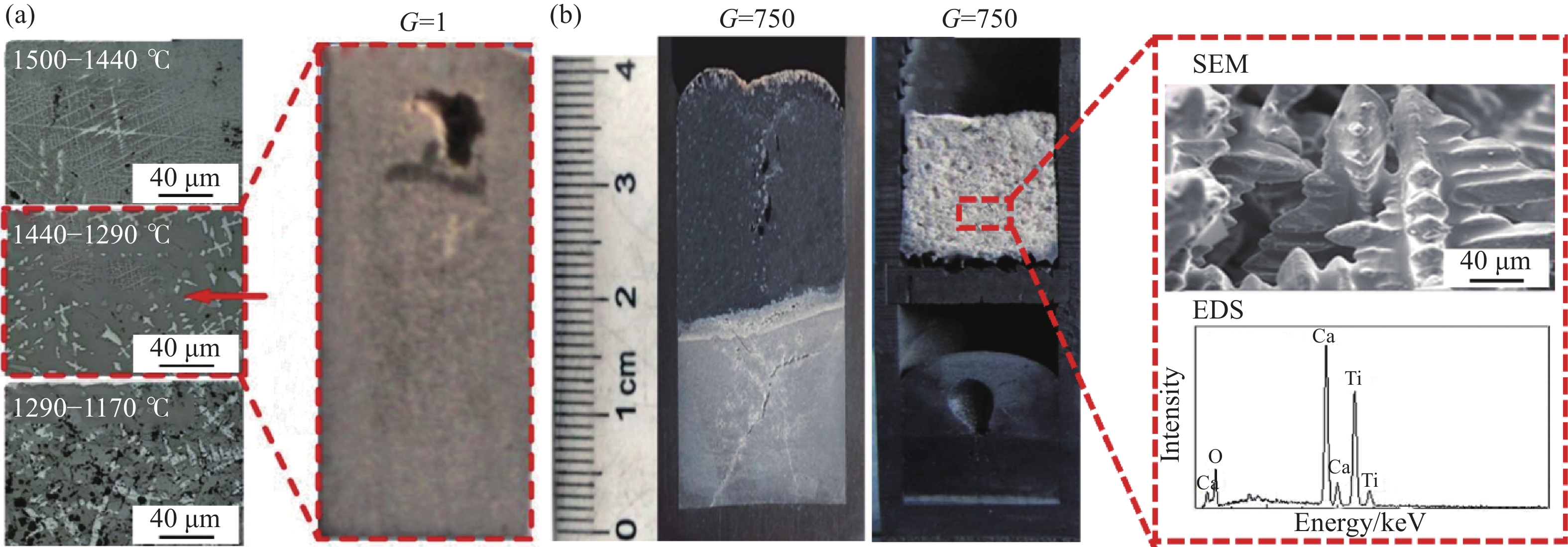
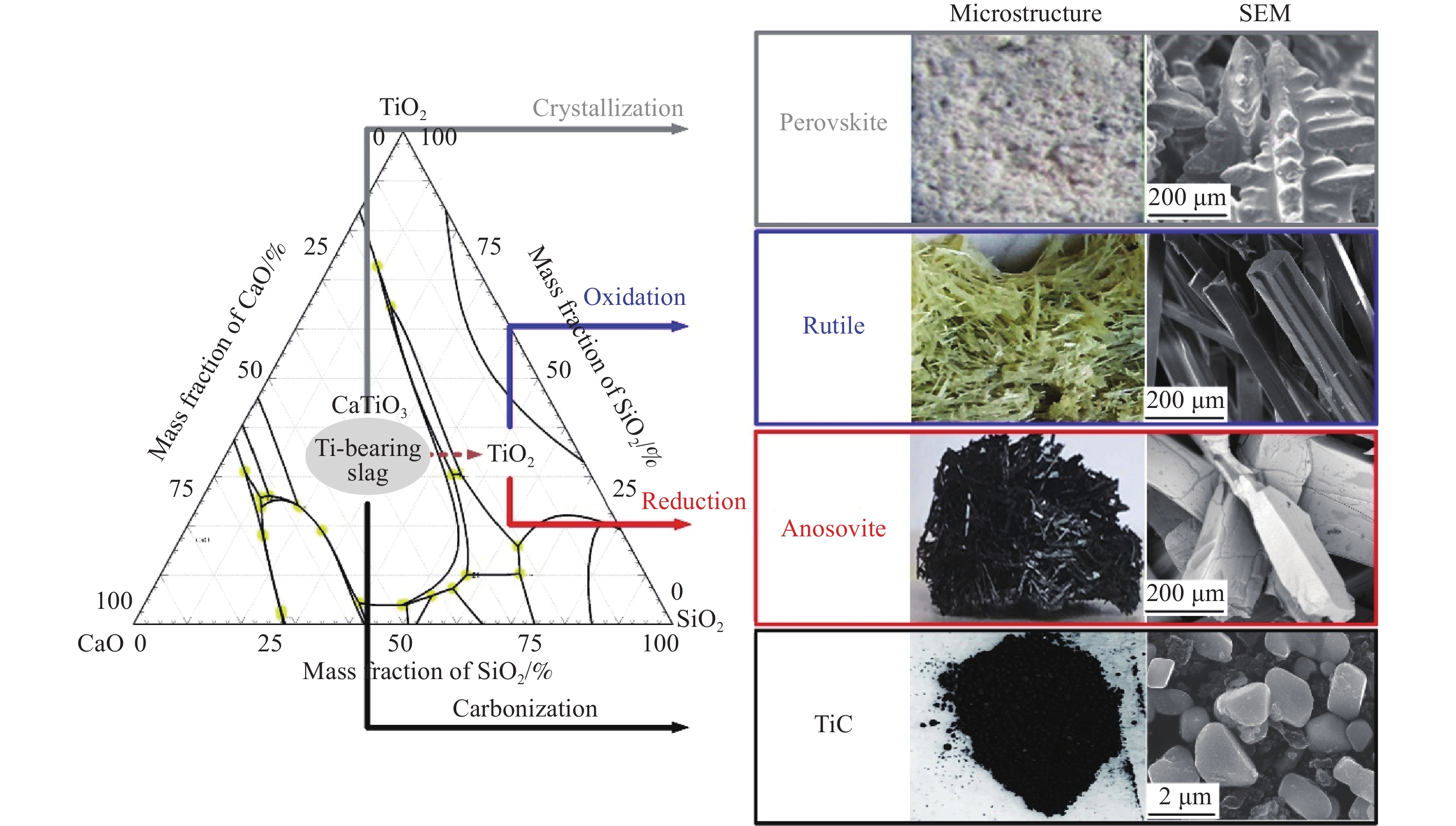
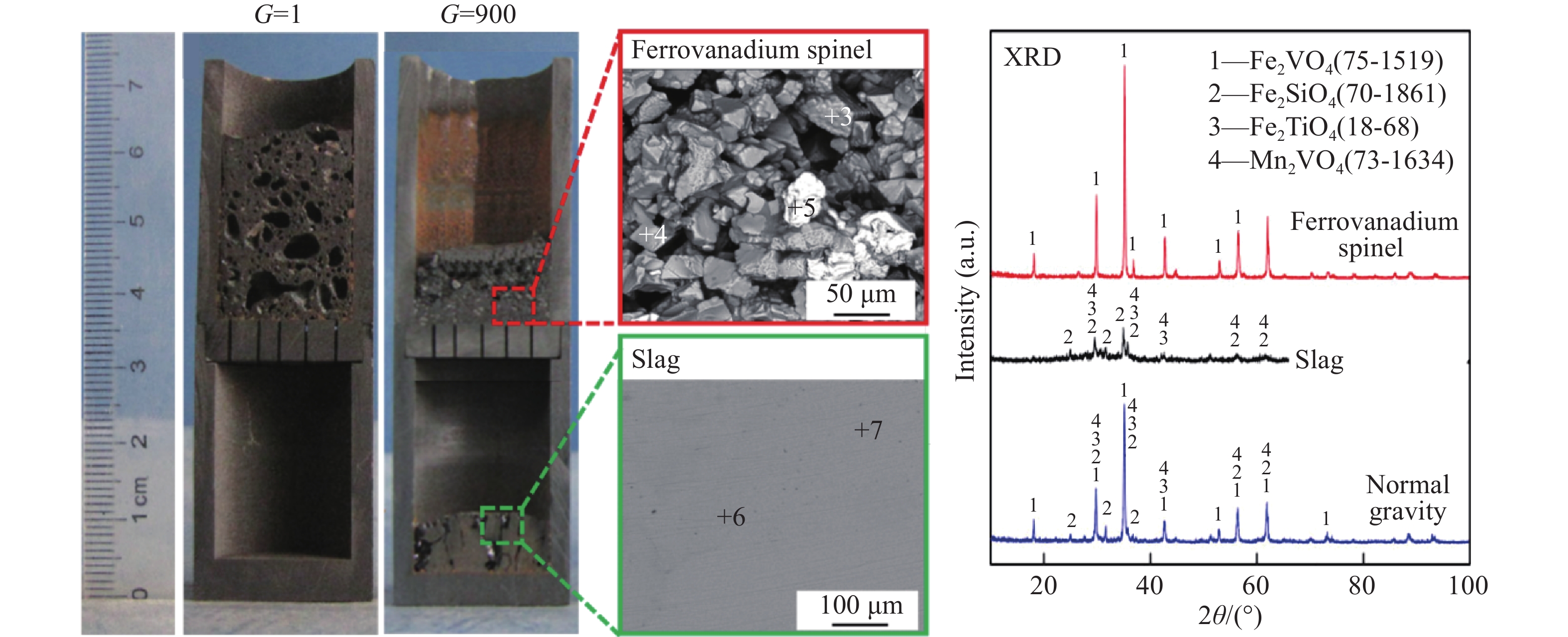
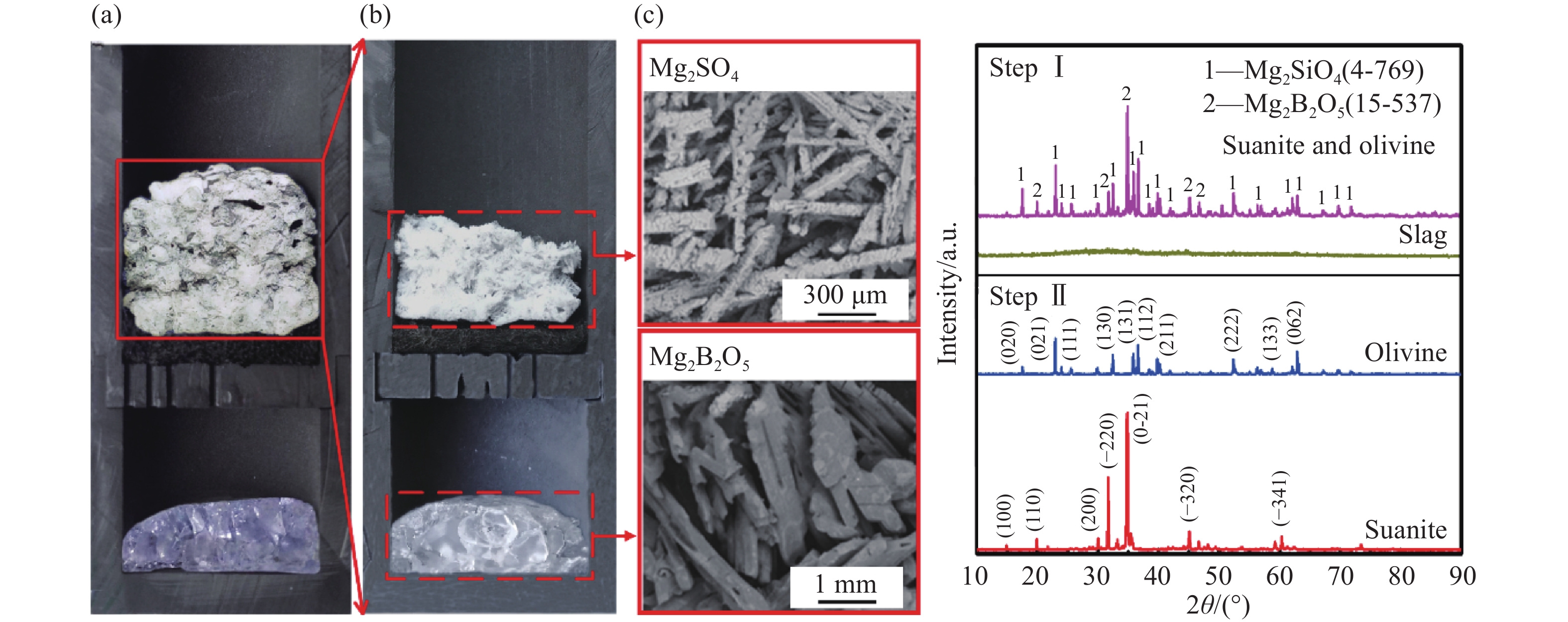
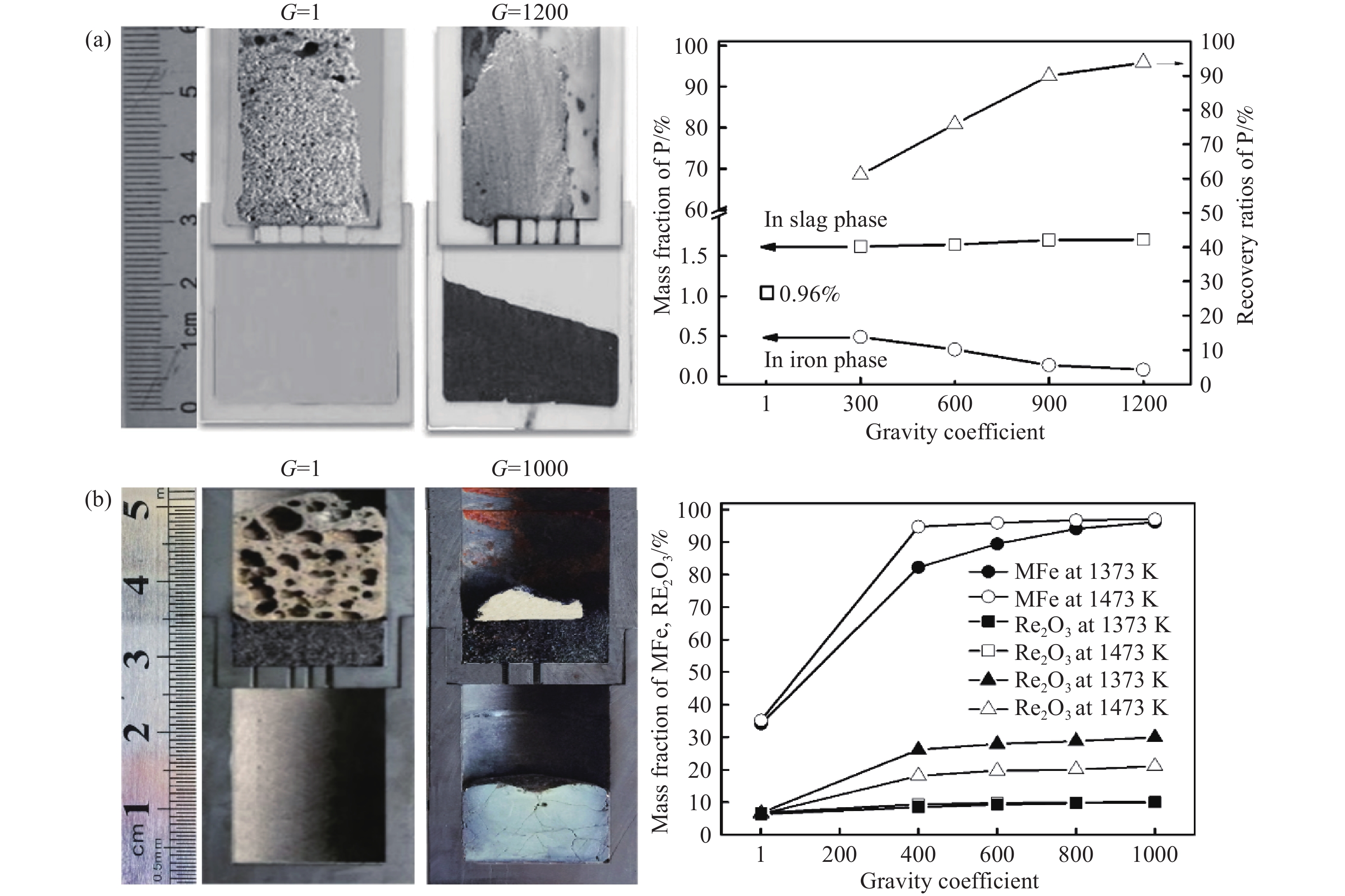
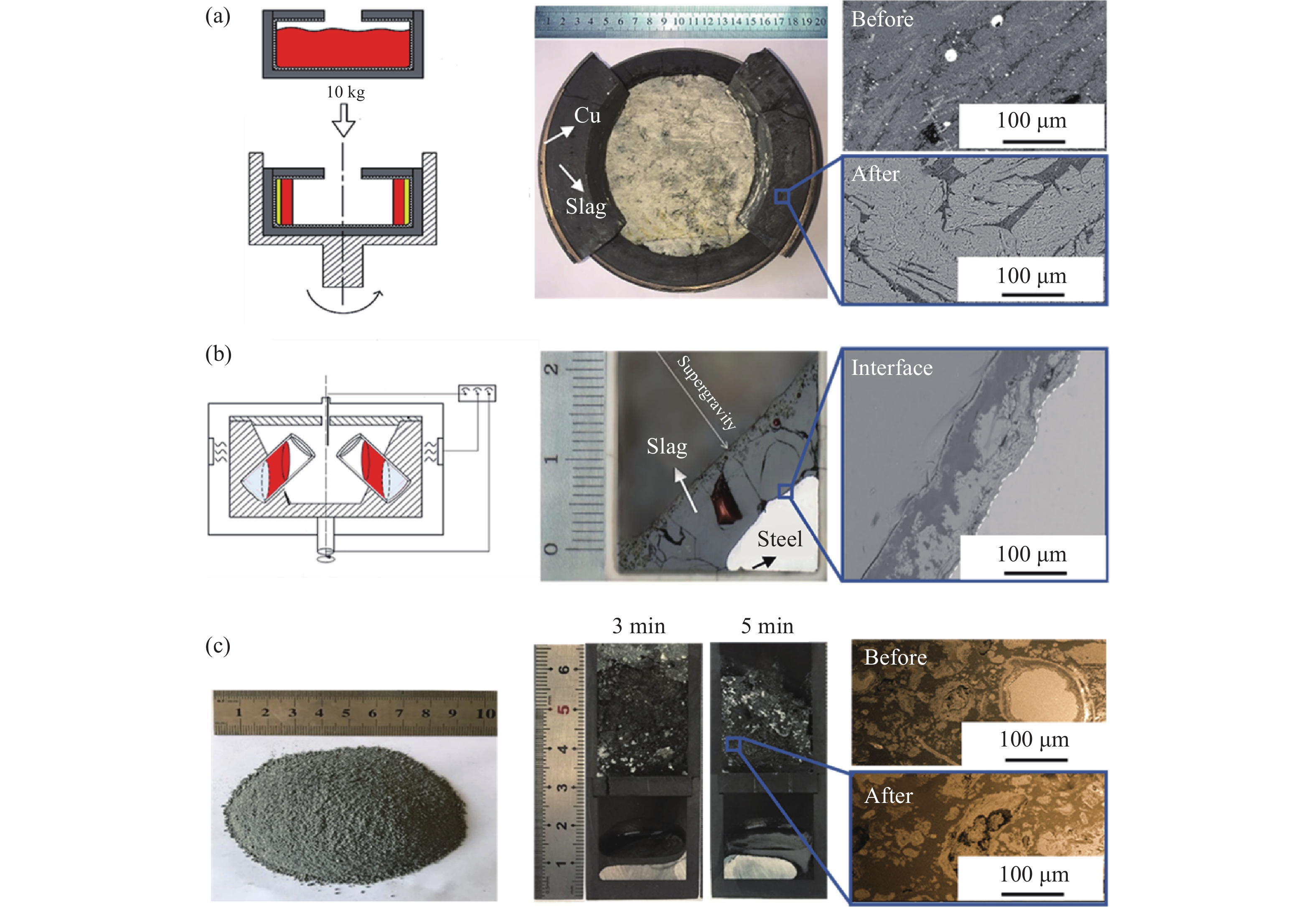
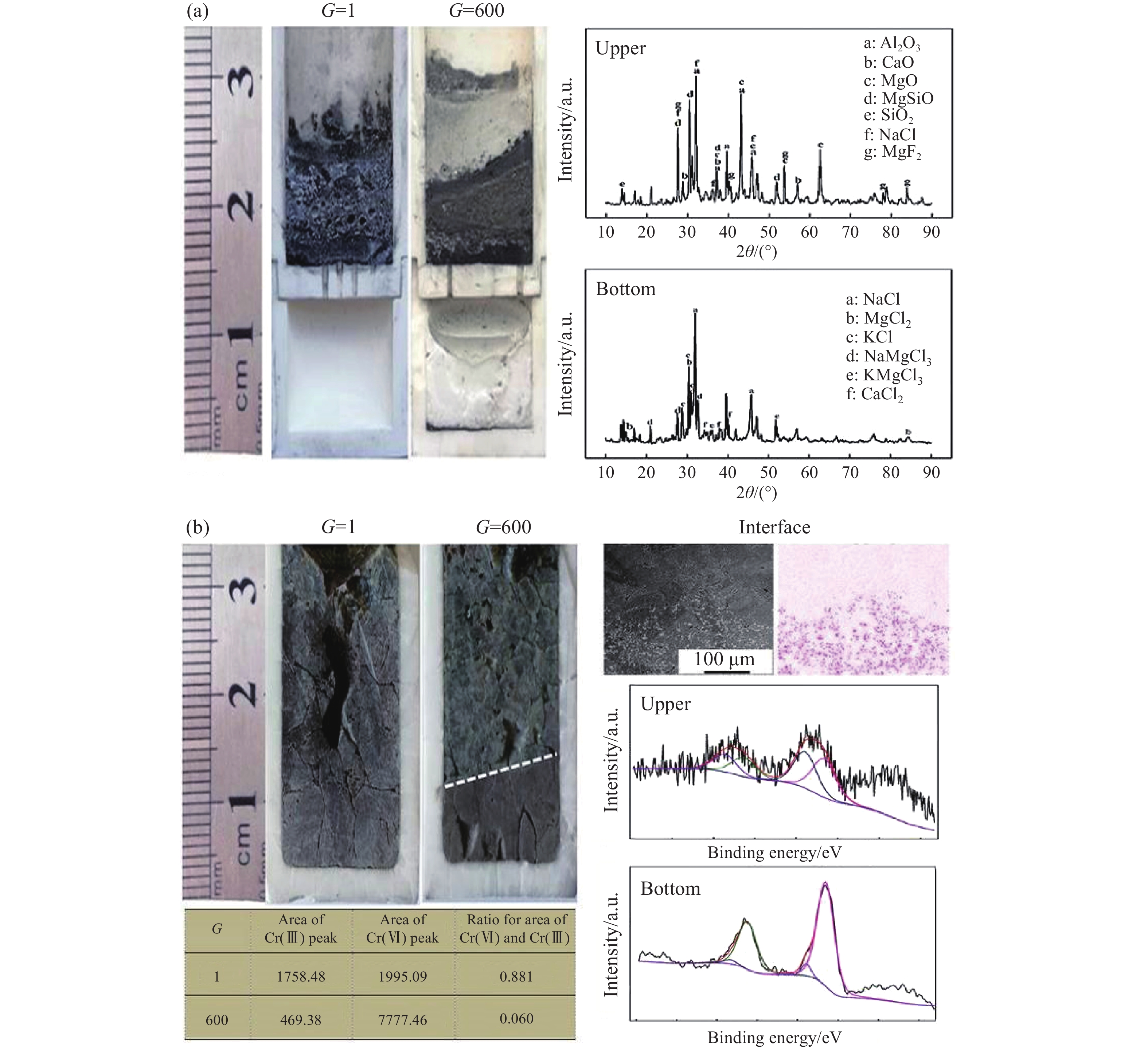
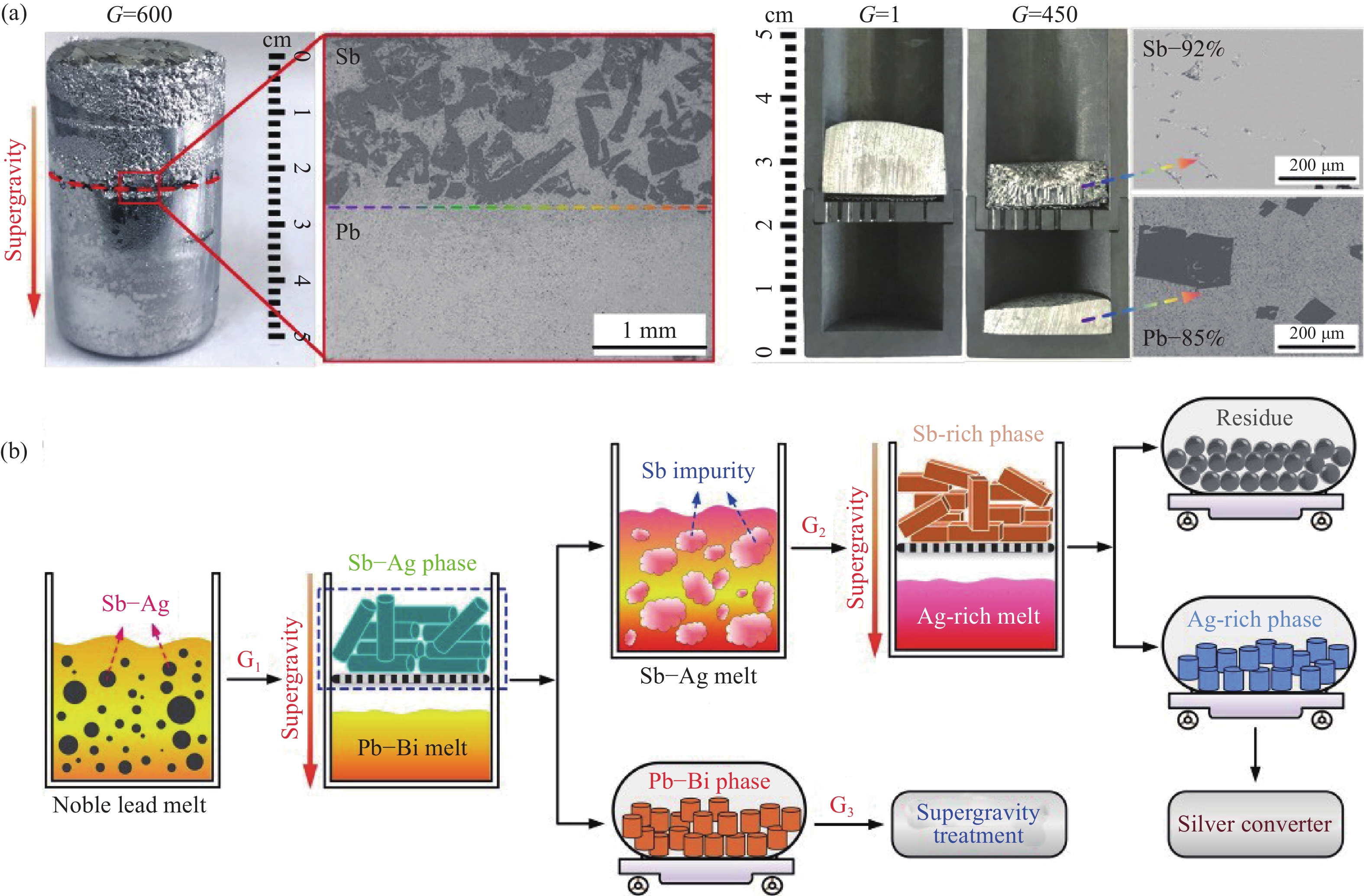
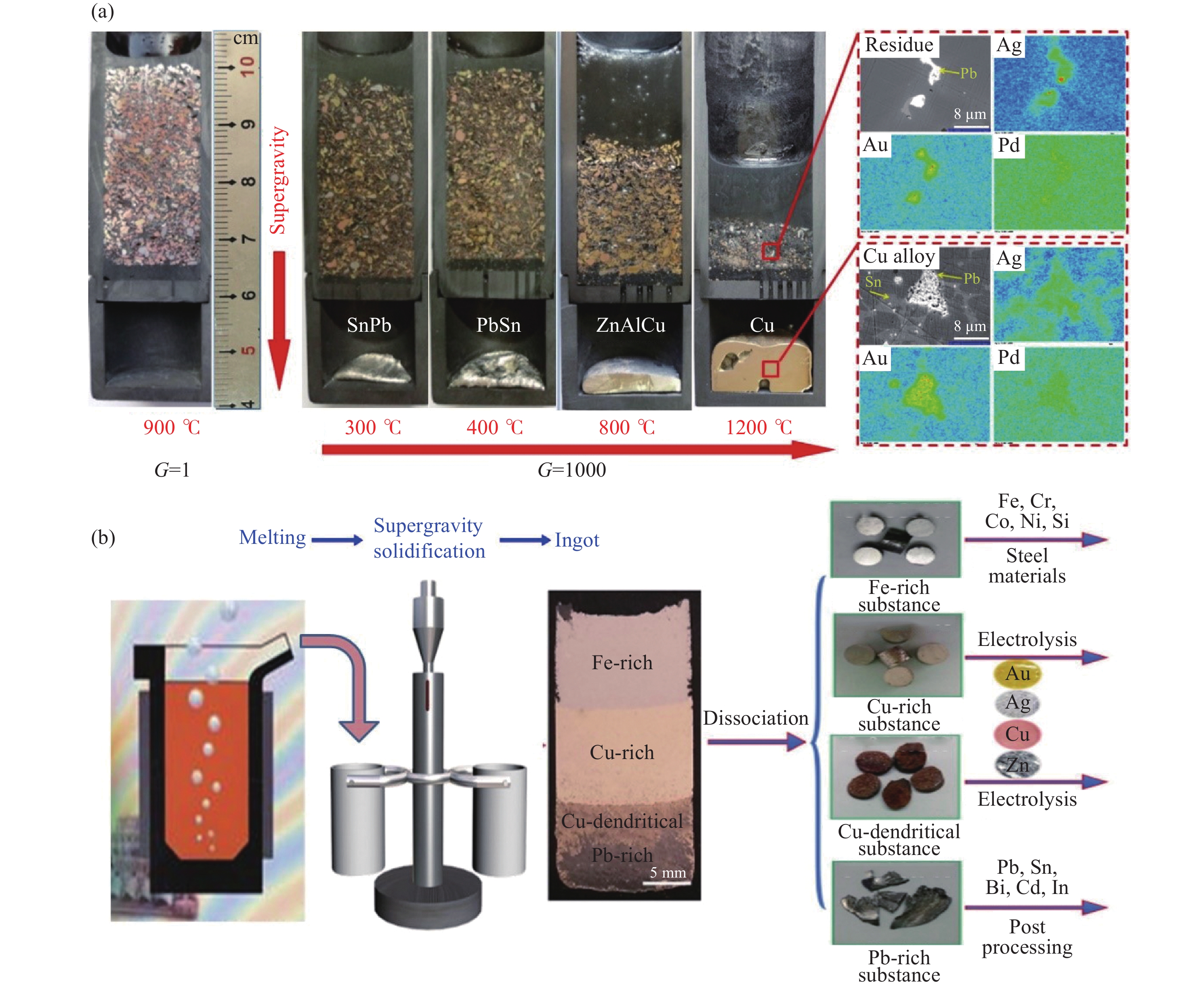
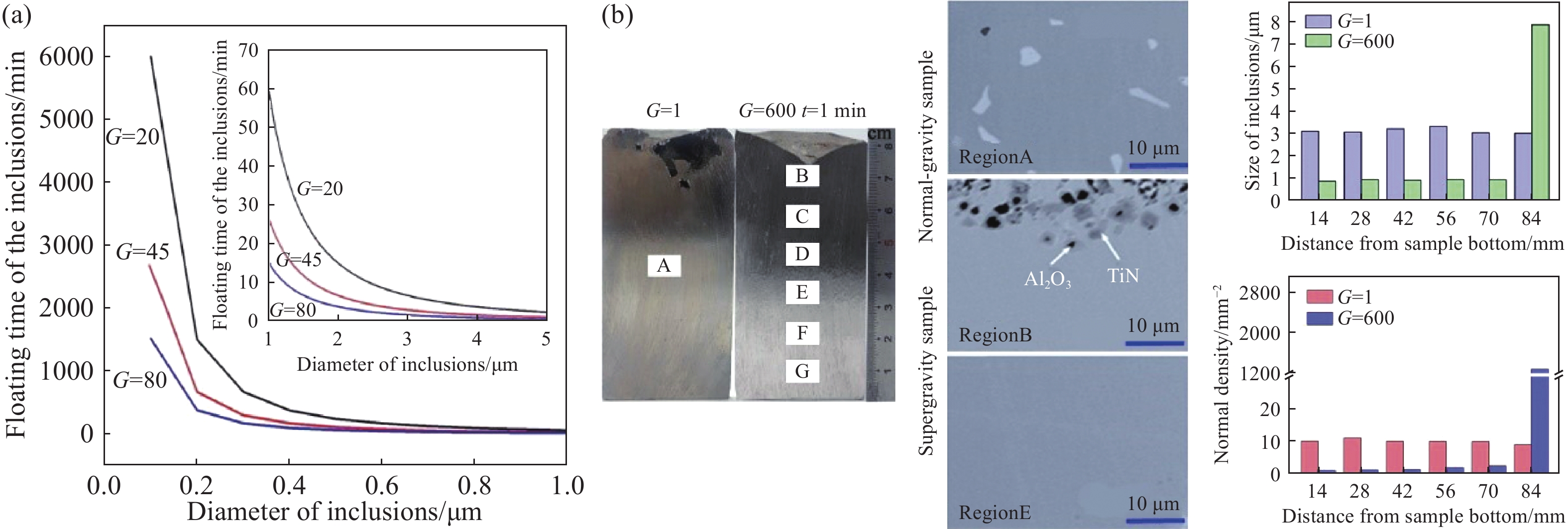
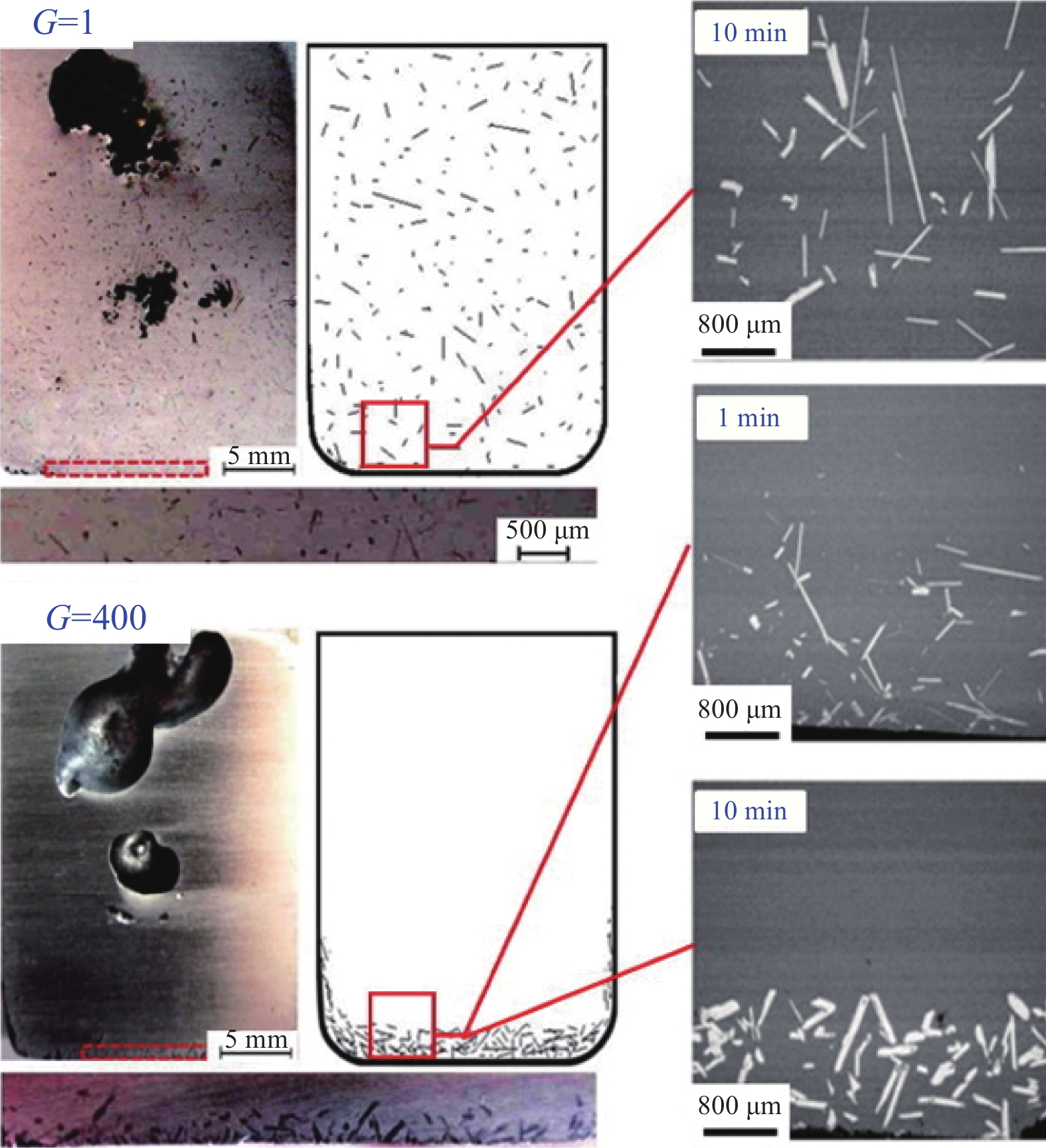
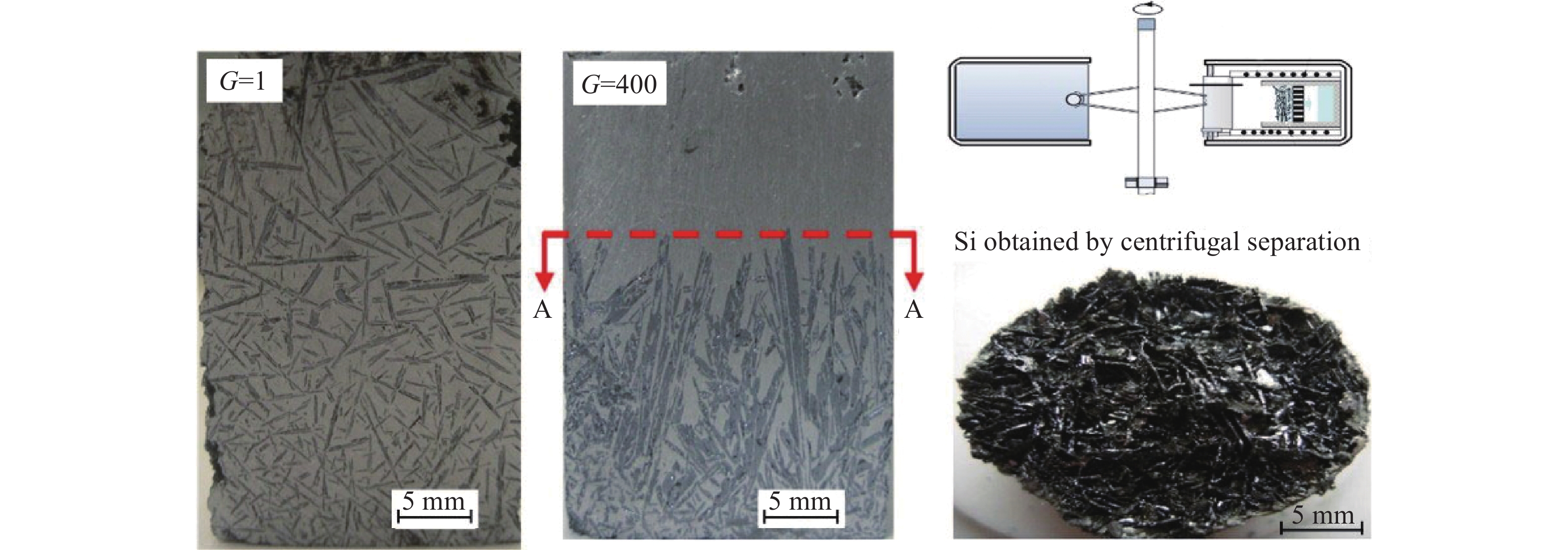
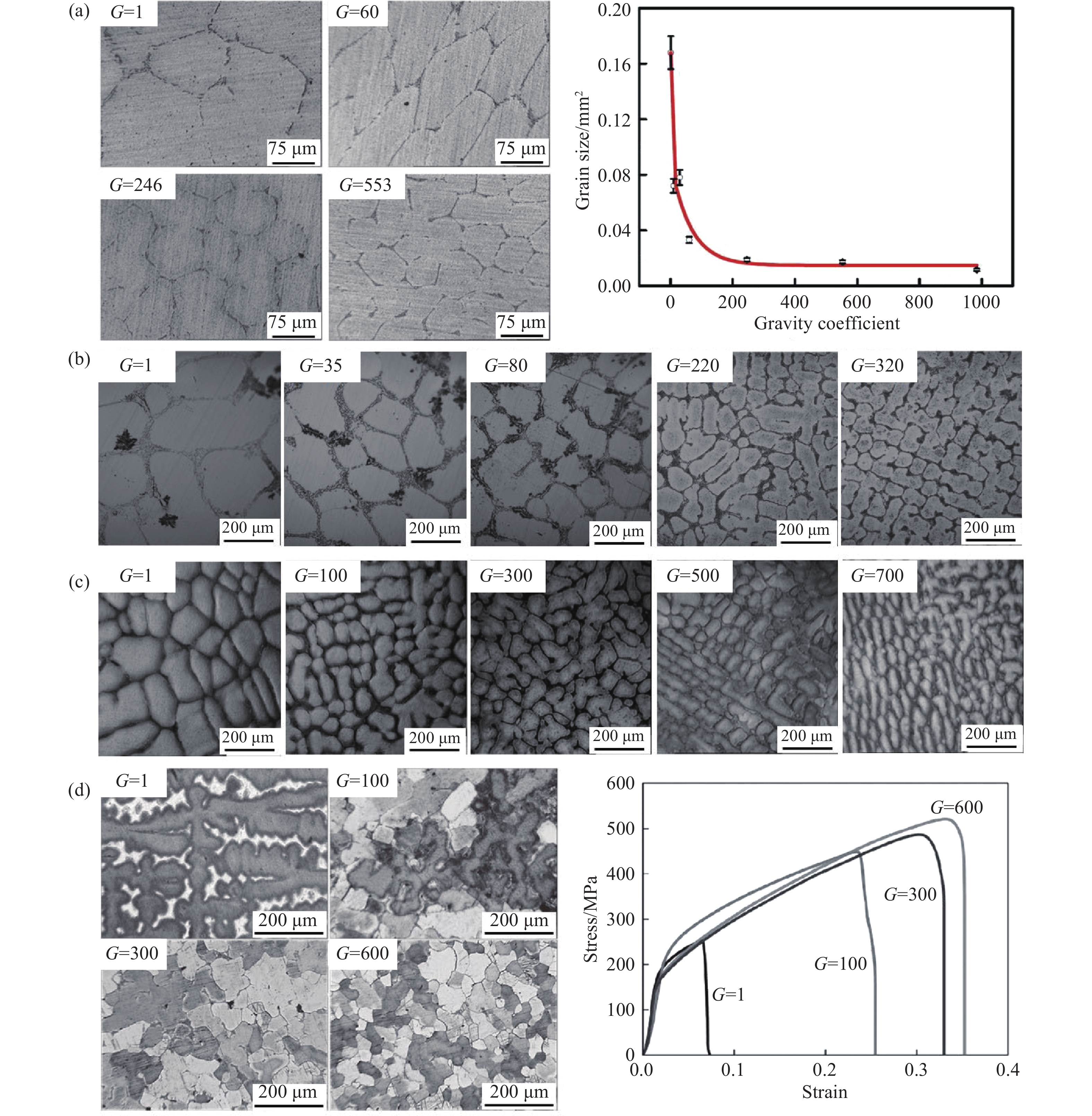
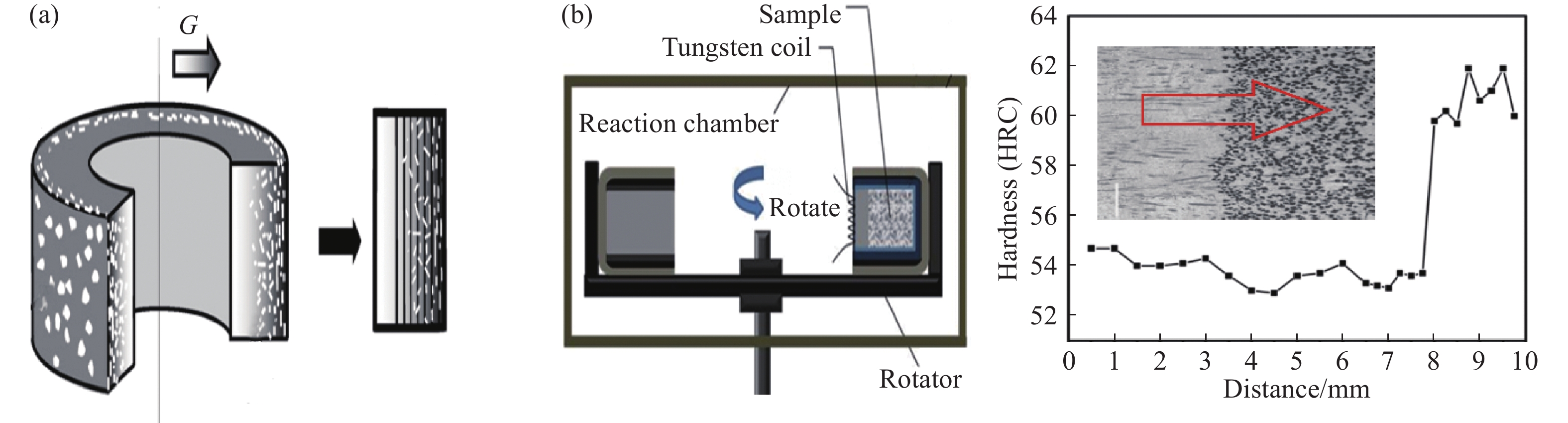
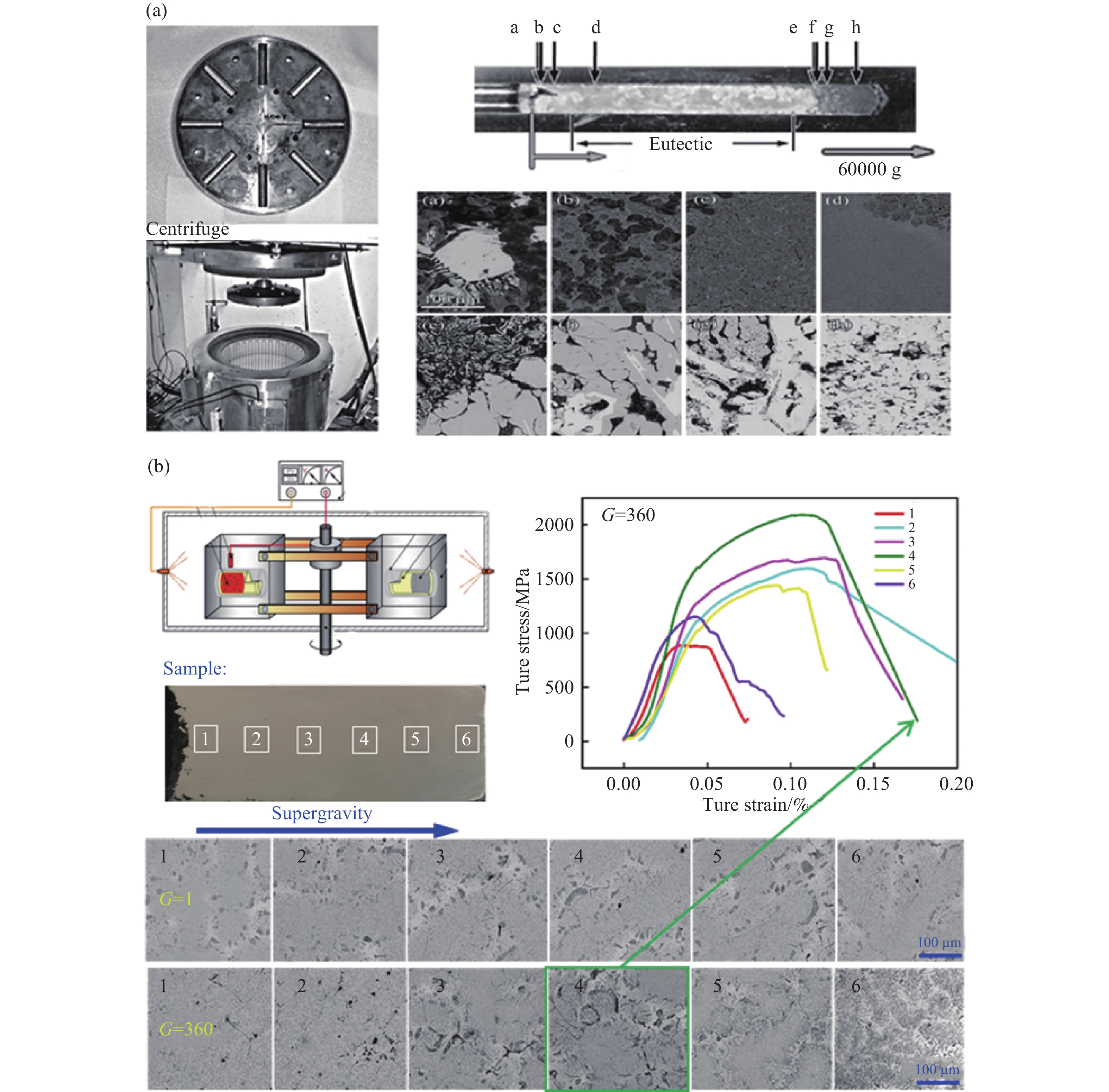
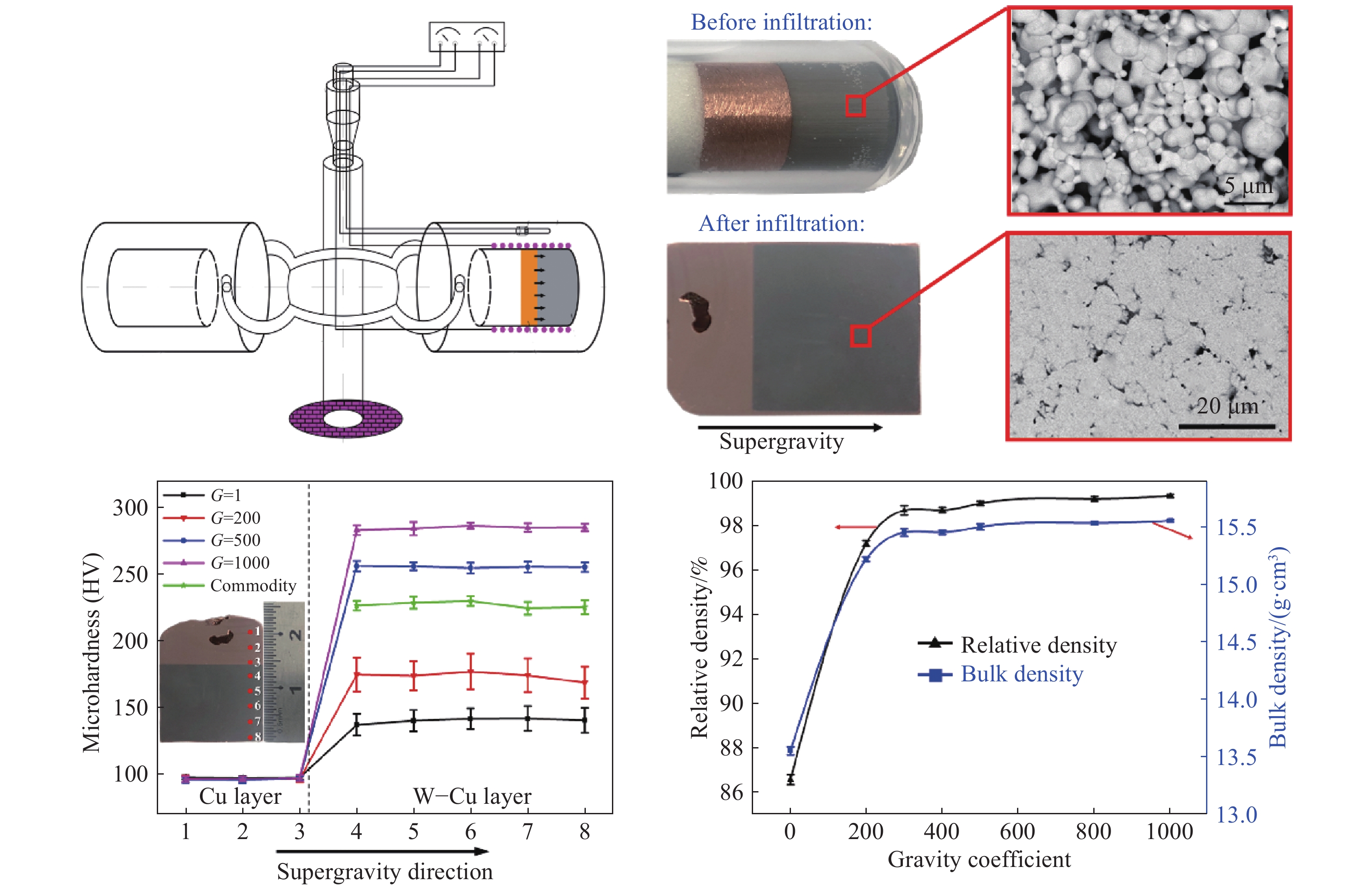
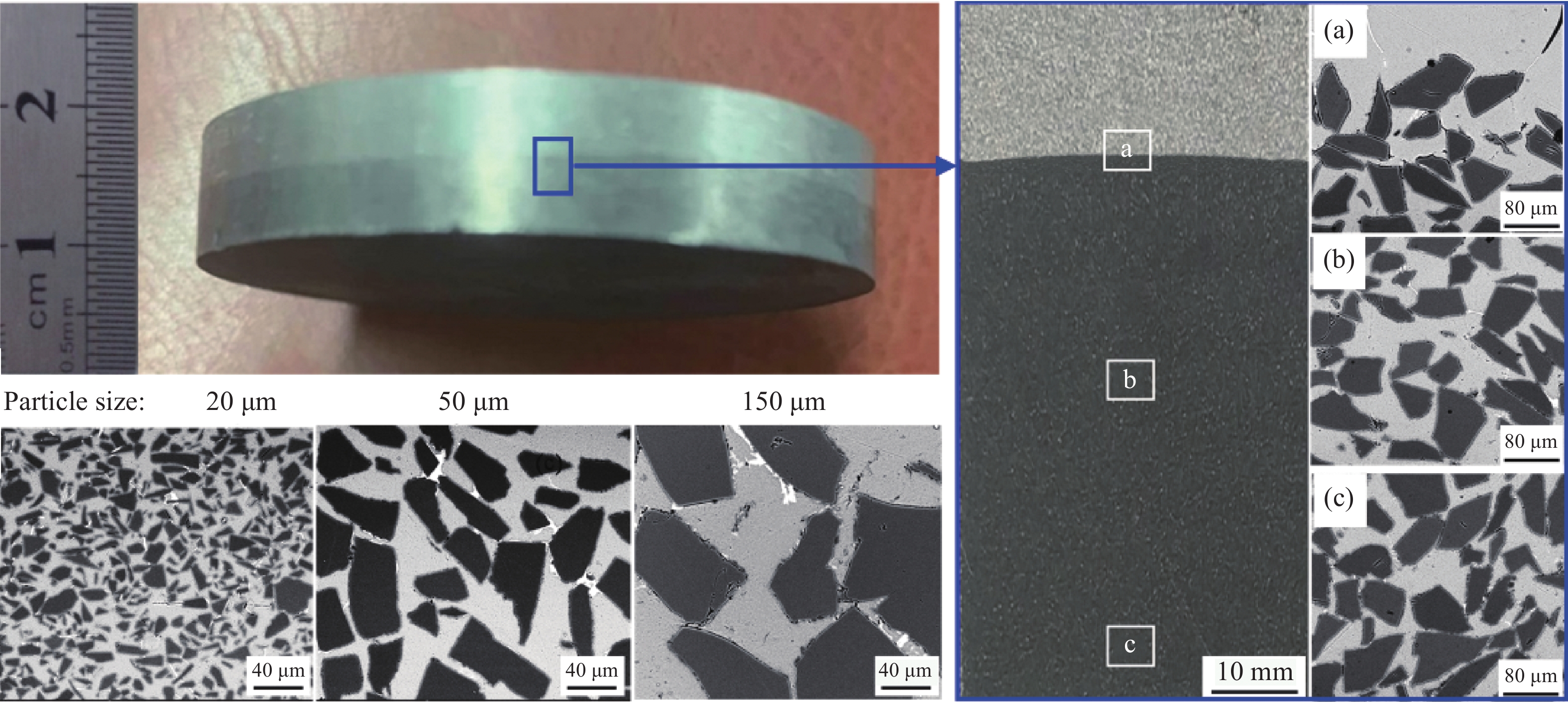
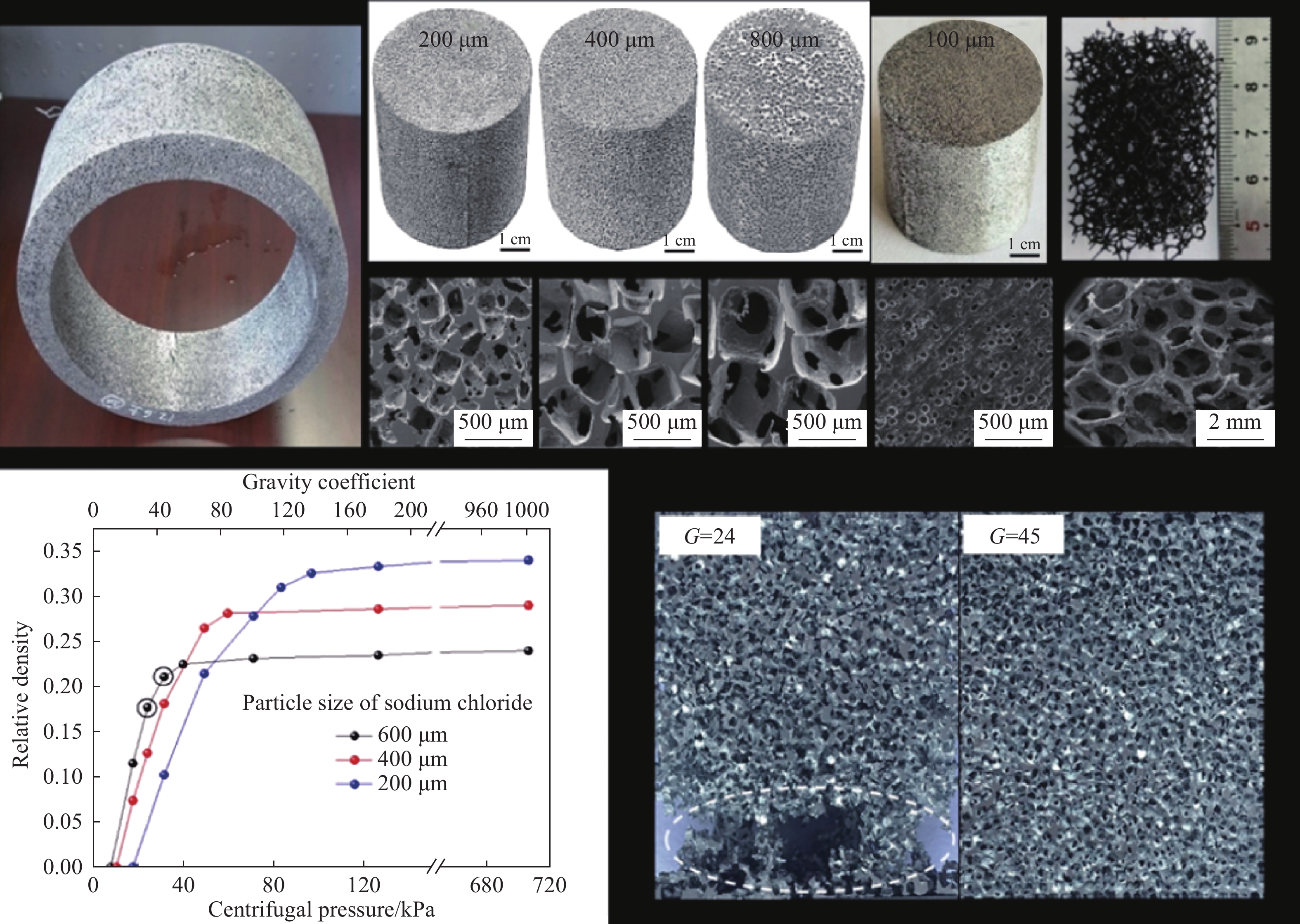
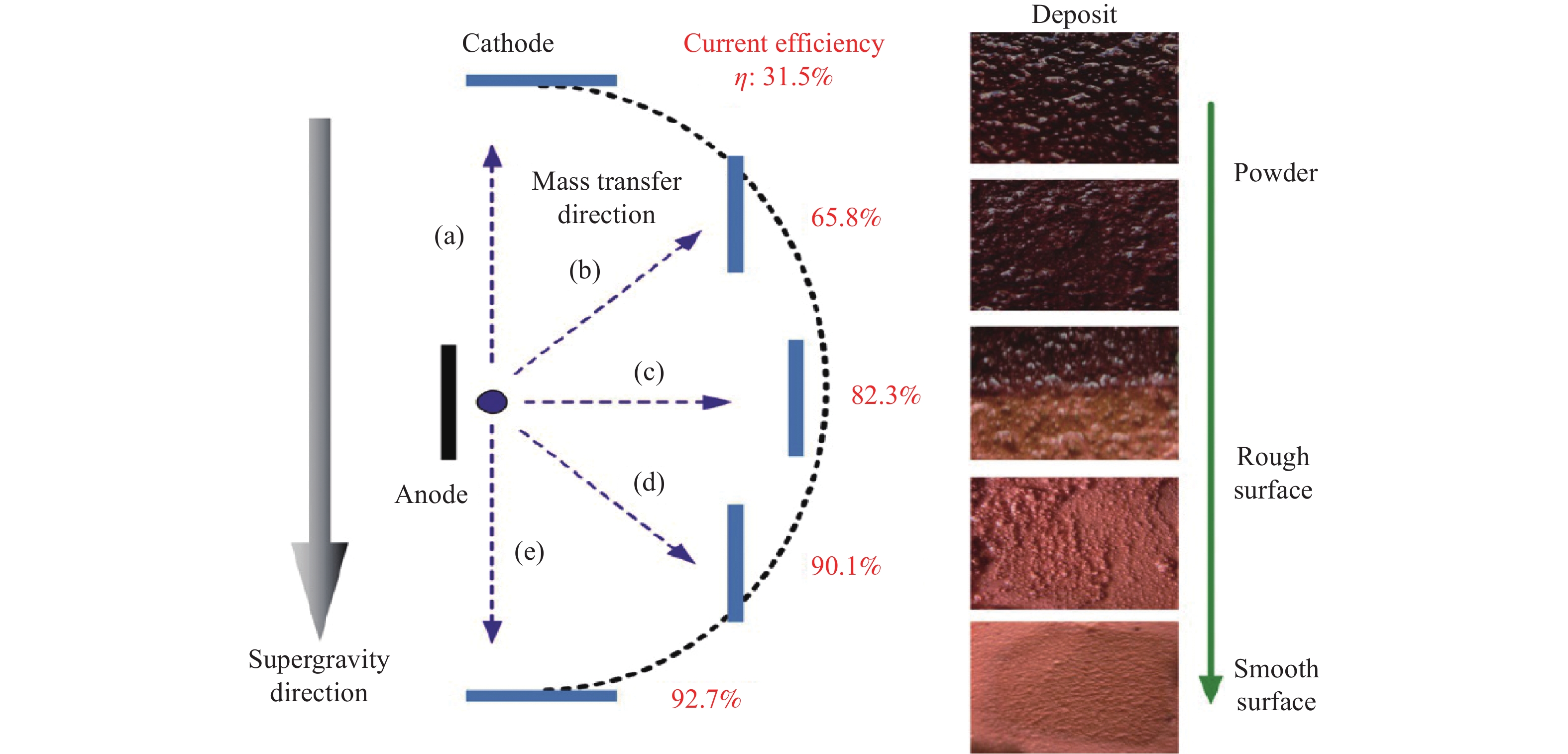
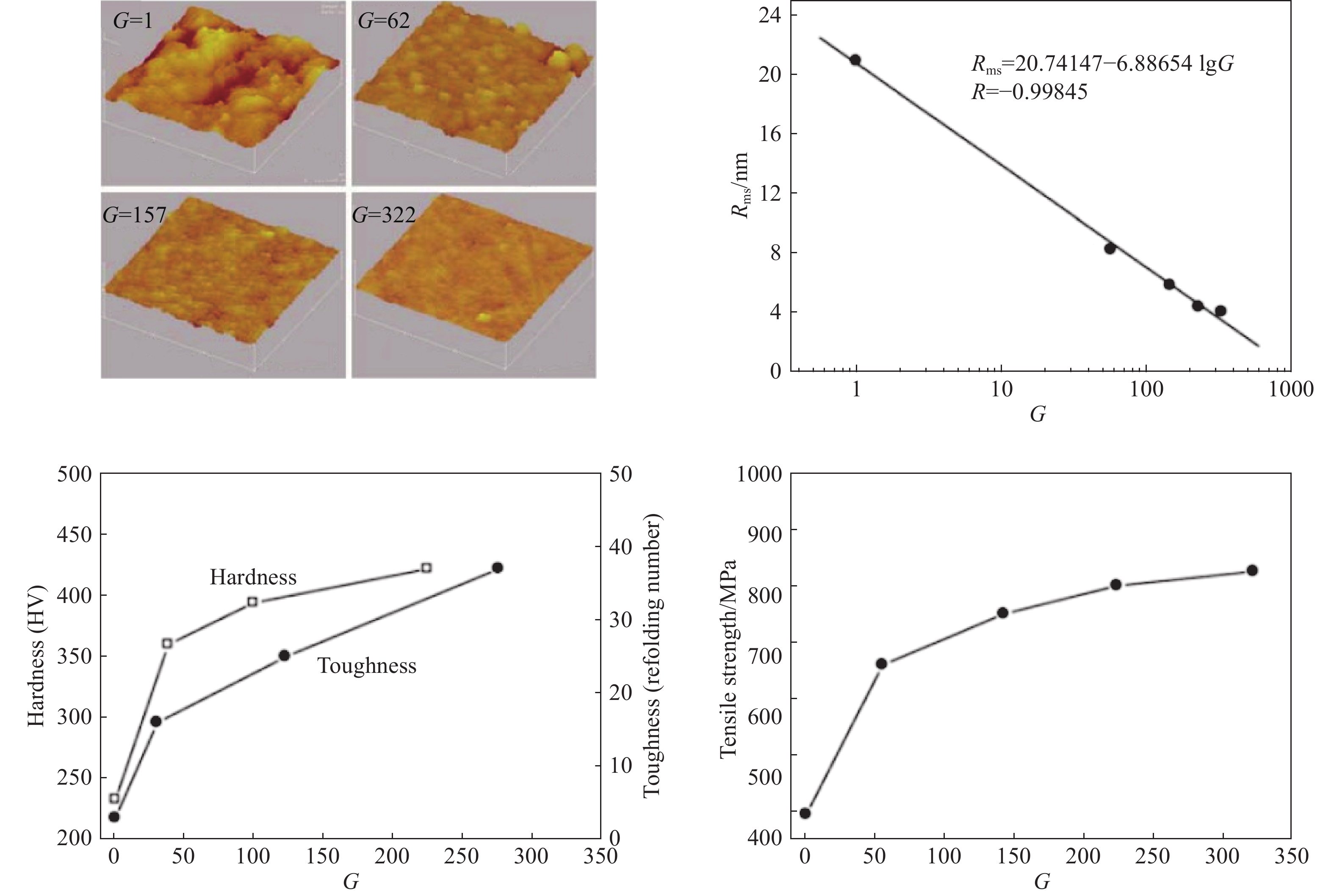
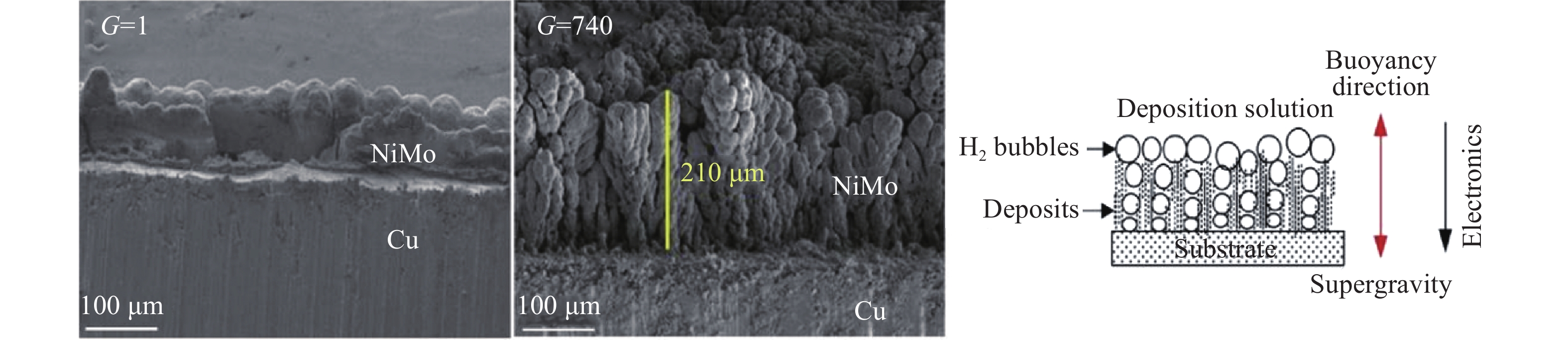
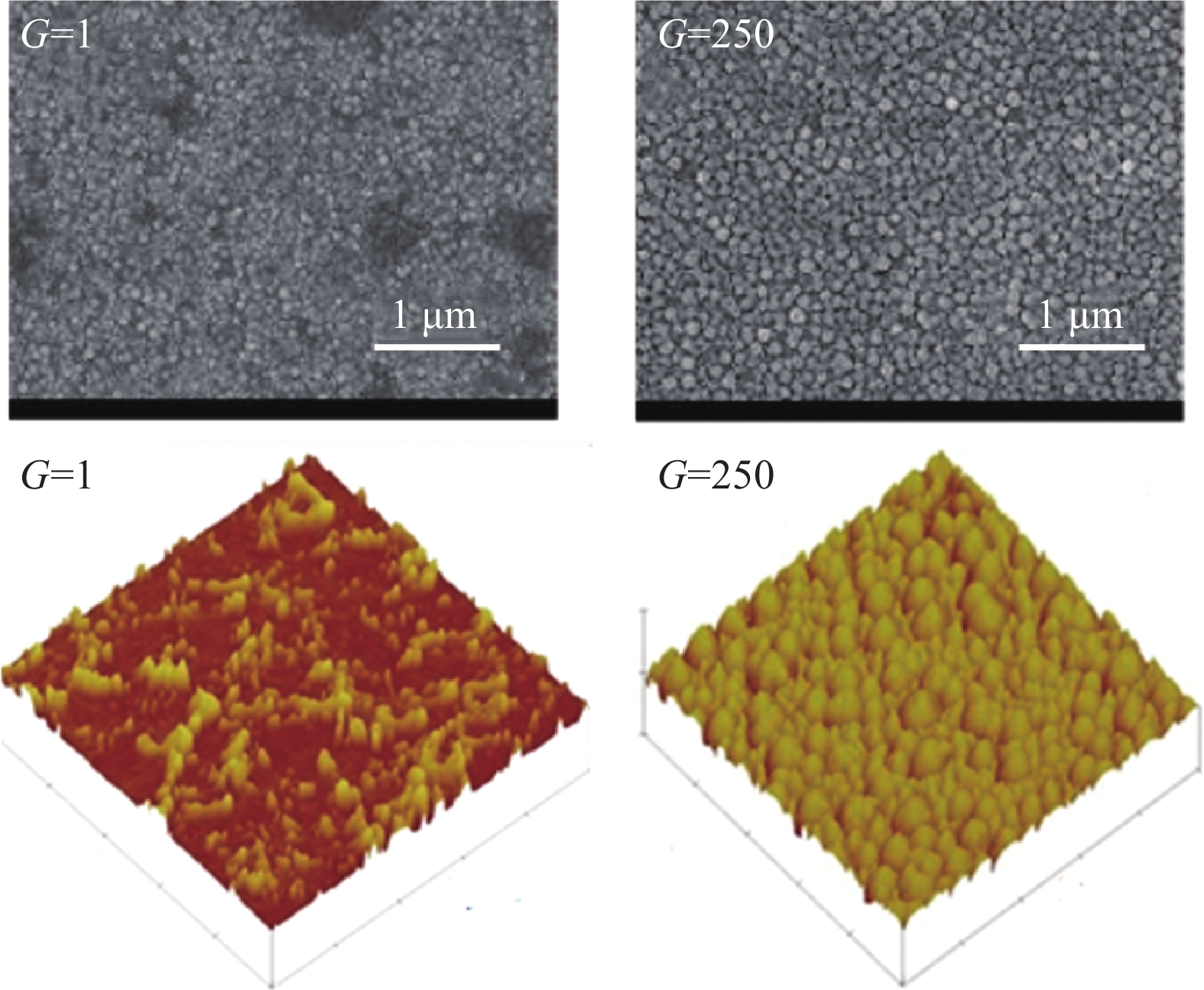
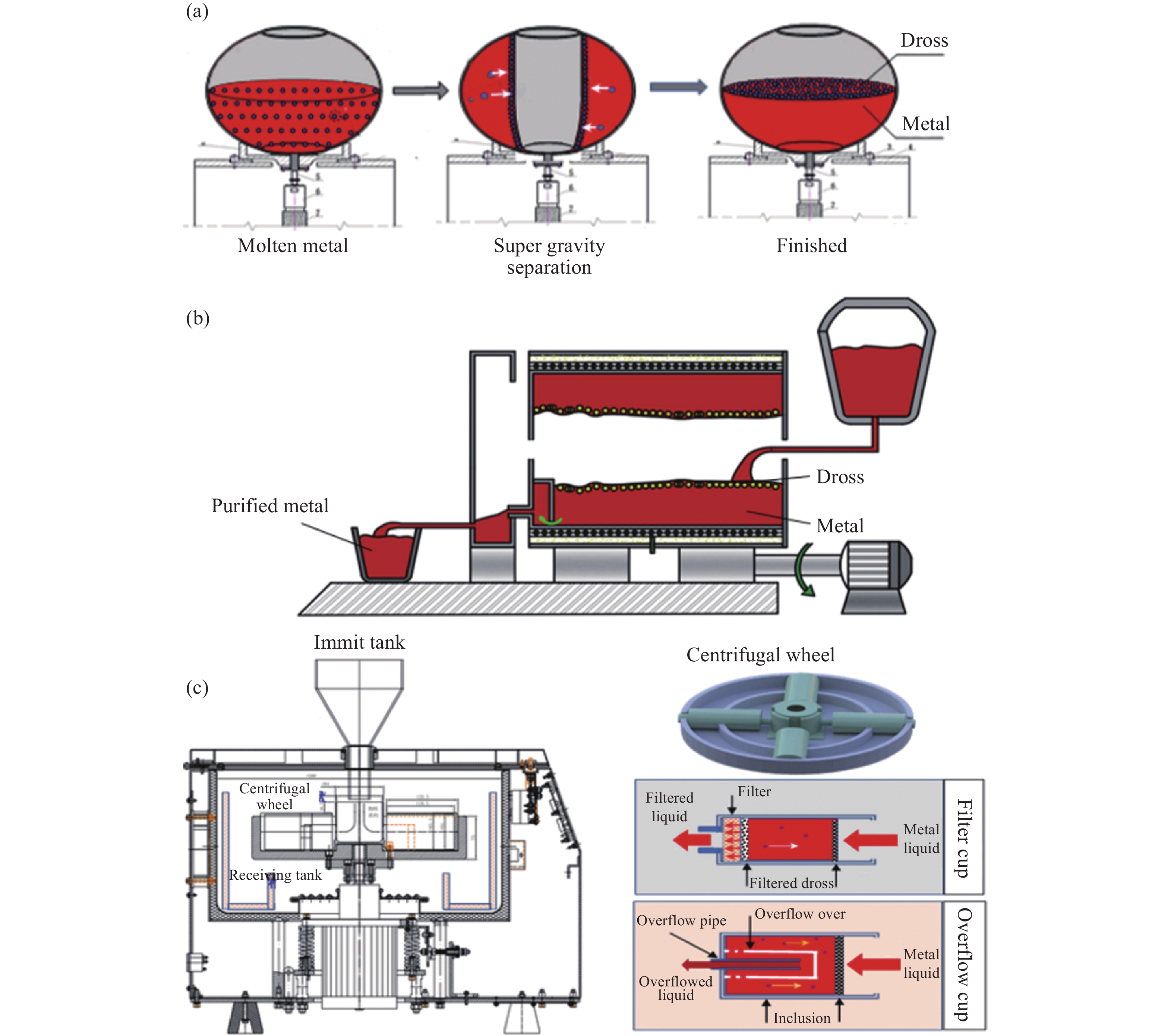
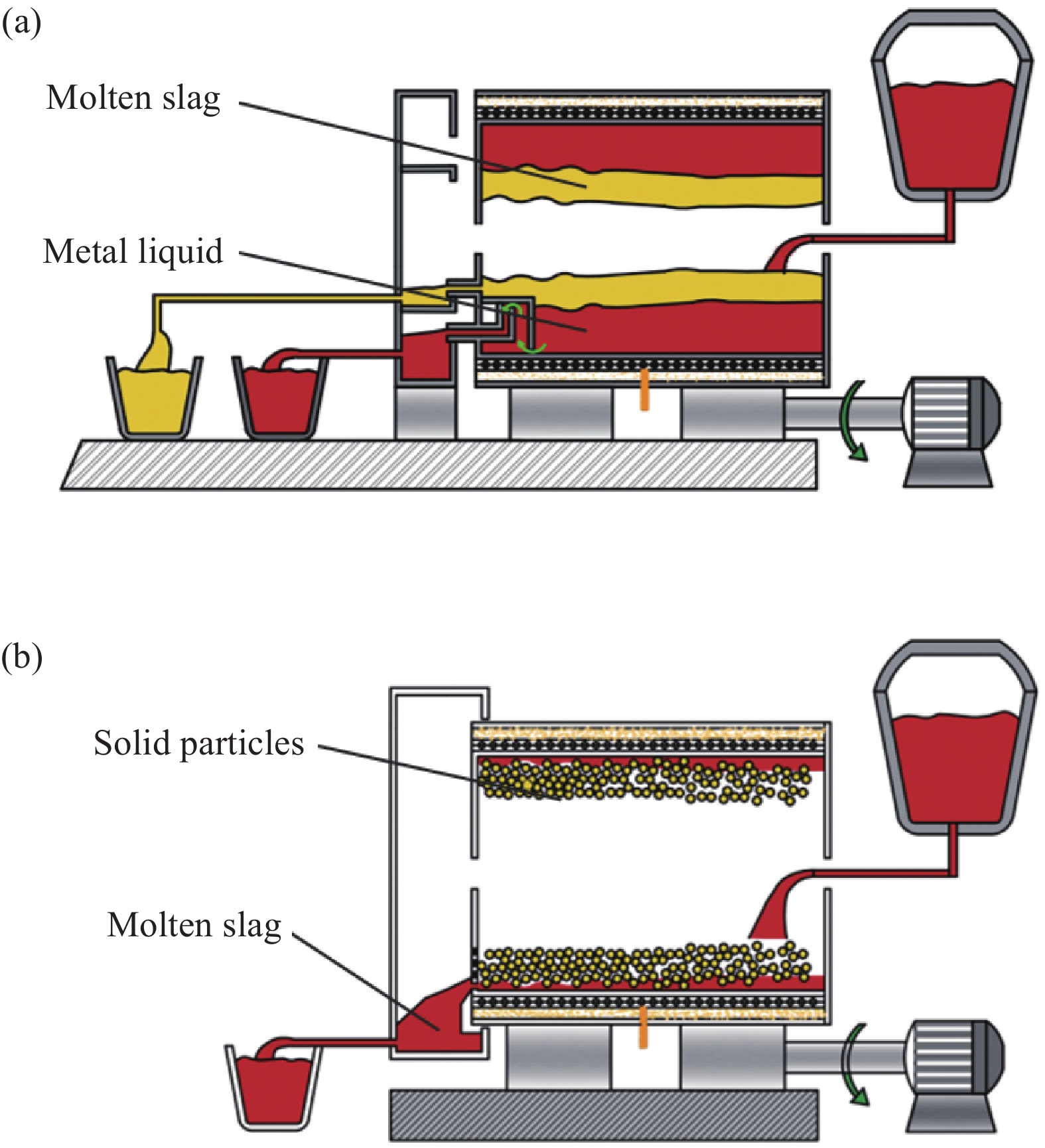
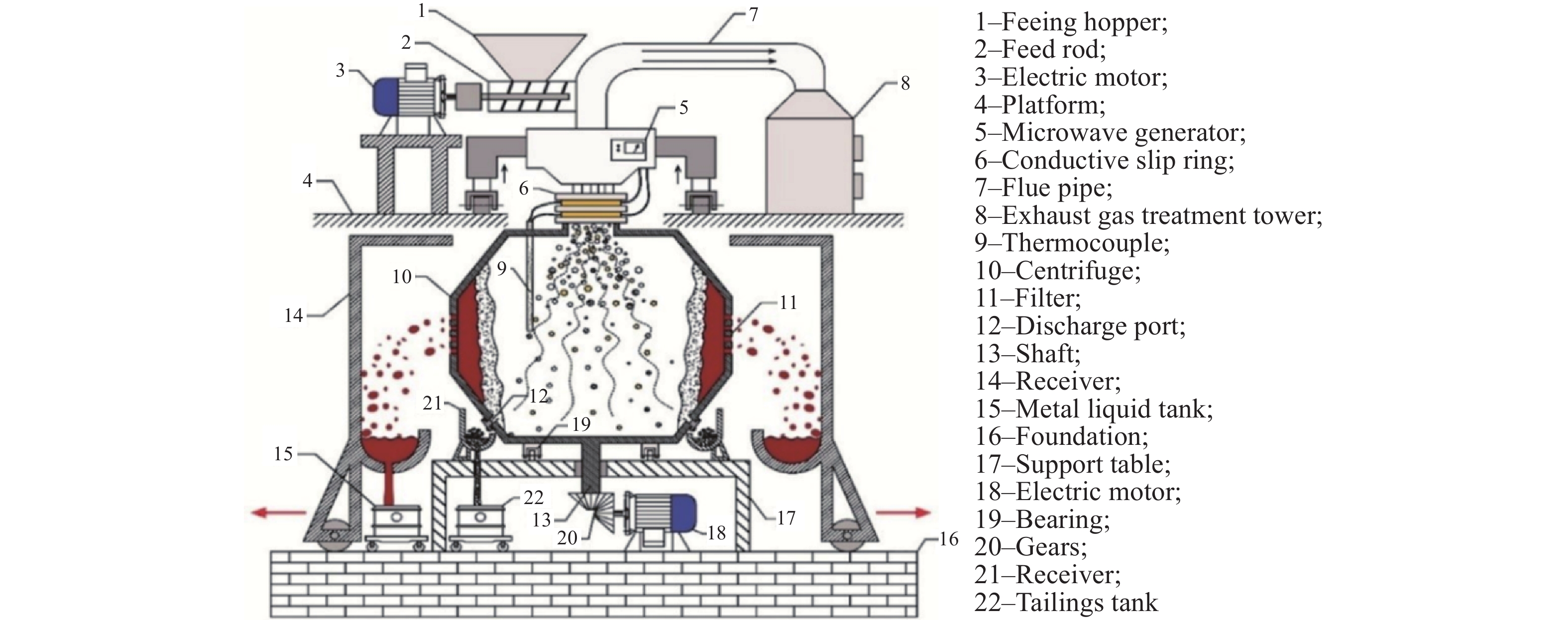
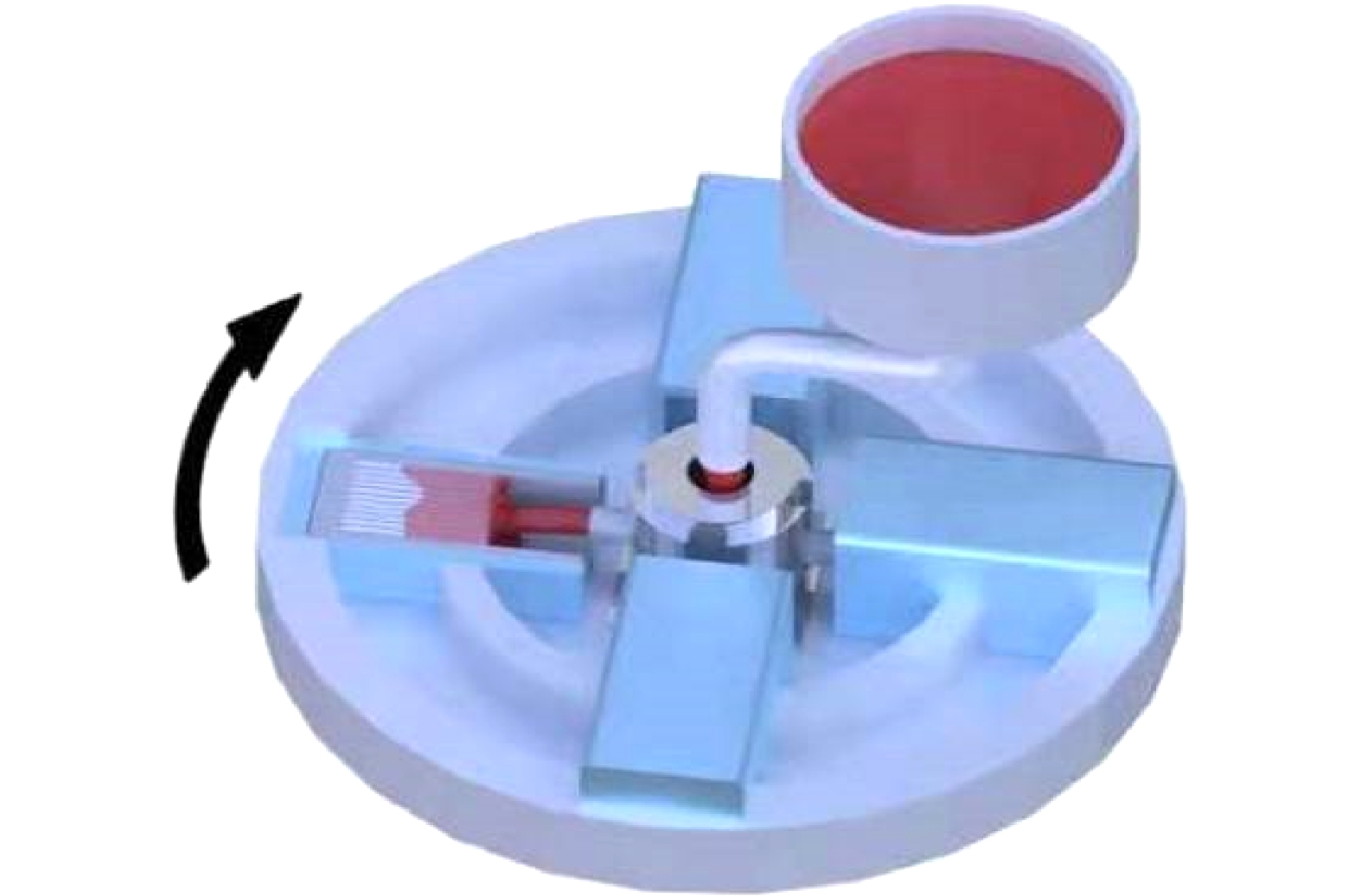
Abstract: Supergravity significantly increases the gravity difference between two phases and thus can accelerate phase separation in solid–liquid mixtures, liquid–liquid mixtures, and liquid–bubble mixtures that have high temperatures and viscosities. Due to its directionality, supergravity avoids turbulent backmixing in melts, typically seen in agitation and other separation techniques, and is applicable toward the deep removal of fine inclusions in liquid metals. Under supergravity, solid–liquid interfacial tension is negligible and microporous seepage is straightforwardly achievable. Particle–liquid separation during crystallization can be performed under supergravity to prepare gradient materials. Supergravity accelerates particle–liquid separation, which refines solidified grains, but can also produce macroscopic segregation in noneutectic melts. Supergravity is widely applicable and beneficial to many fields. In metallurgy and materials production, supergravity can be used to improve the separation and extraction of valuable components from metallurgical slags of complex ores, separation and recovery of molten metal in smelting slags, melt crystallization separation of polymetals, and slag–metal separation of reduced iron from complex ores. In addition, supergravity can also be applied to high-end metal materials to improve the refinement and removal of impurities in metal materials toward near zero inclusion. Furthermore, supergravity can improve the manufacturing of functional gradient materials, metal–ceramic composites, porous metal materials, and device materials via electrodeposition modification. Finally, supergravity solidification can be used as a high-throughput method for the preparation of material genomes.
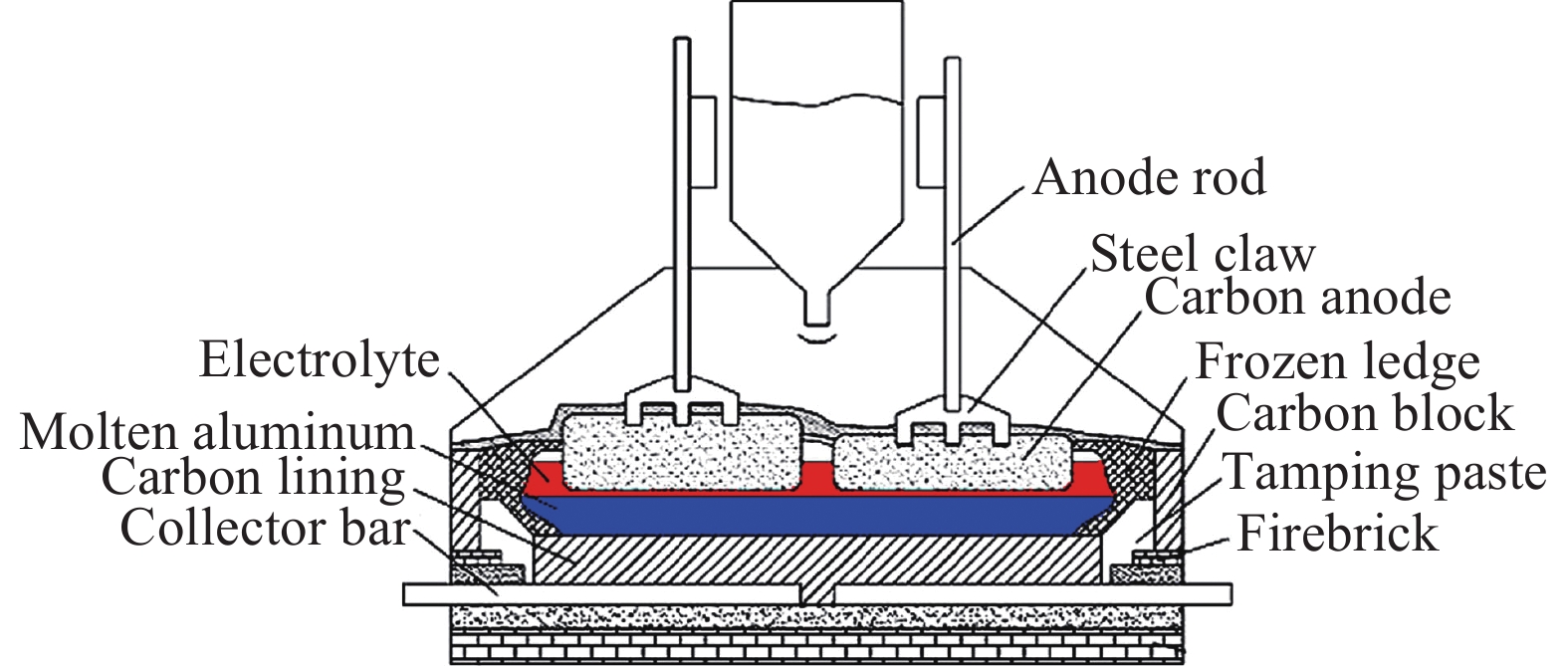
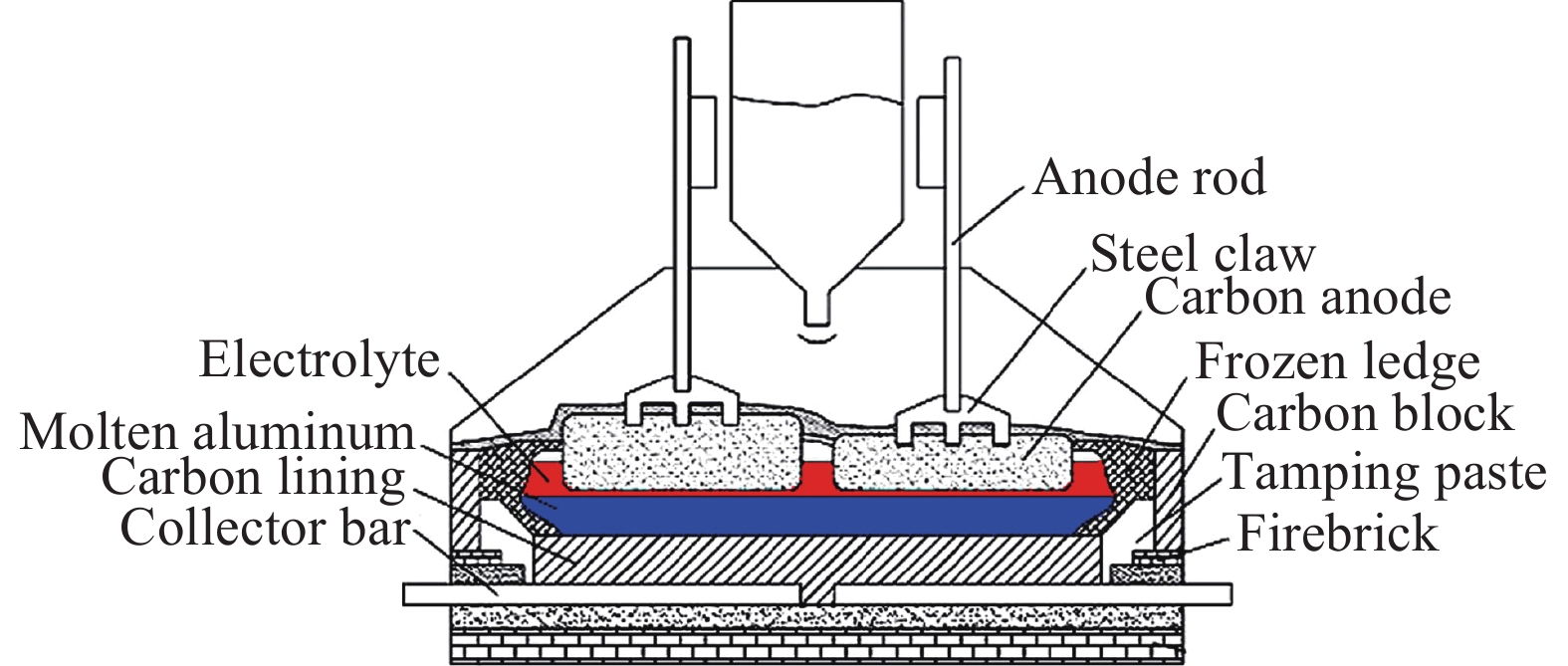
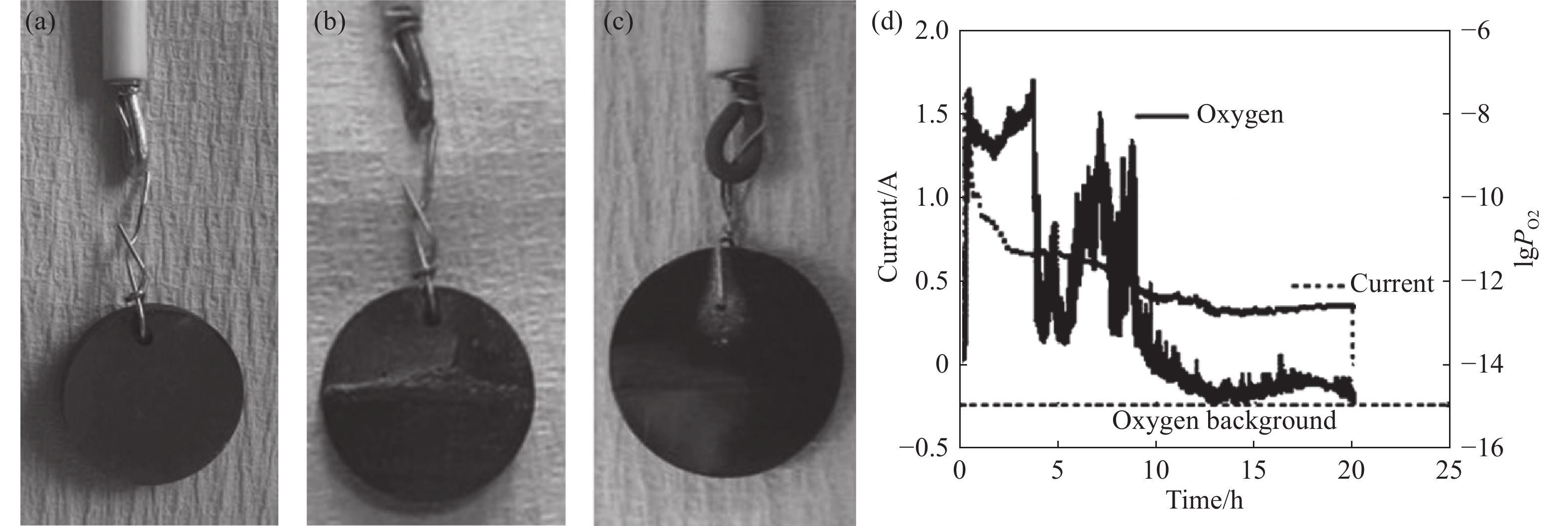
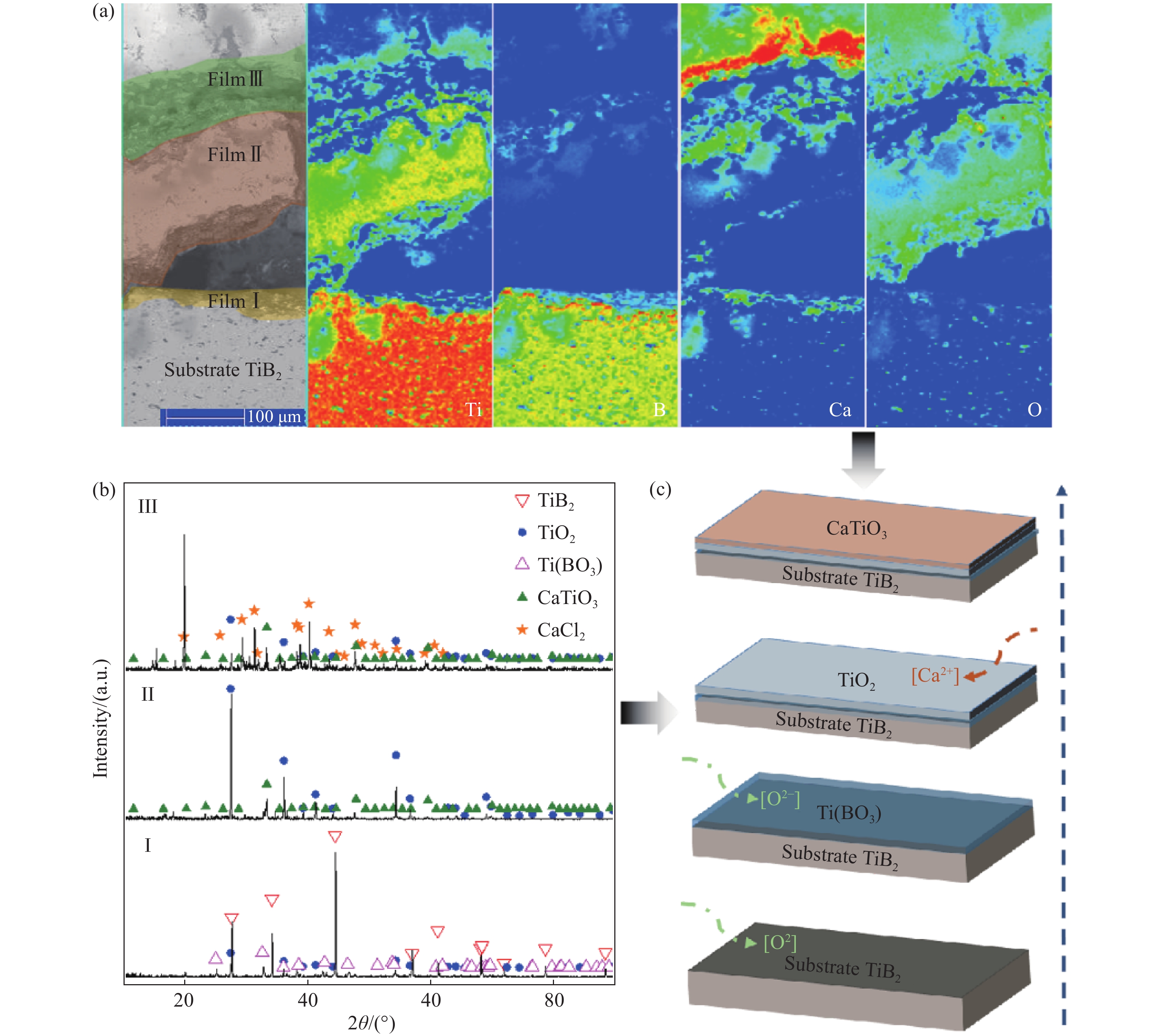
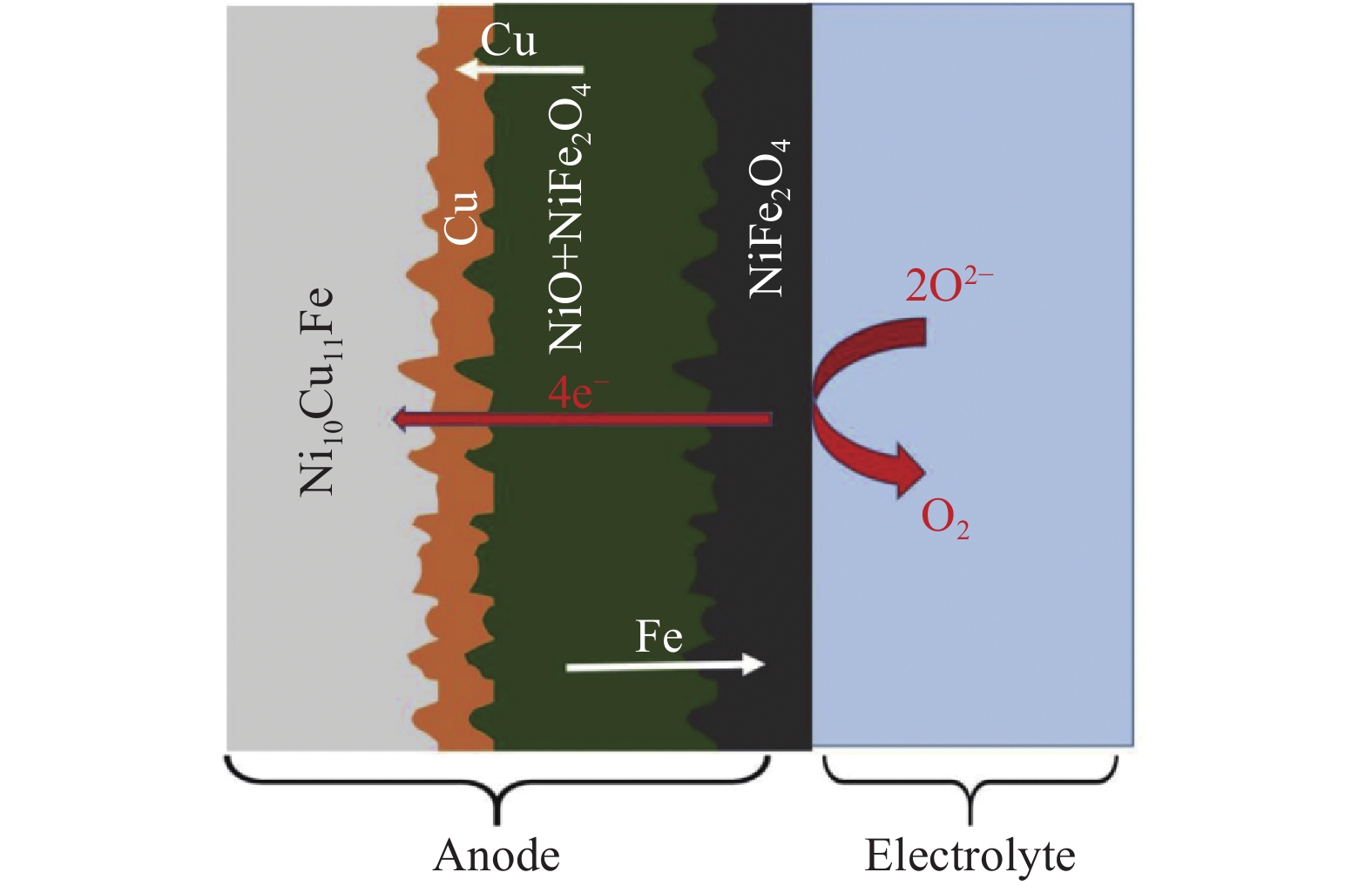
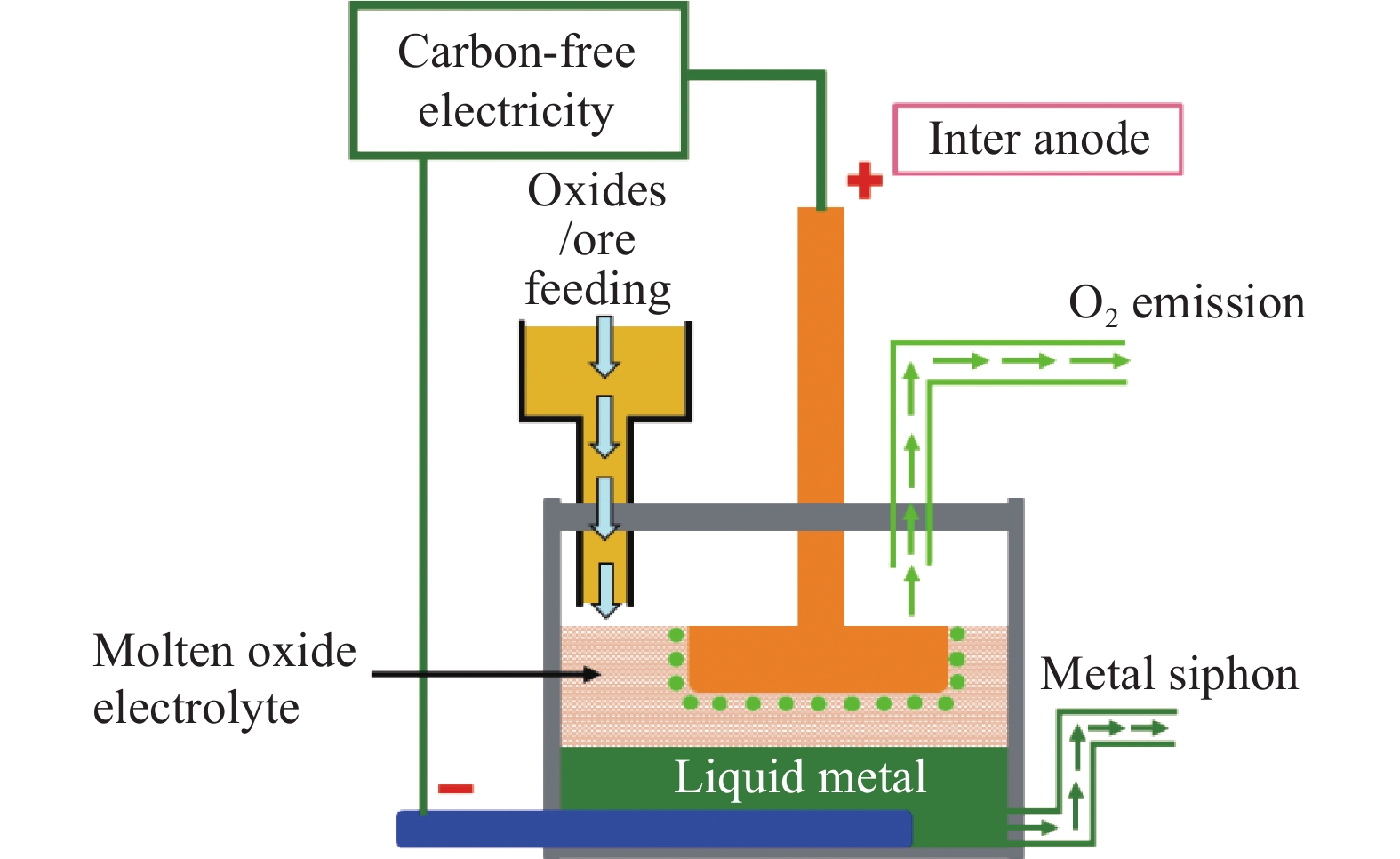
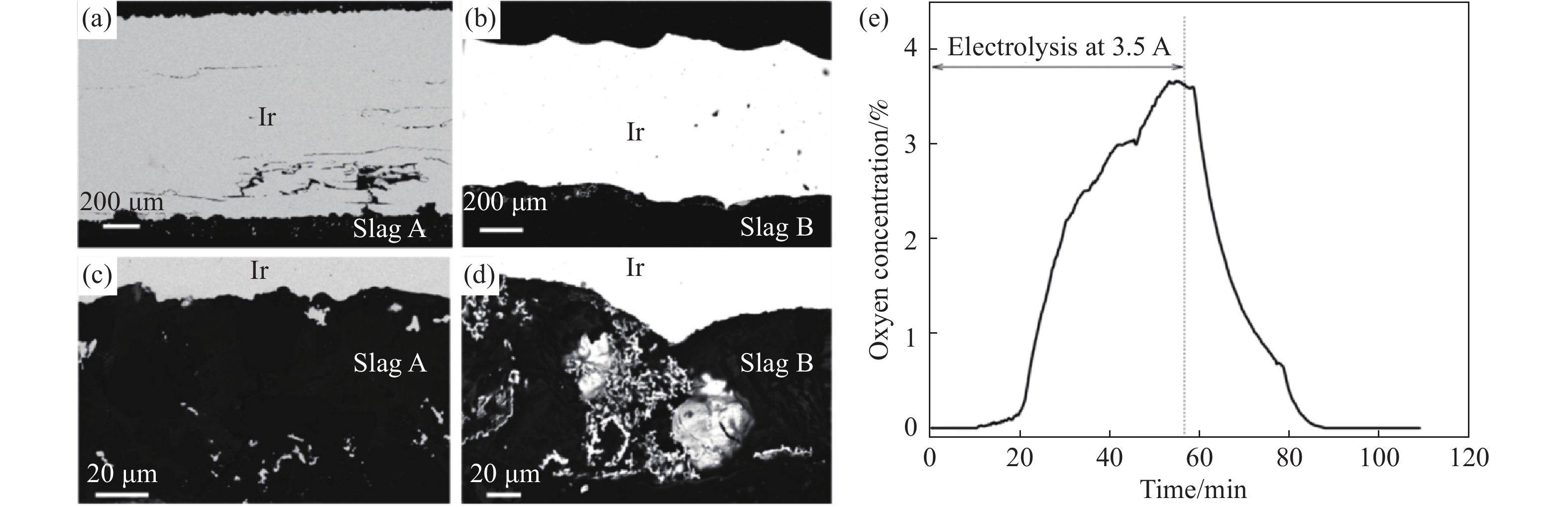
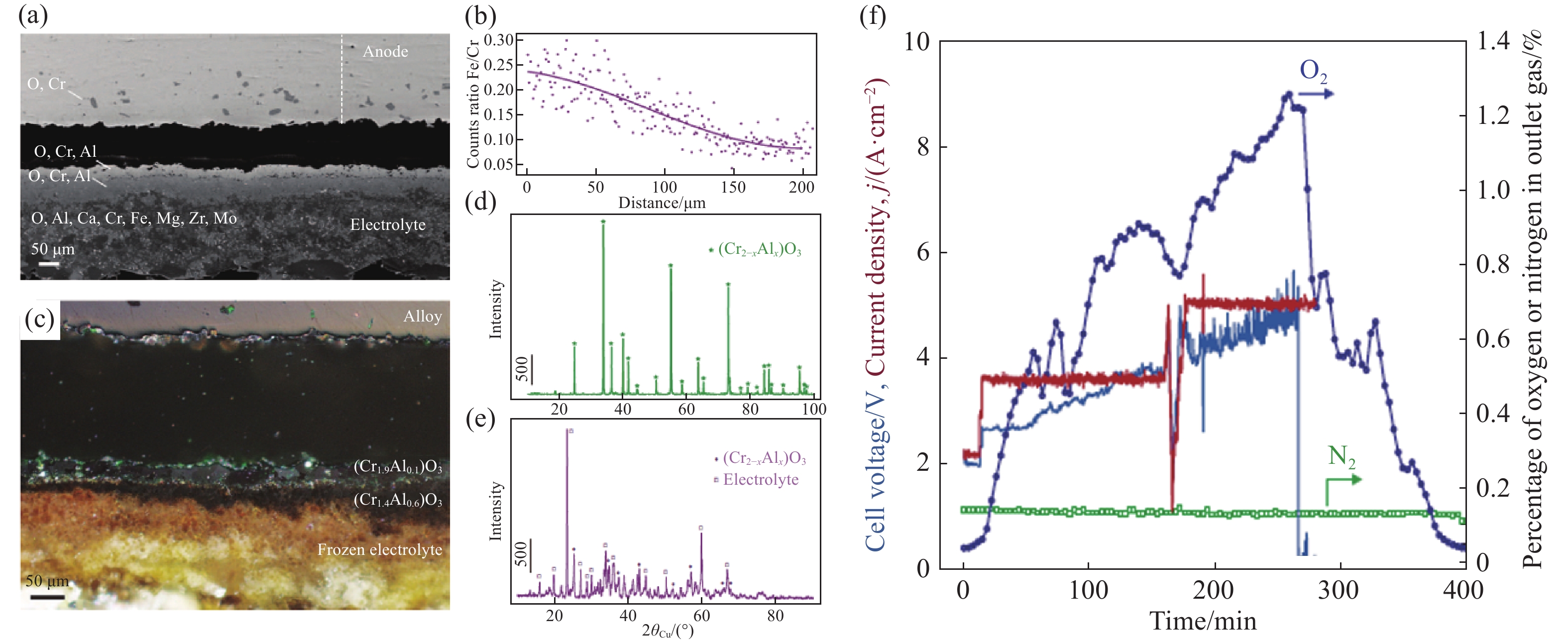
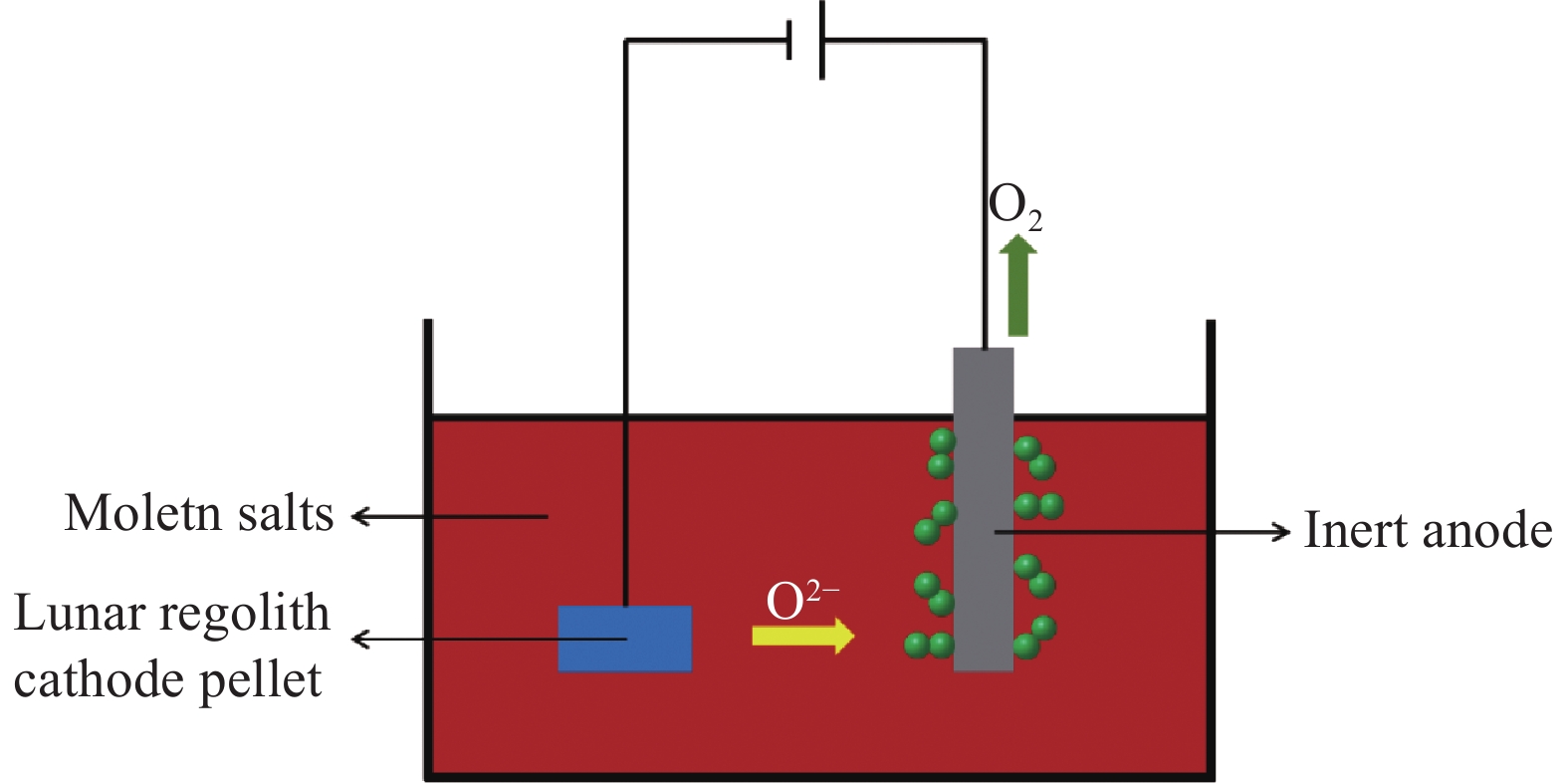
Abstract: In 2020, China proposed to reach the peak of CO2 emissions before 2030 and achieve carbon neutrality by 2060, which is the so-called “carbon peak and carbon neutrality” strategy. Due to strategic requirements, the metallurgical industry has the responsibility of reducing its CO2 emission as it is one of the major CO2 emitters. Therefore, it is imperative to develop low-carbon metallurgical technology. High-temperature molten salt electrochemical metallurgy uses electrons as the energy carrier and reaction driving force, having the advantages of cleanliness and high efficiency. It is the main extraction technology for aluminum, rare earth elements, alkali metal, and alkaline earth metals. Currently, carbon anodes are commonly used in molten salt electrochemical metallurgy, and CO2 product is an important carbon emission source. If an inert oxygen evolution anode is used in a high-temperature molten salt system, then low-carbon emissions can be achieved in the molten salt electrolysis process. Therefore, the development of inert anodes suitable for molten salt electrolysis systems is very important, which has recently become a worldwide research hotspot. This article first reviewed the research progress of inert anodes in various high-temperature molten salt systems, including aluminum electrolytic fluoride salts, CaCl2 molten salts, carbonates, and molten oxides. Meanwhile, the recent development and the utilization of the moon have received widespread attention. In the future construction of lunar bases, oxygen will be the basic prerequisite for human survival. Solar-driven in-situ oxygen production with molten salt electrochemistry from the moon regolith will be an important method in the future to support the oxygen demand for human survival on the moon. Hence, inert oxygen evolution anodes are essential. Therefore, this article also briefly summarized oxygen production technology by moon regolith electrolysis based on inert anodes.
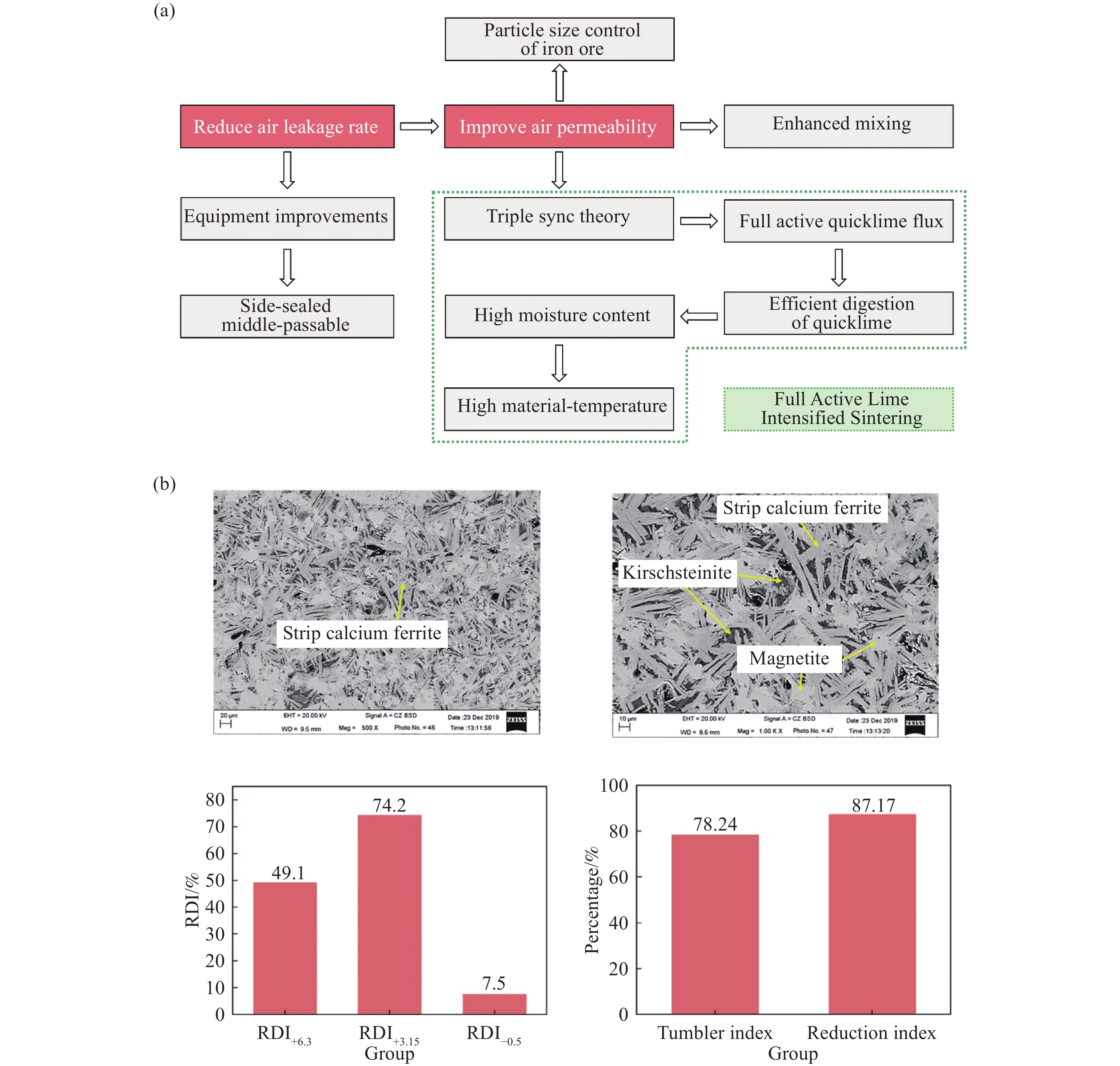
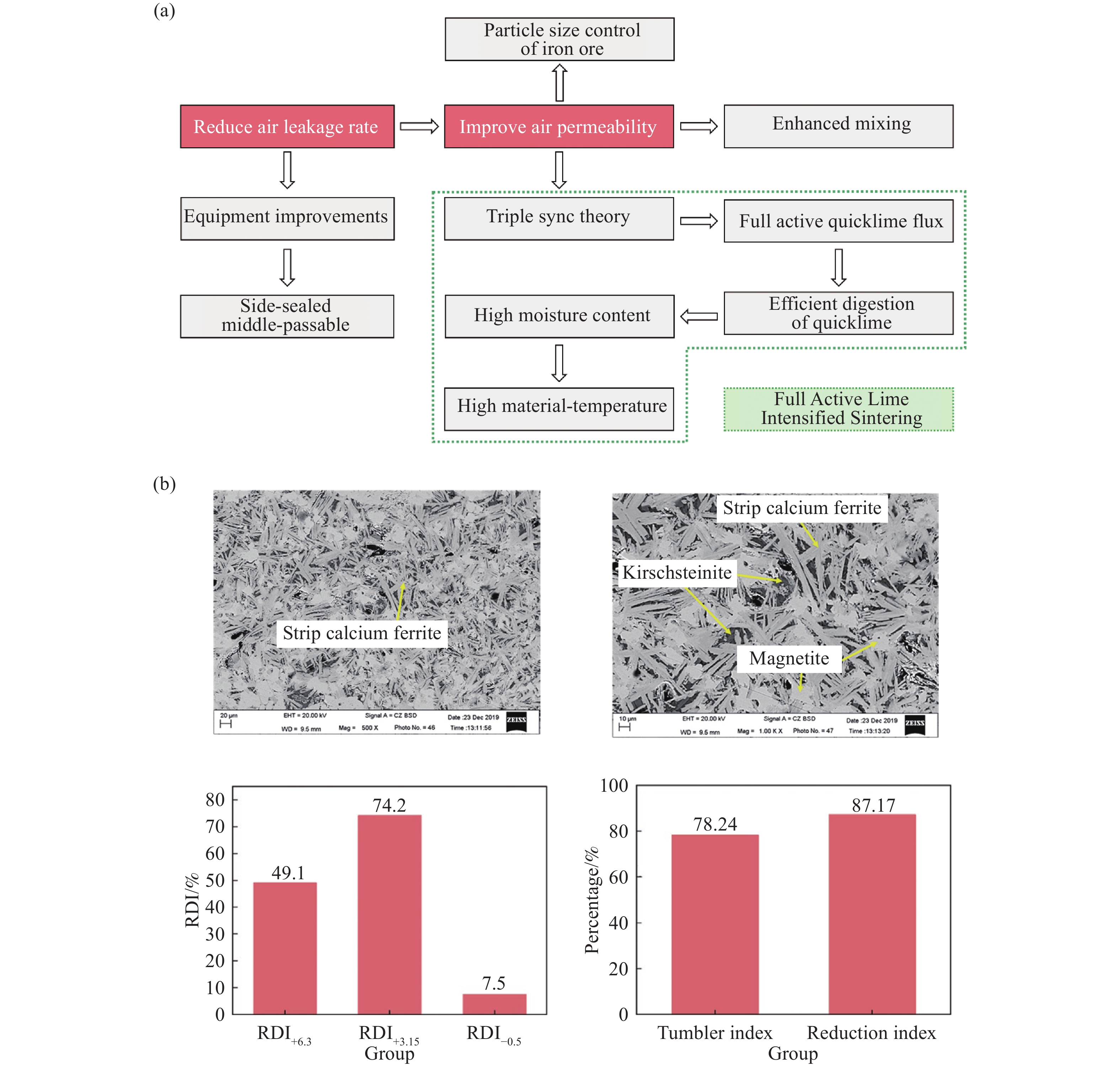
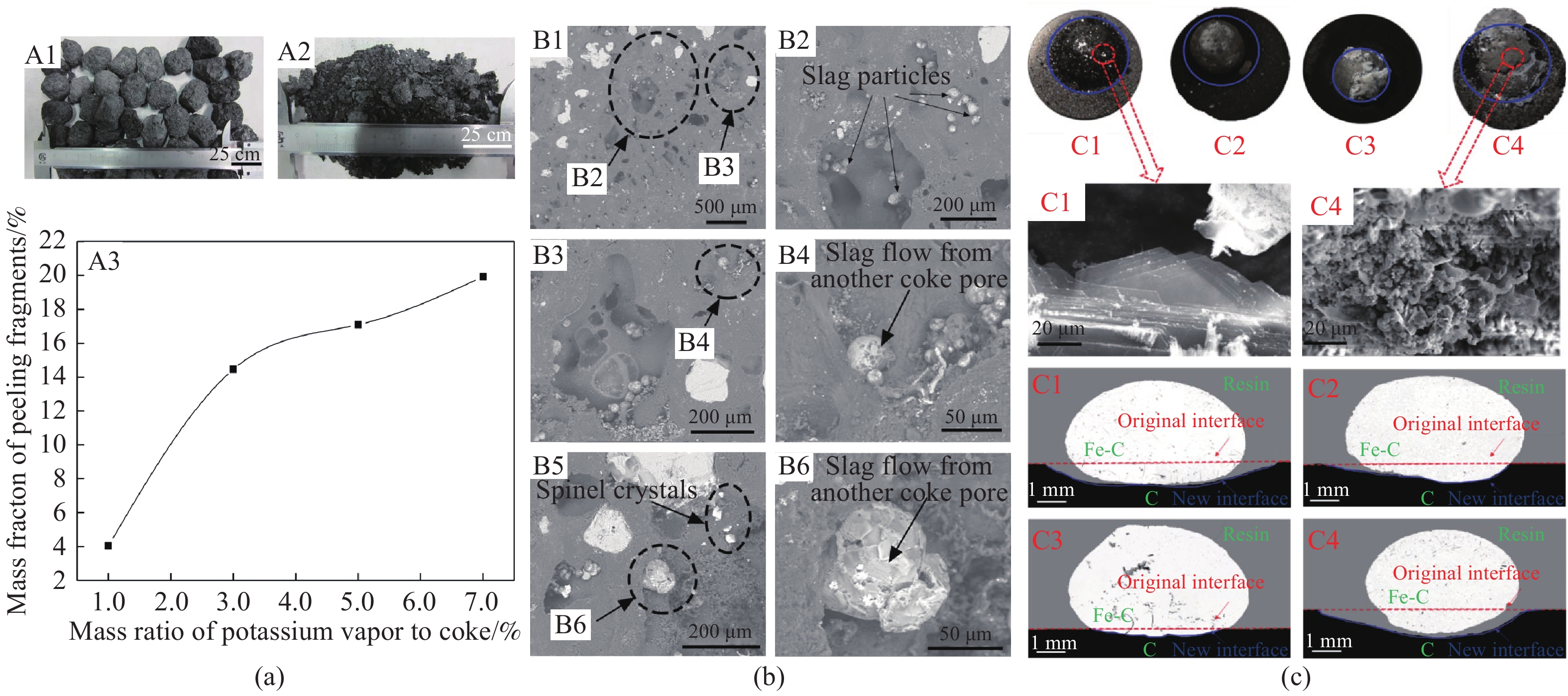
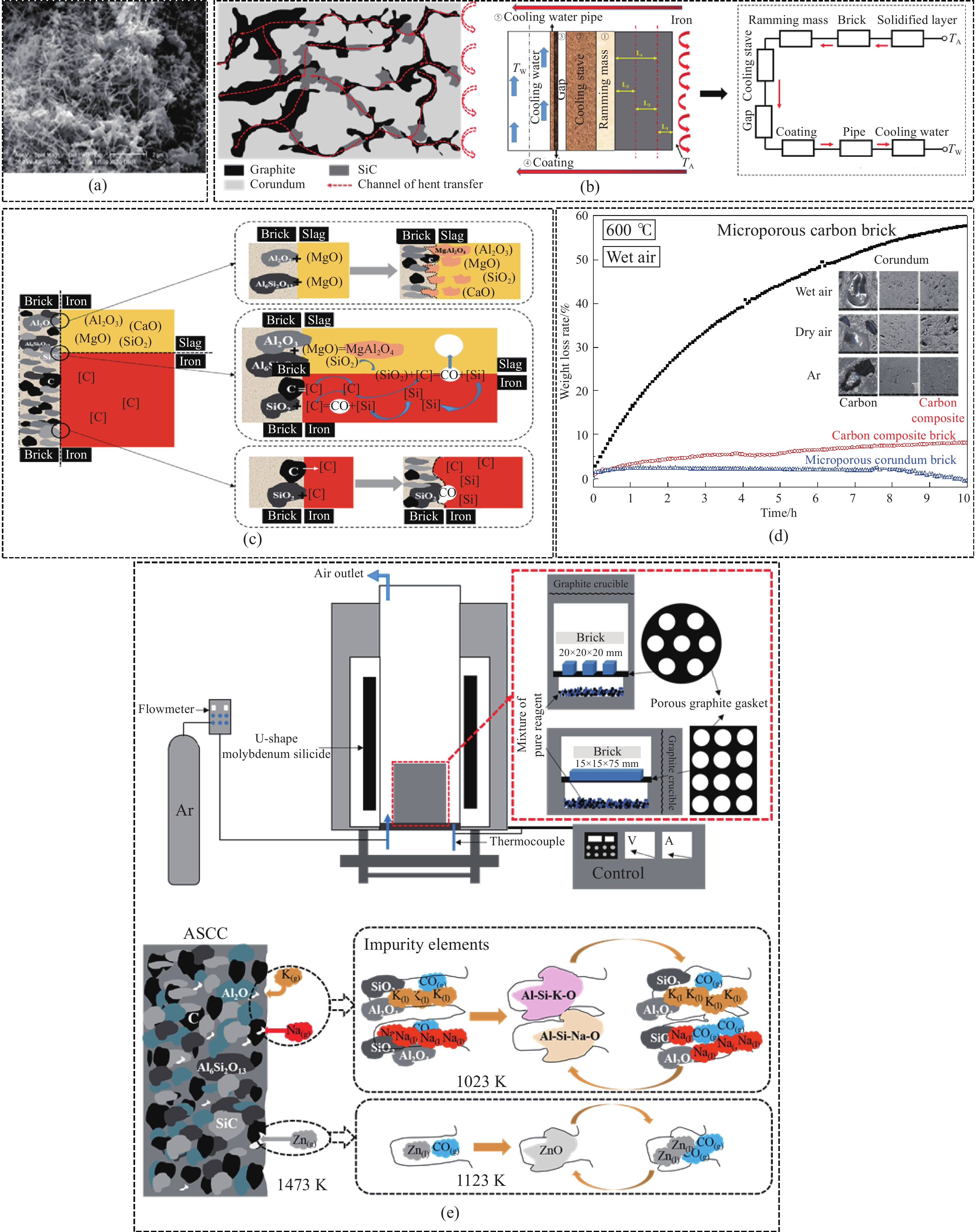
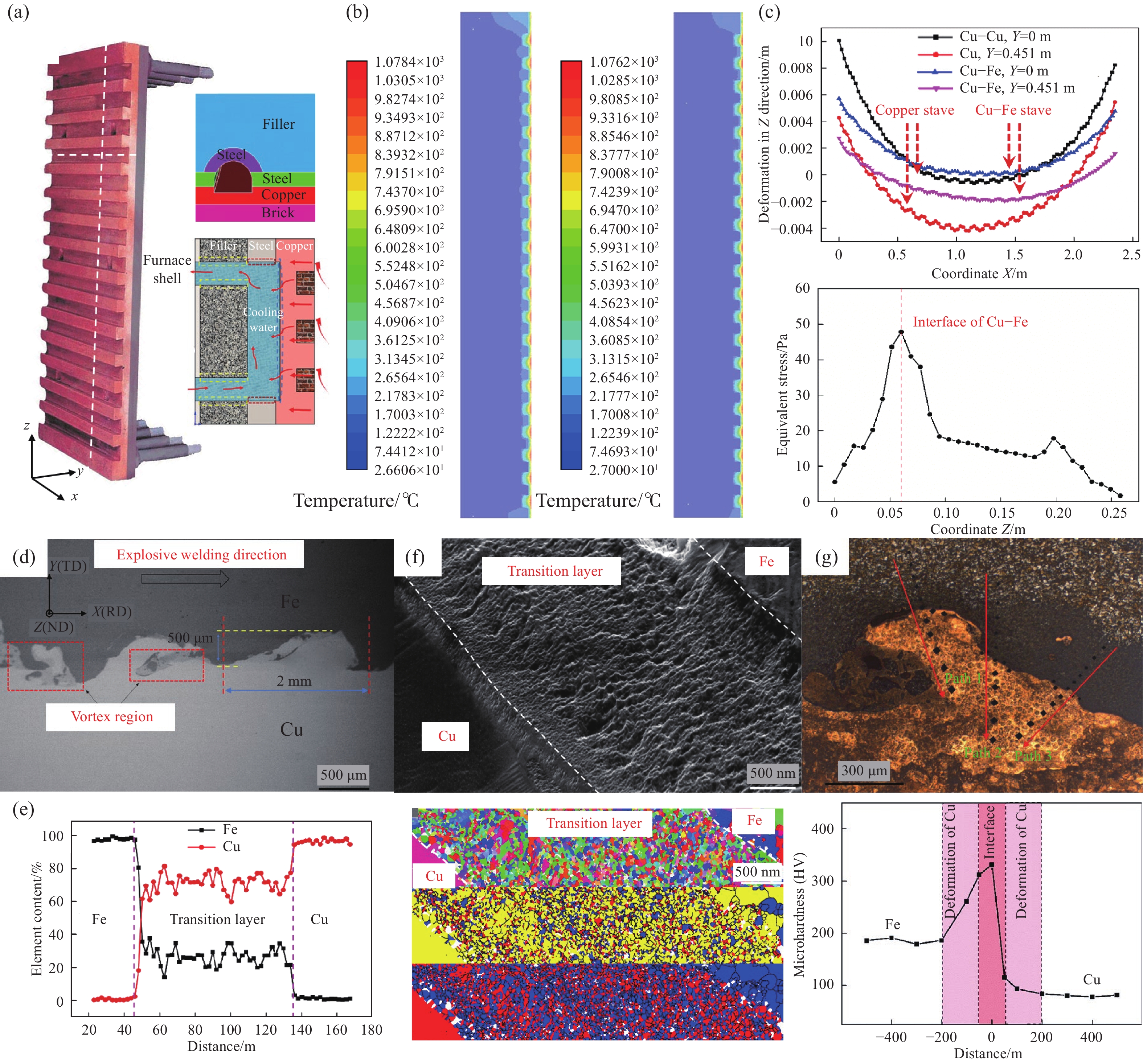
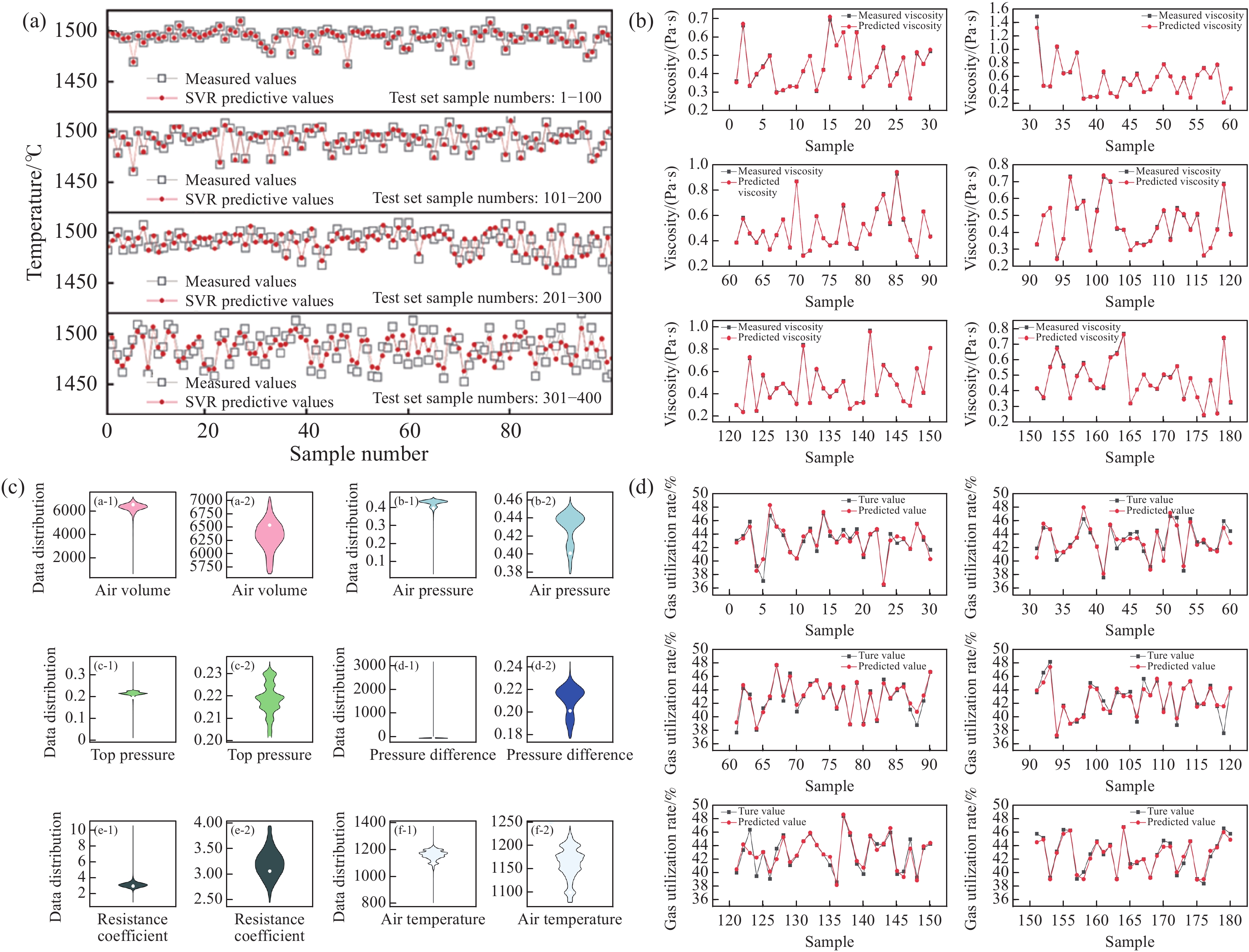
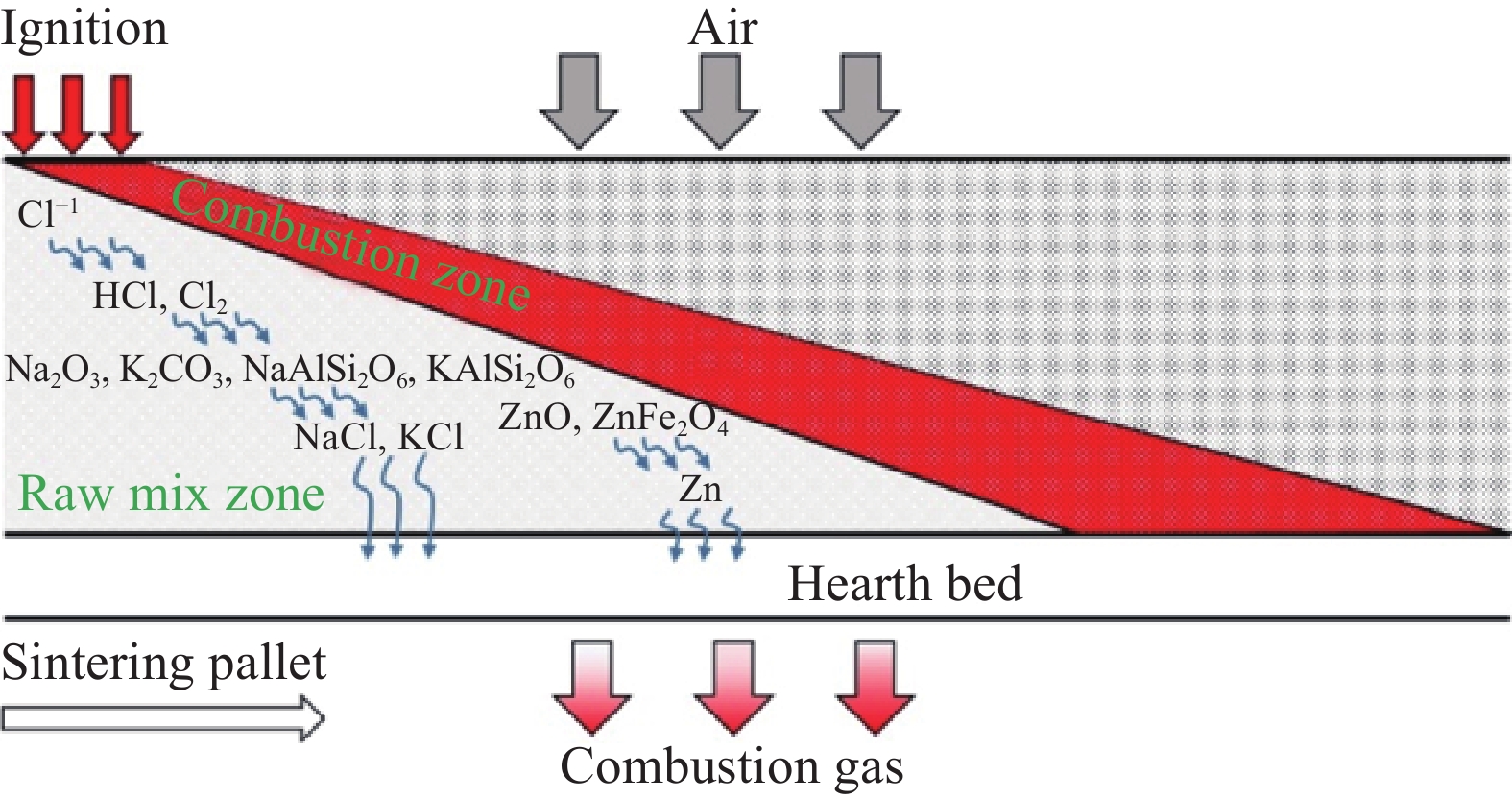
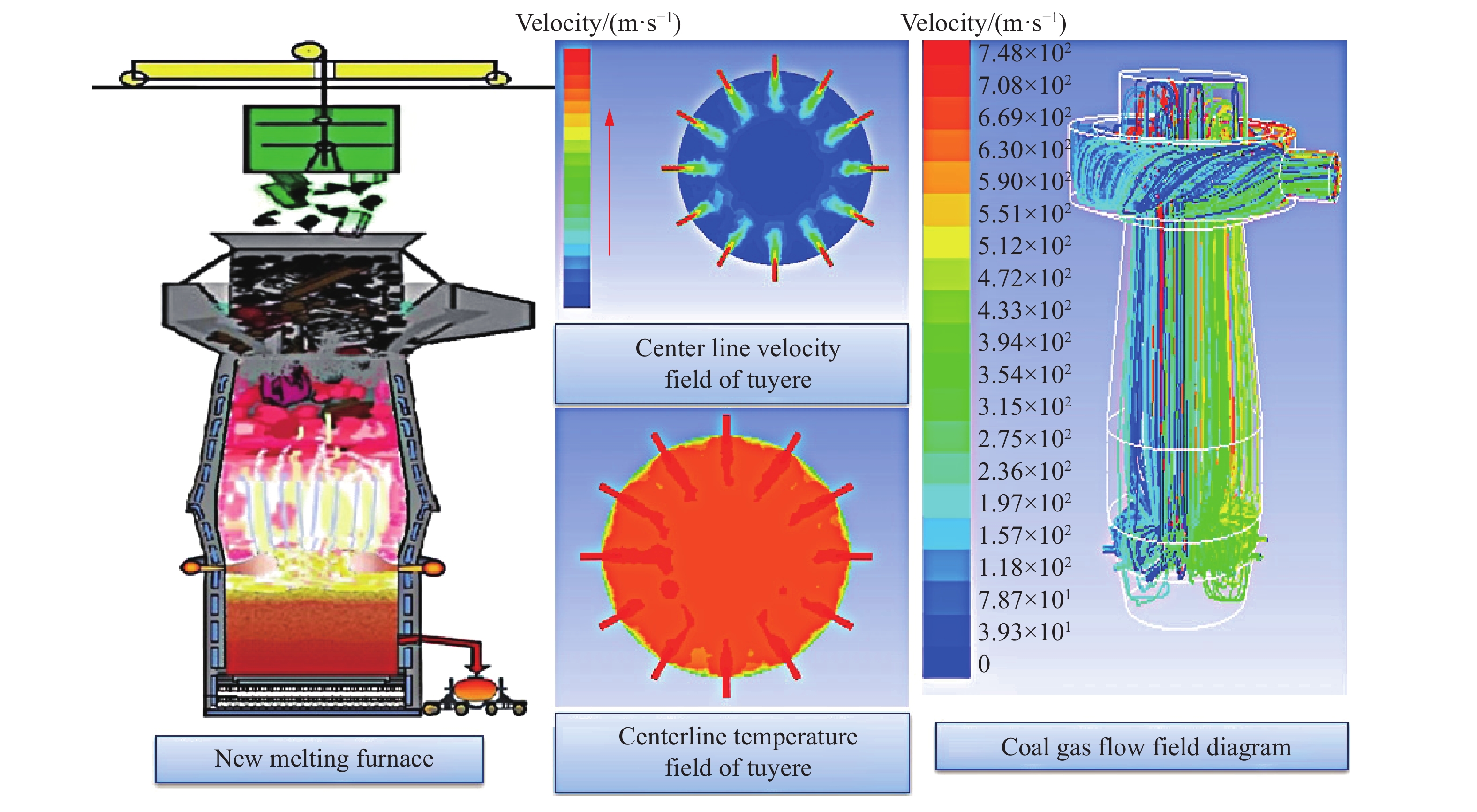
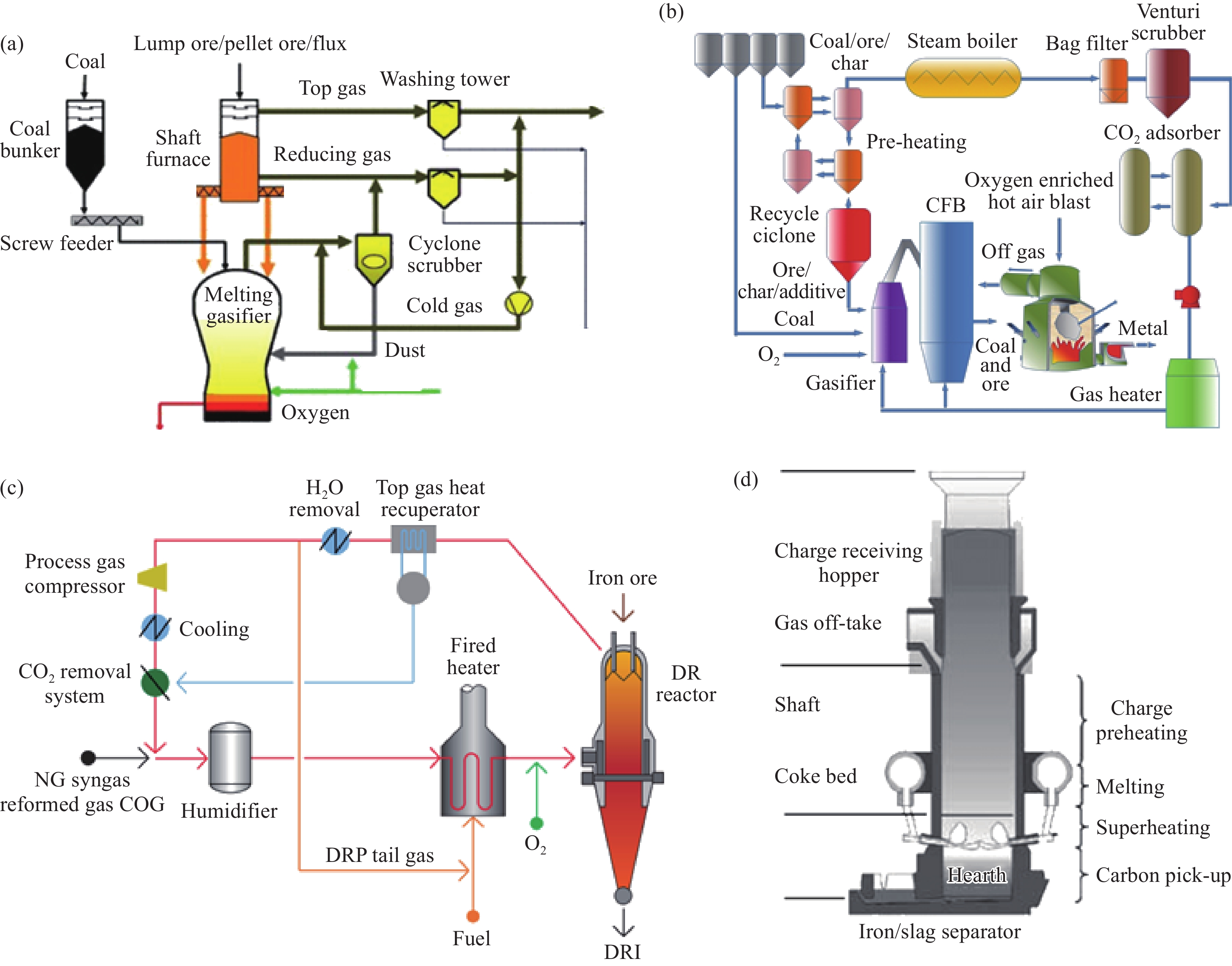
Abstract: The Chinese government made a statement at the 75th United Nations General Assembly in 2020 to increase the country’s nationally determined contributions, adopt more effective policies and measures, strive to reach the peak of carbon dioxide emissions by 2030 and achieve carbon neutrality by 2060. In recent years, with the rapid development of the iron and steel industry, the iron and steel industry has been promoted by various measures such as large-scale equipment, high-efficiency energy utilization, and reduction of pollutant emissions. Moreover, this industry has gradually made efforts to achieve low-carbon emissions. However, due to the particularity of the steel industry’s process system, the steel industry is still the main battlefield in China’s carbon emission reduction. The ironmaking process accounts for the largest proportion of energy consumption and emissions in the entire process of iron and steel smelting. Annual CO2 emissions of the iron and steel industry account for 6.7% of total global emissions, of which the energy consumption and emissions of the ironmaking system account for the total energy consumption of the entire iron and steel process, facing the important challenge of saving energy and emission reduction. To adapt to the trend and realize the transformation and upgrading of the ironmaking industry, various processes of the ironmaking industry have made great efforts in reform and innovation in recent years. This article introduces the new technology of sintering pellet quality improvement and consumption reduction from the aspects of new ironmaking technology and basic theoretical research, analysis of coke behavior in the blast furnace, blast furnace clean fuel injection technology, blast furnace longevity technology, blast furnace ironmaking data modeling technology, and metallurgical dust and mud reprocessing technology. Starting from basic research, the new ironmaking technology with the most potential is proposed. Then, under the general background of the current national carbon neutral strategy, the current international non-blast furnace ironmaking technology research progress is reviewed to provide a basis for the development of low-carbon ironmaking in China. Finally, starting from the latest micro-research methods, it introduces the current research progress in the field of ironmaking in the micro-scale, multi-scale comprehensive regulation and control of the mechanism of the blast furnace ironmaking process, and provides ideas for the future development of low-carbon ironmaking.
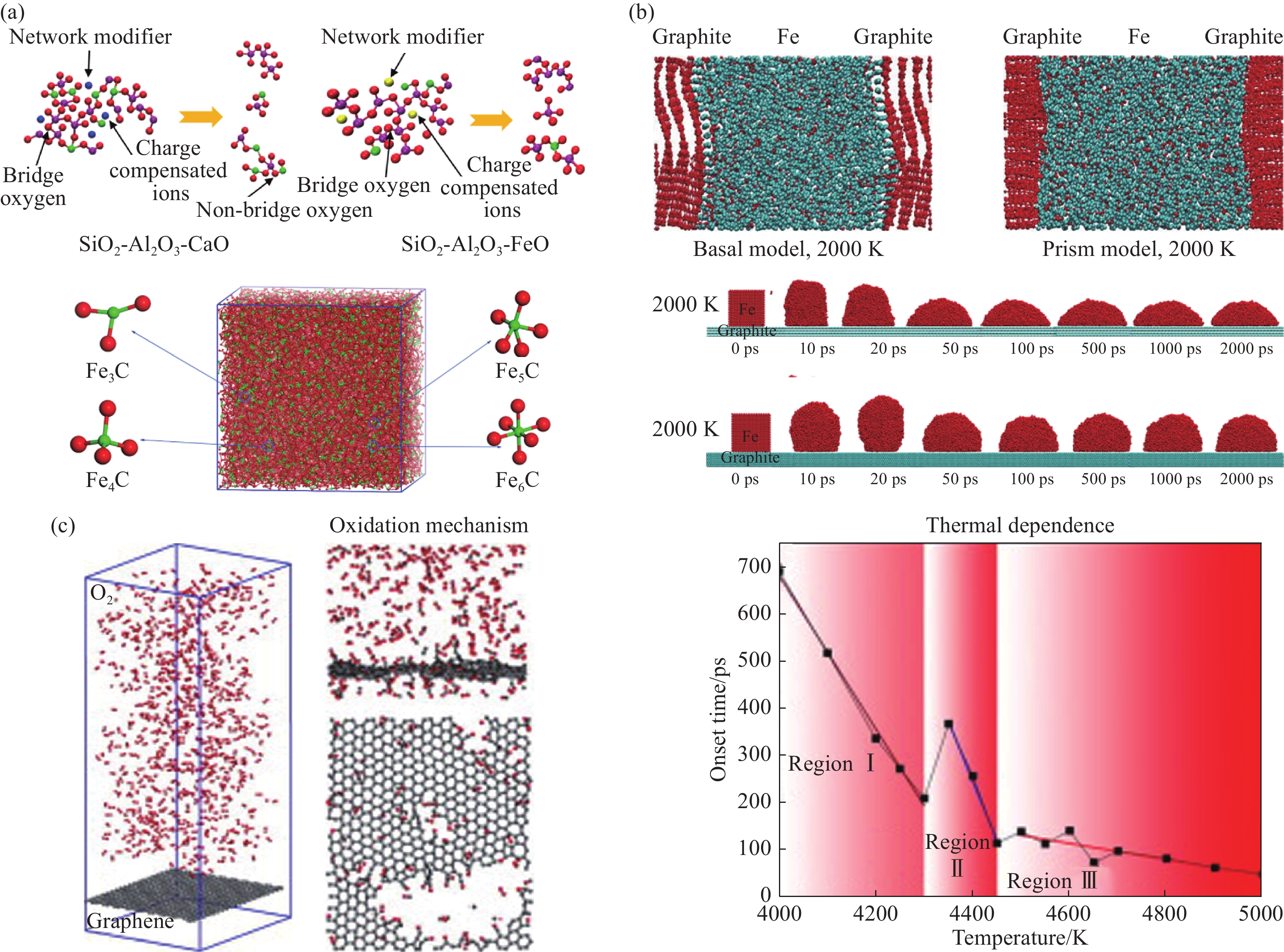
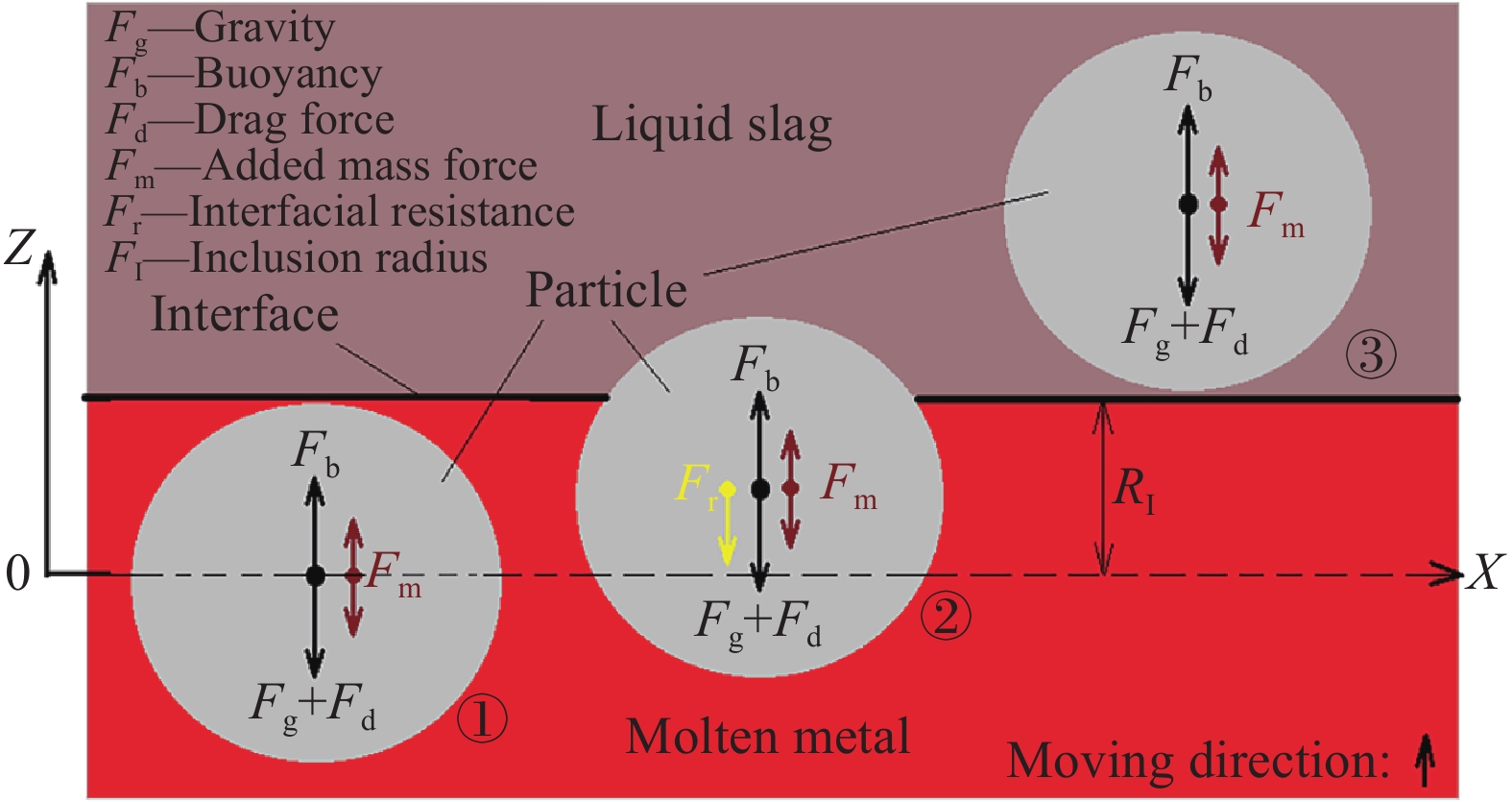
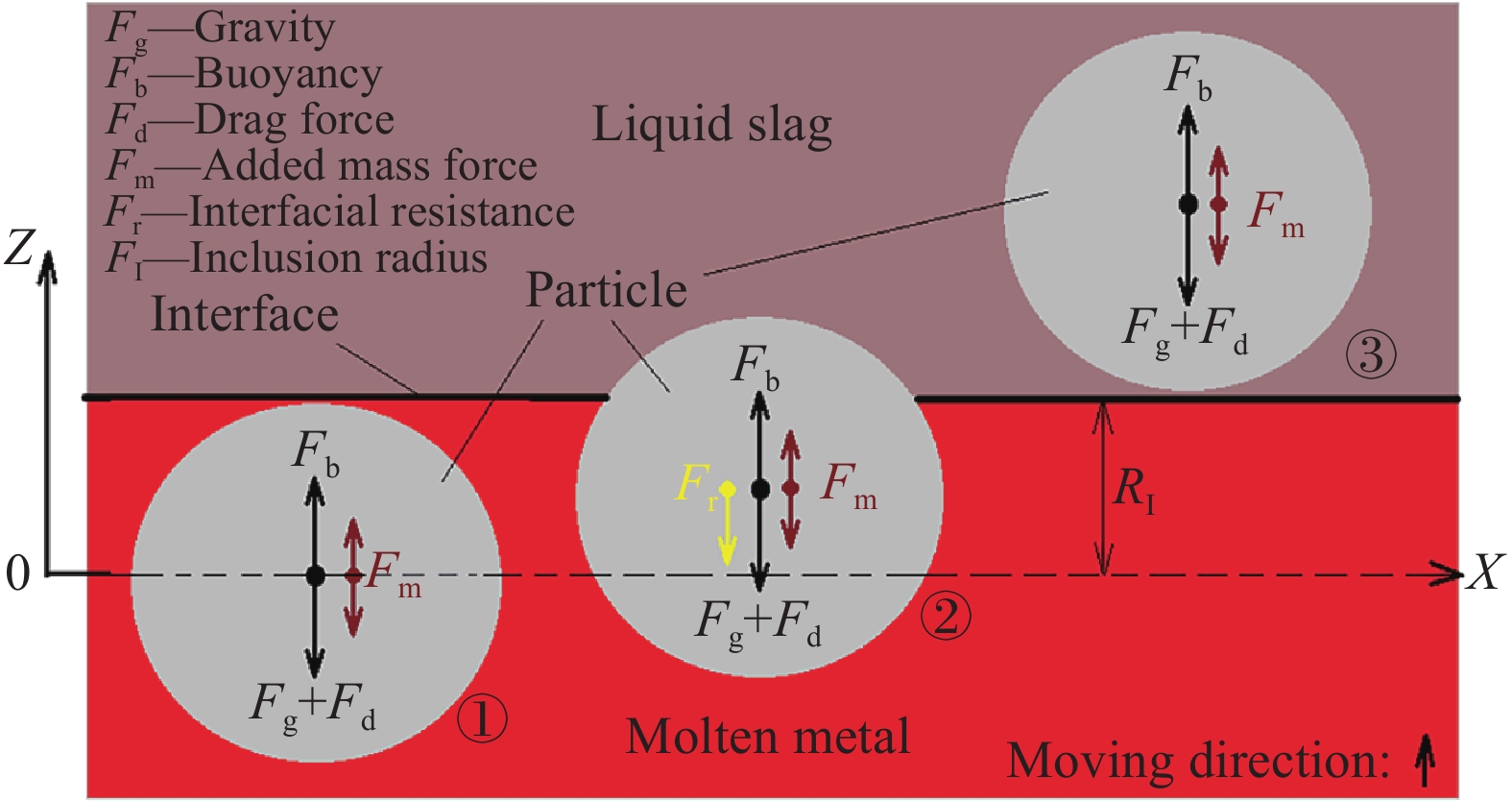
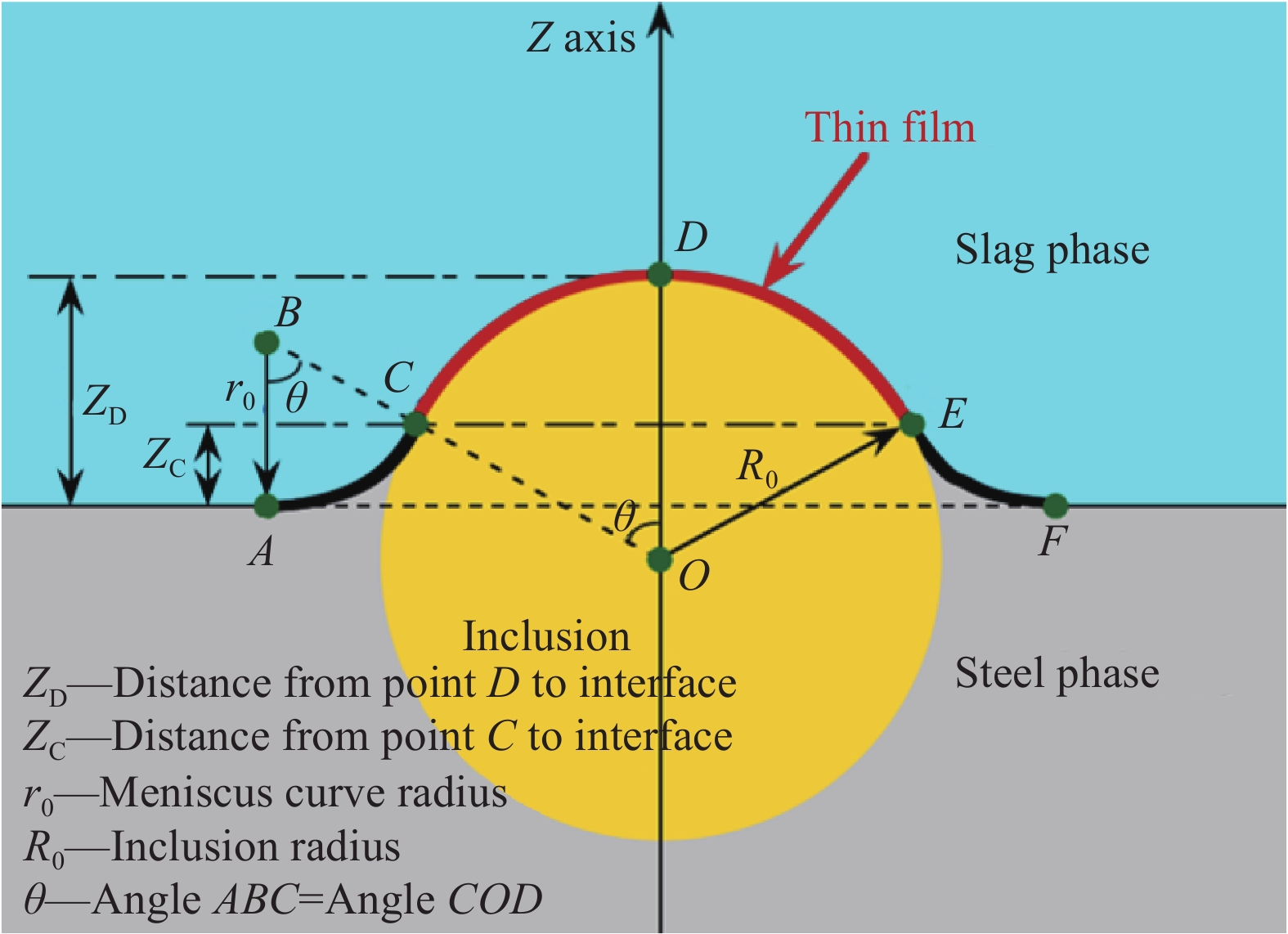
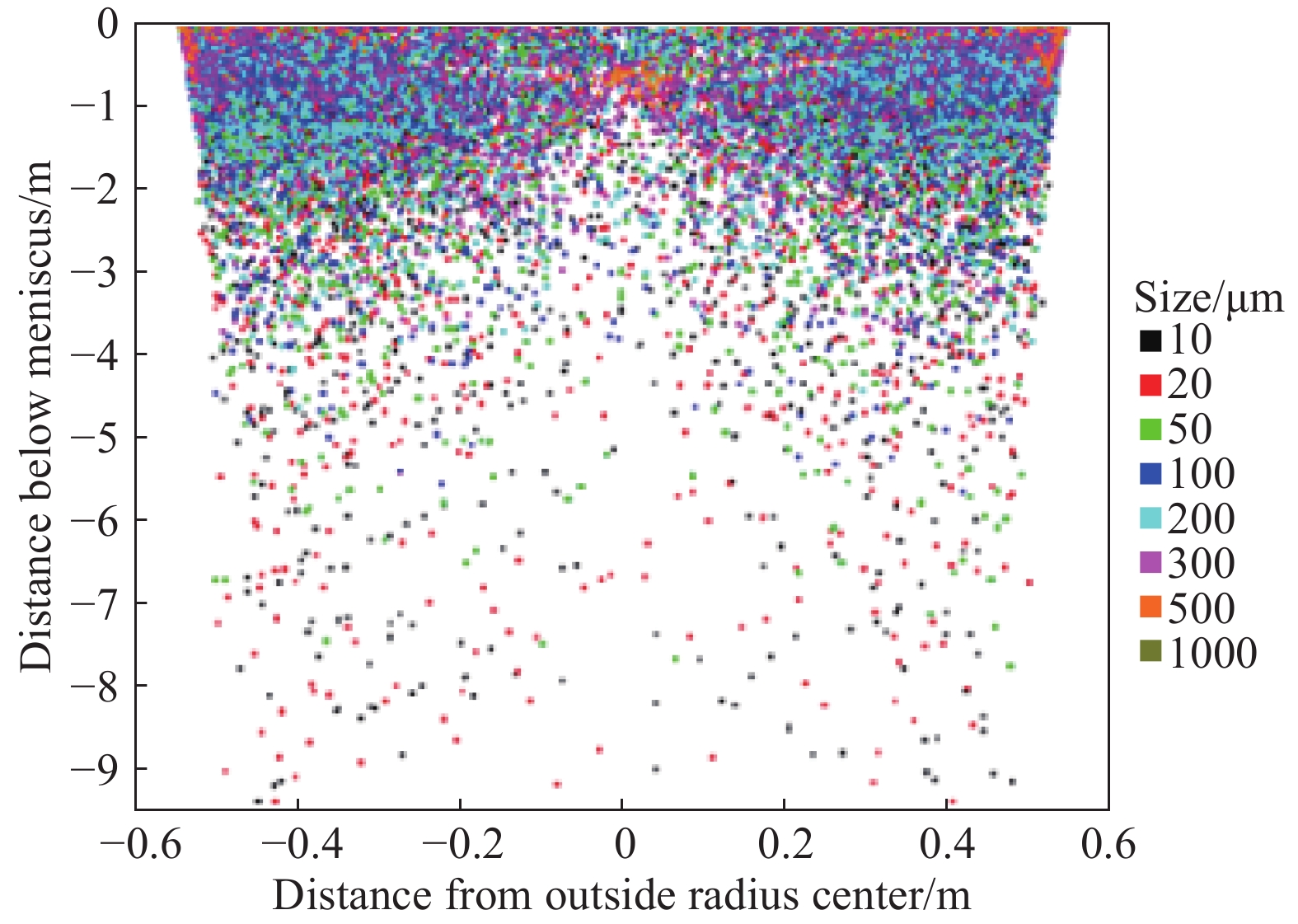
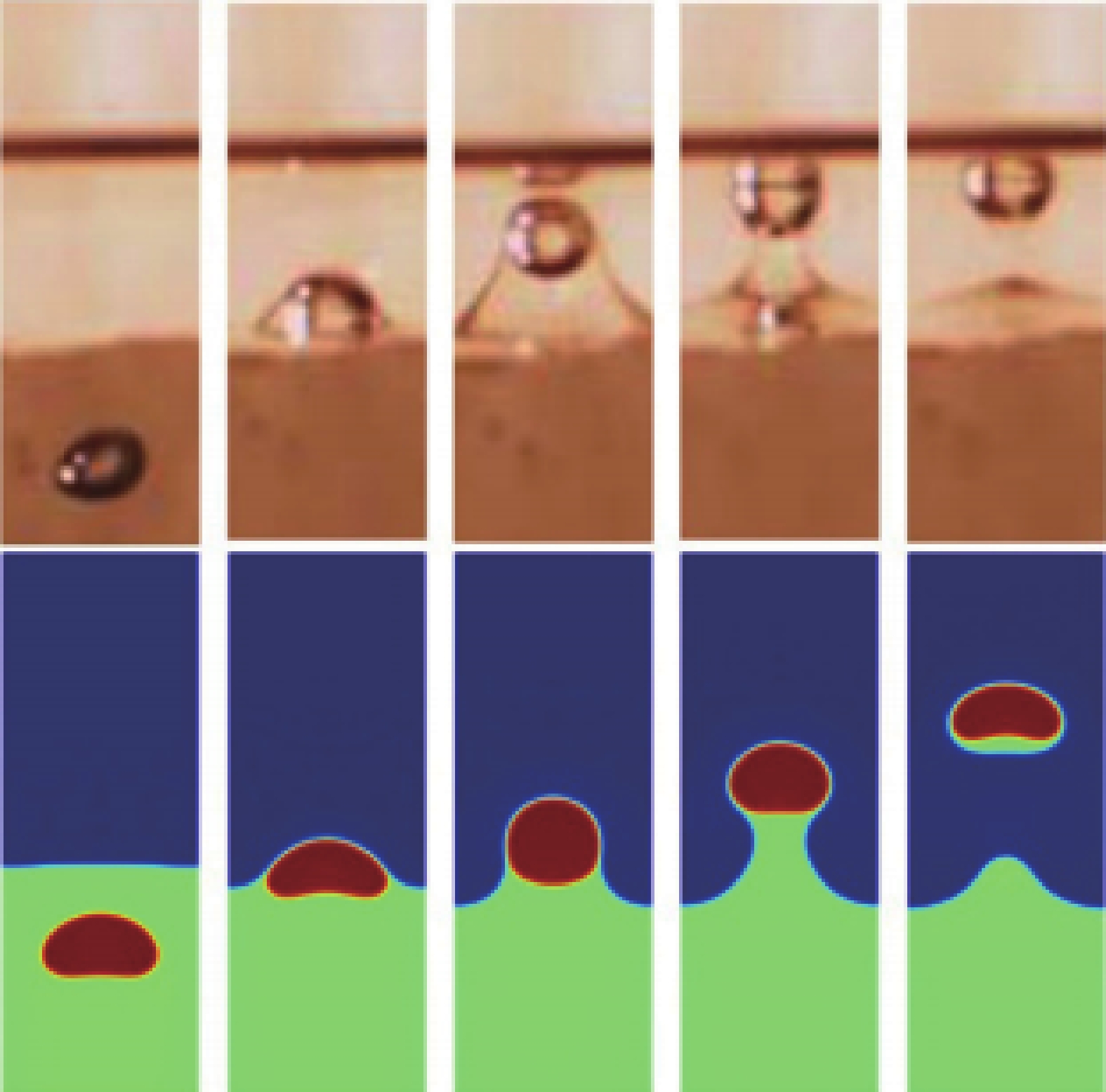
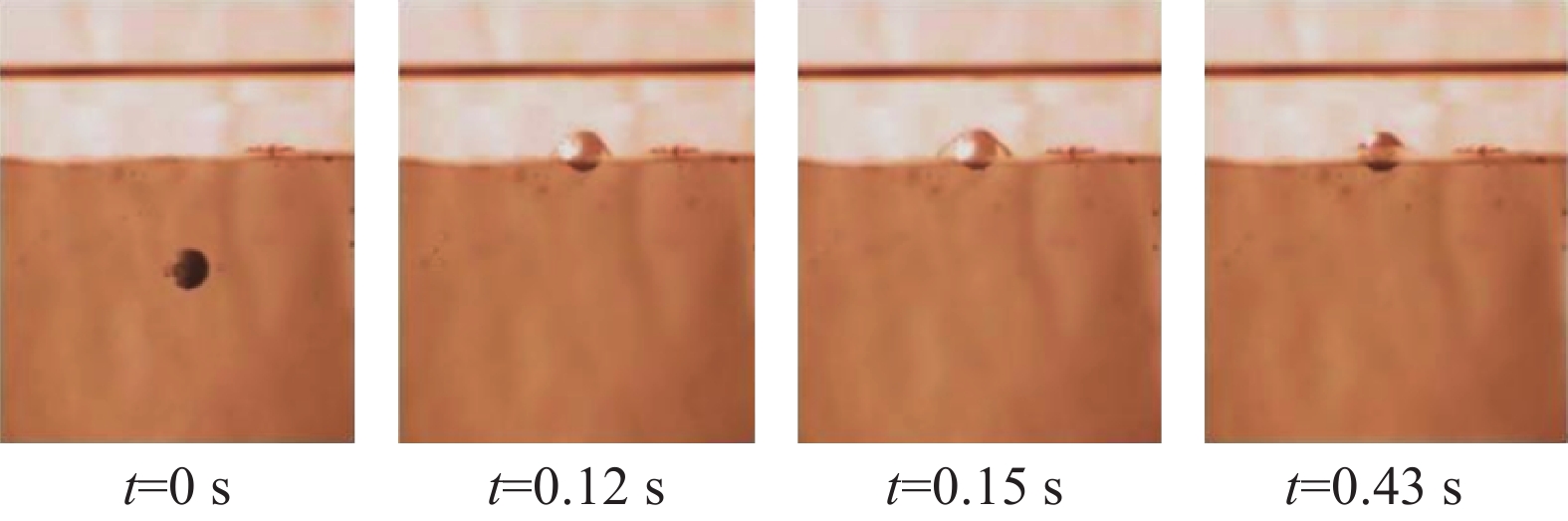
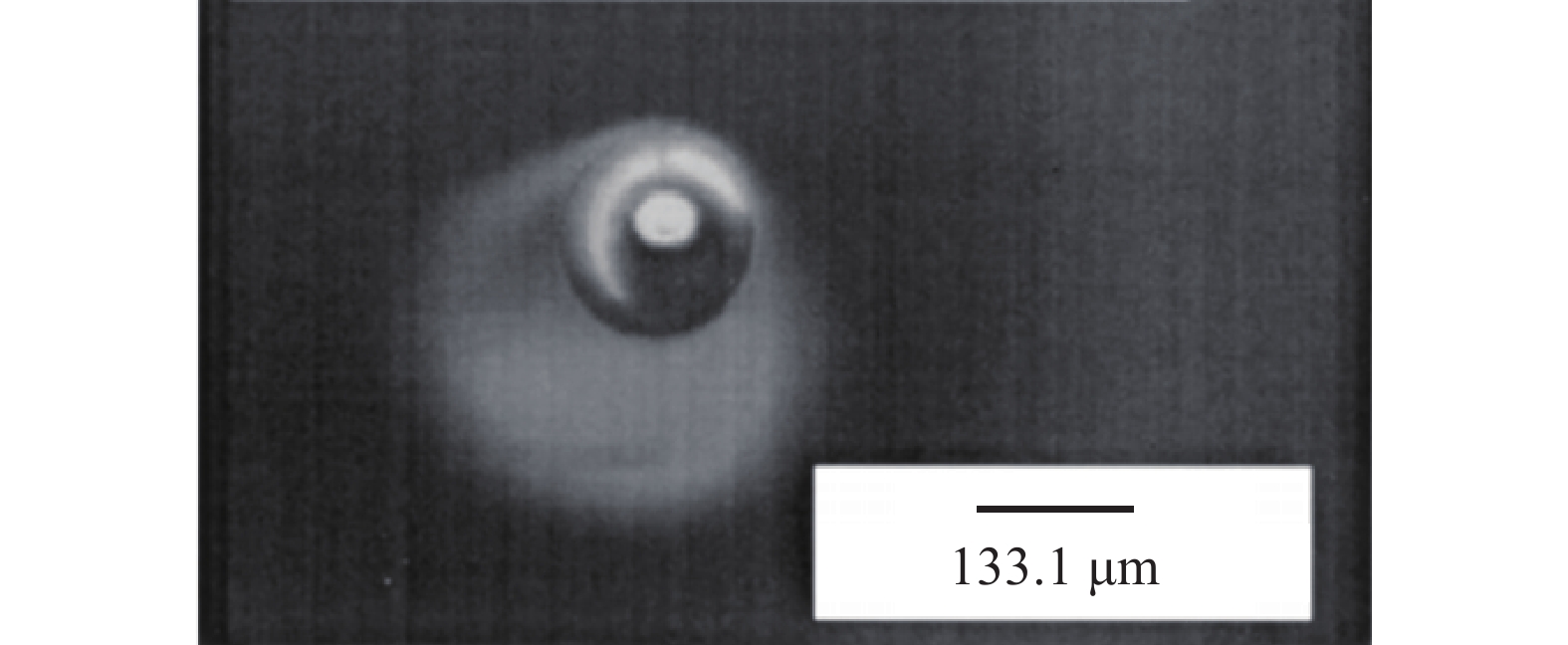
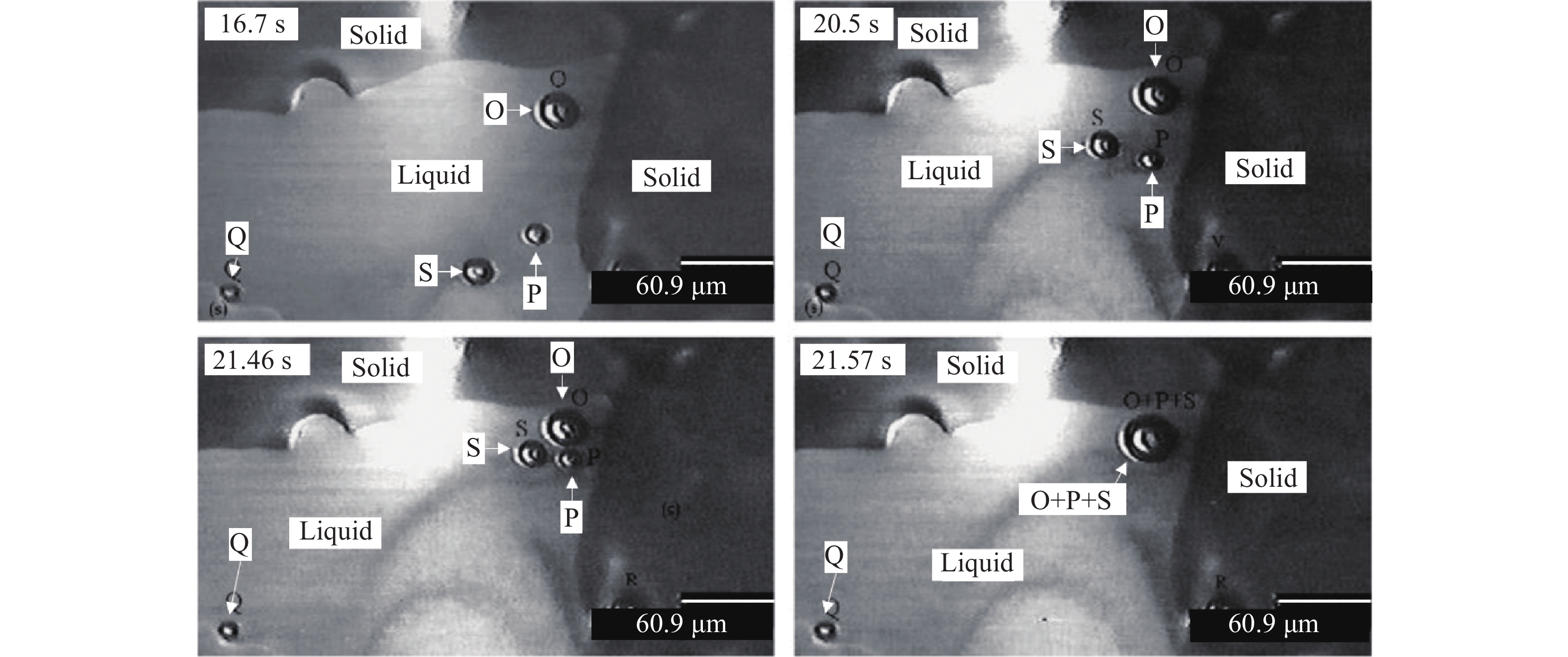
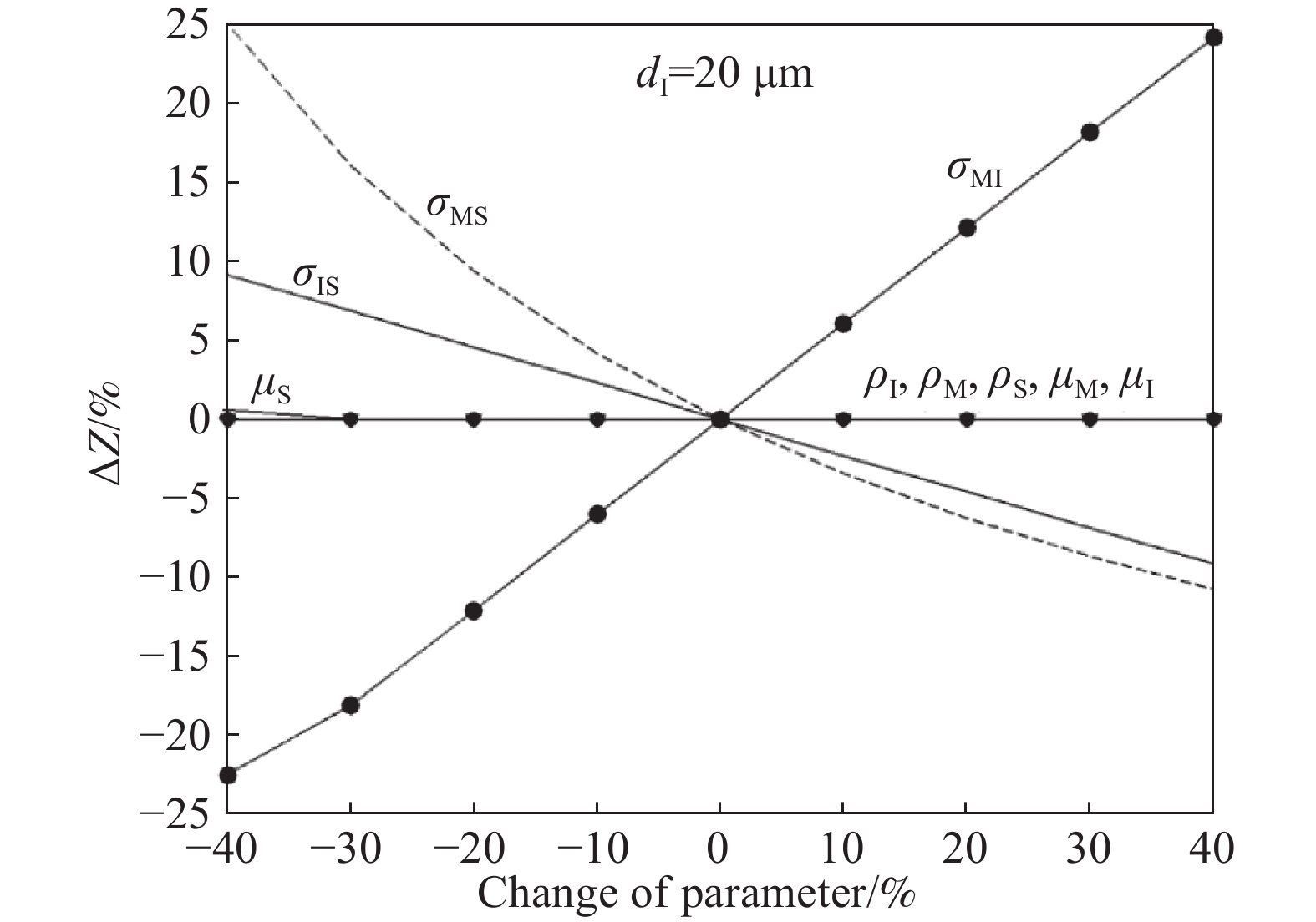
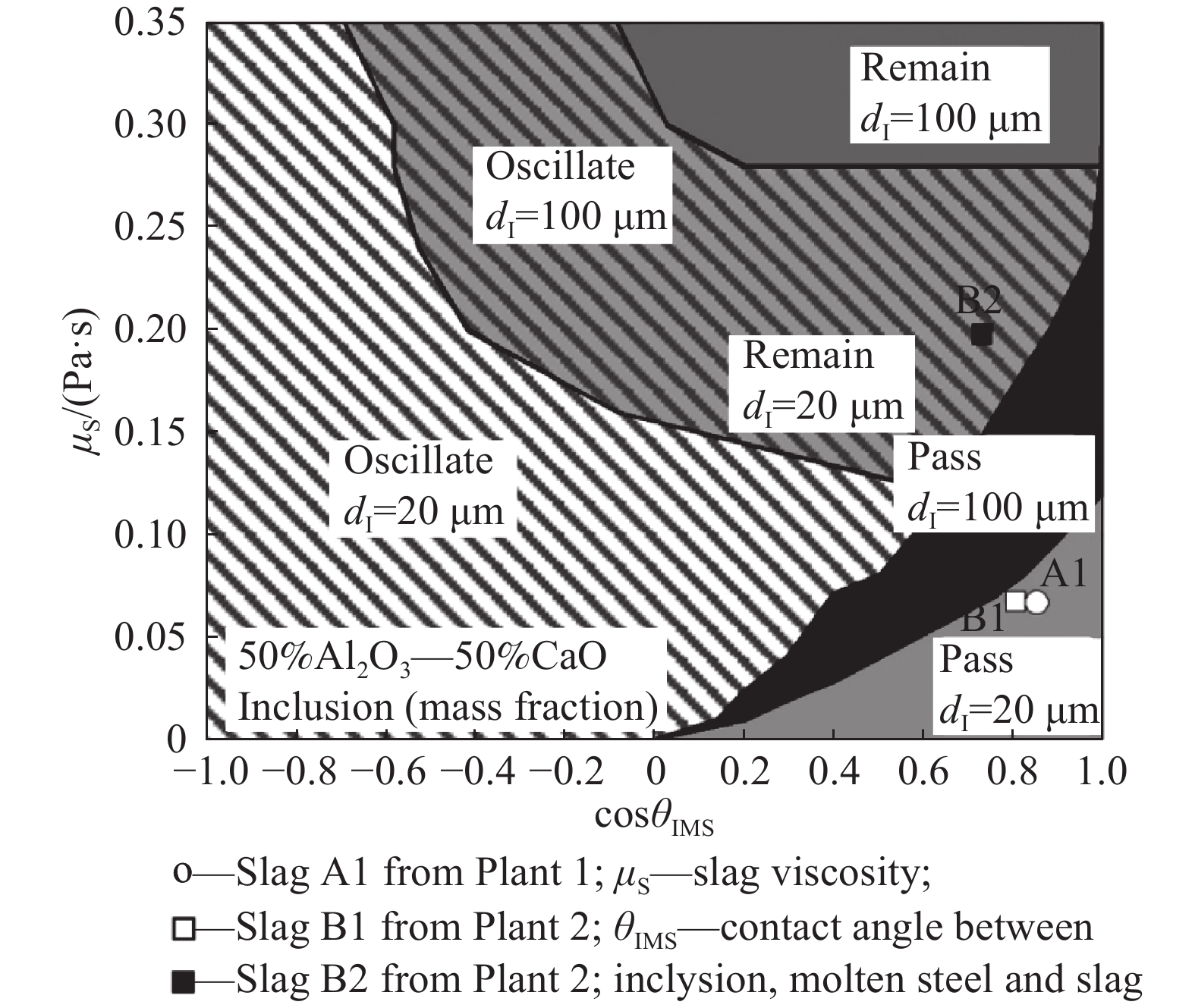
Abstract: The removal of inclusions in steel has always been a hot topic in the field of clean steel, and it is important for improving the quality of steel and guaranteeing product performance. Inclusions in steel are mainly removed by allowing them to float to the top slag and get absorbed in it. This removal process can be subdivided into three steps: growing up and floating in the molten steel, separation through the steel-slag interface, and dissolution in the liquid slag phase. Owing to the difference in physical properties of a steel-slag system and its interfacial characteristics, incompatible inclusions cannot be separated by crossing the interface, making this step a key factor for the inclusions’ removal. Moreover, this step occurs with the rapid physical transition of the steel and slag phases along with physical and chemical phenomena in parallel as well as the presence of high temperature, opaqueness, and other characteristics of the impact, making the study more challenging. In recent years, with the advancement of technologies such as numerical simulation and high-temperature equipment, the study of the behavior of inclusions crossing the interface has gradually increased. The classical force analysis model can predict the interfacial behavior of inclusions semiquantitatively and has a certain guidance role for slag system optimization. The computational fluid dynamics (CFD) model has advantages in the study of interfacial phenomena of inclusions, but it is still in the early stage of research. In the future, it is expected to expand to a larger scale, including more behavior scenarios and phase states. The combination of water and numerical models is an effective method to study interfacial behavior. The simulation results at a microscopic scale will be further extended with the advancement of experimental technology in the future. The high-temperature confocal in situ observation is the most direct research method, which is extremely helpful to understand and reveal the interfacial behavior of inclusions. Furthermore, it is expected to reveal the key mechanism of inclusions removal in a more complete and in-depth manner through equipment improvement in the future.
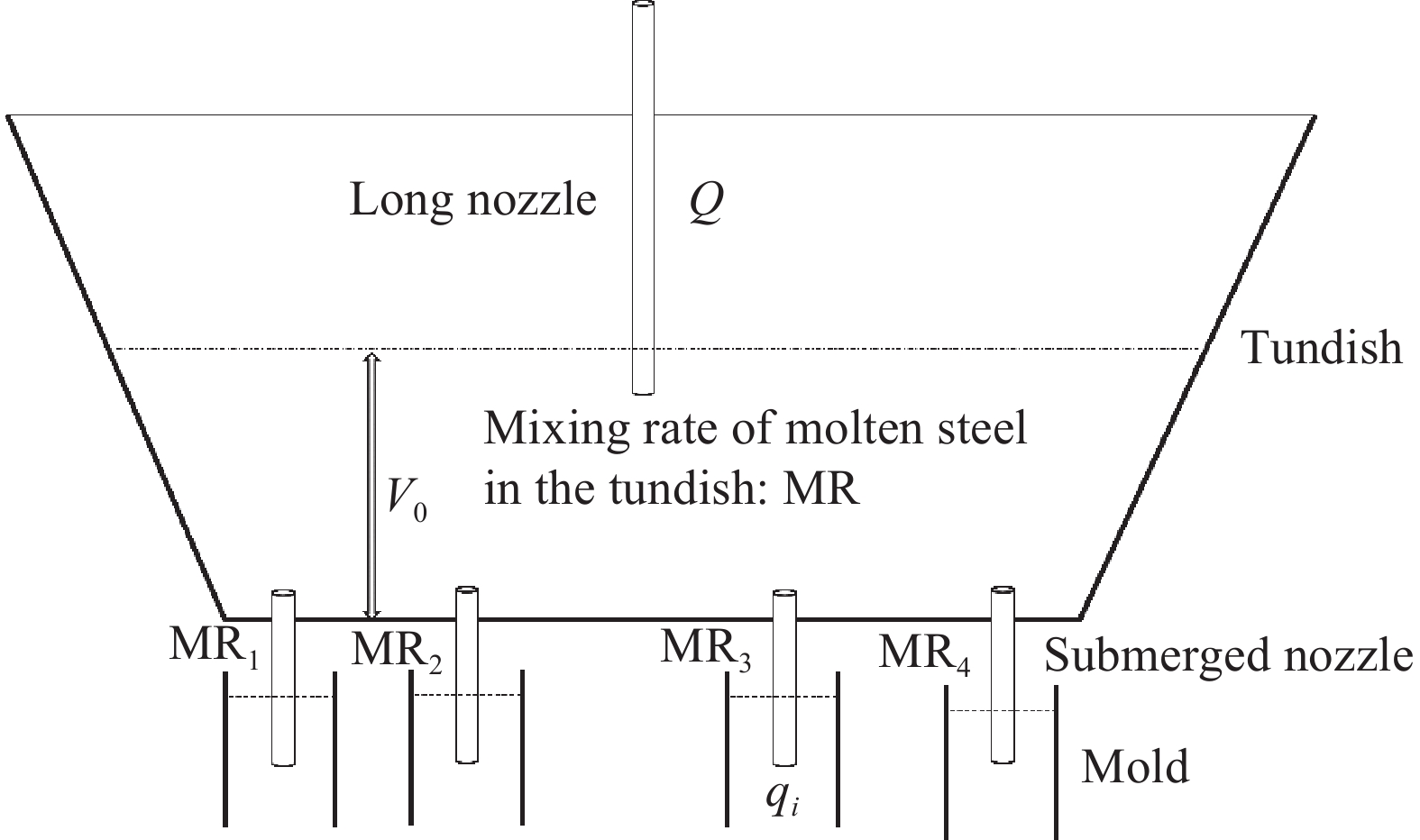
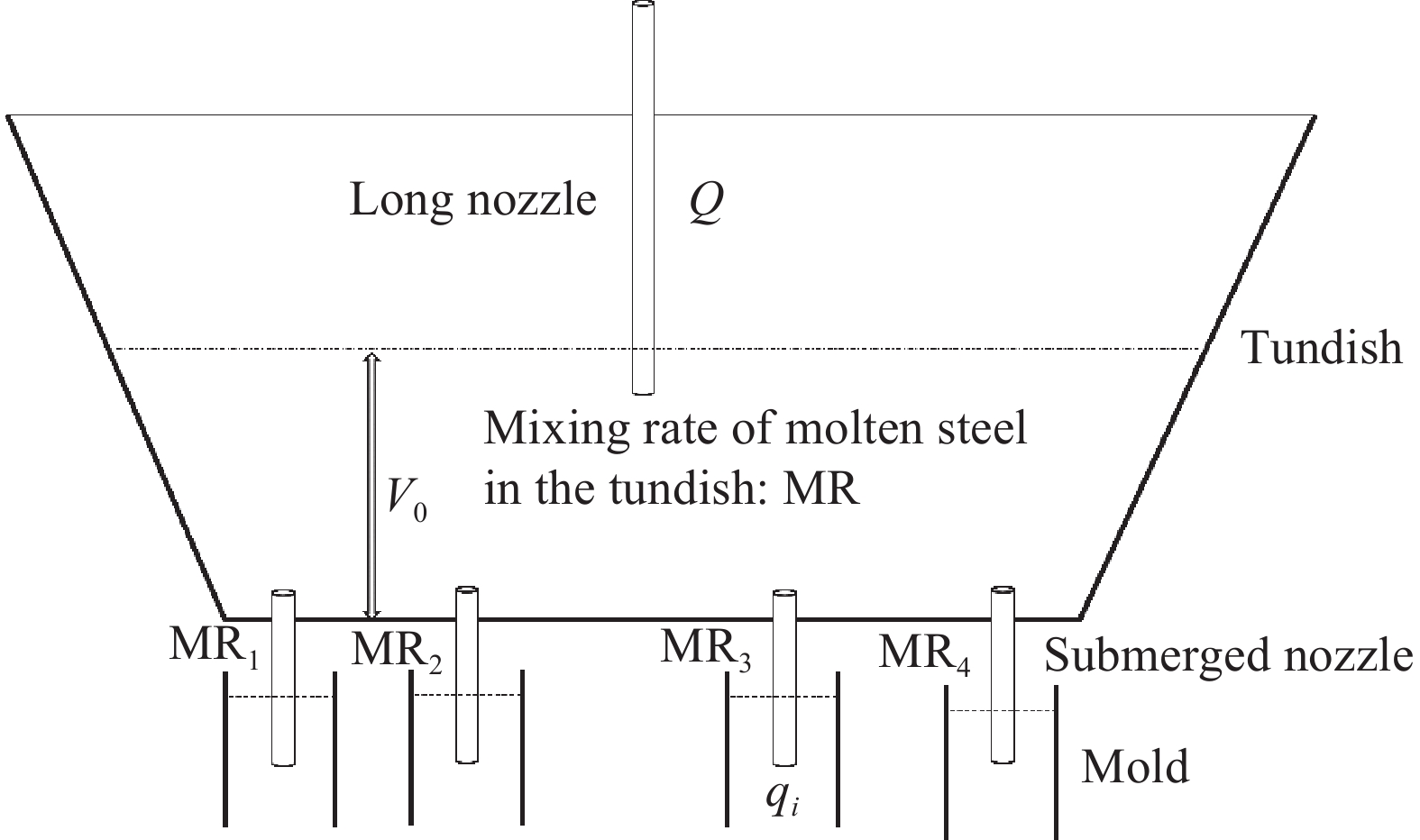
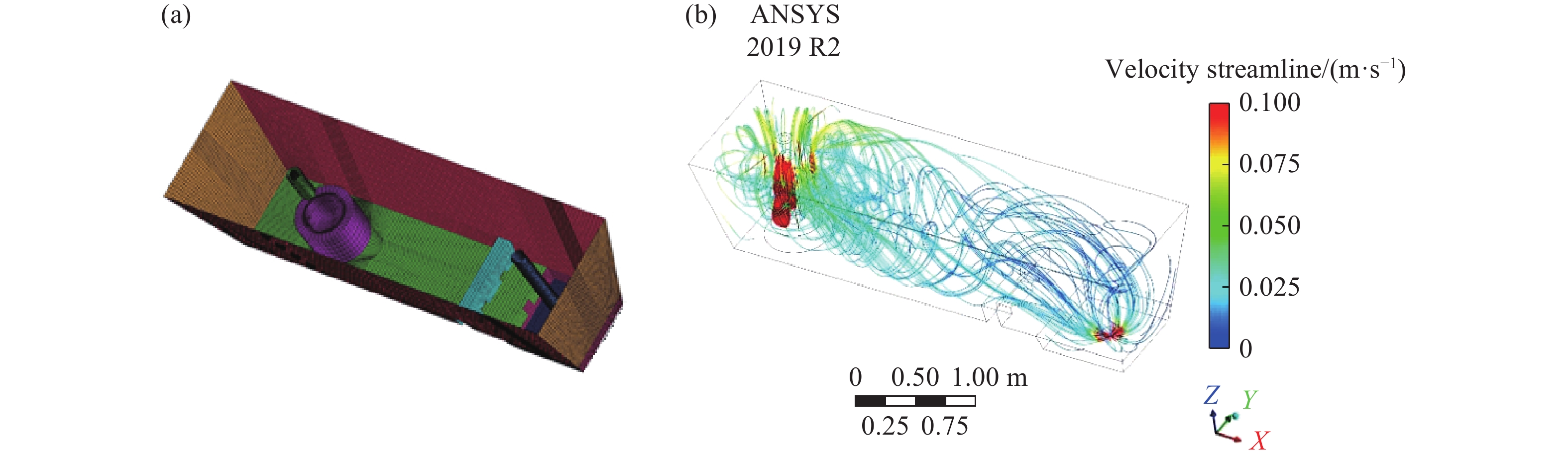
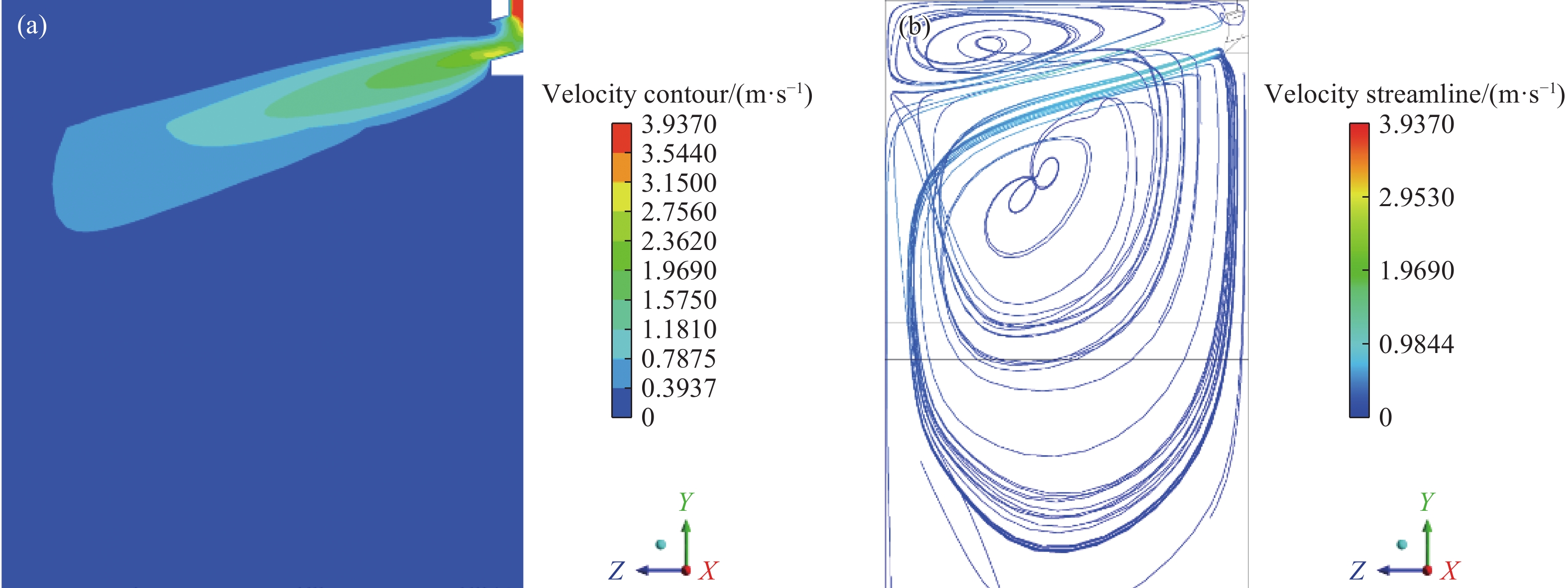
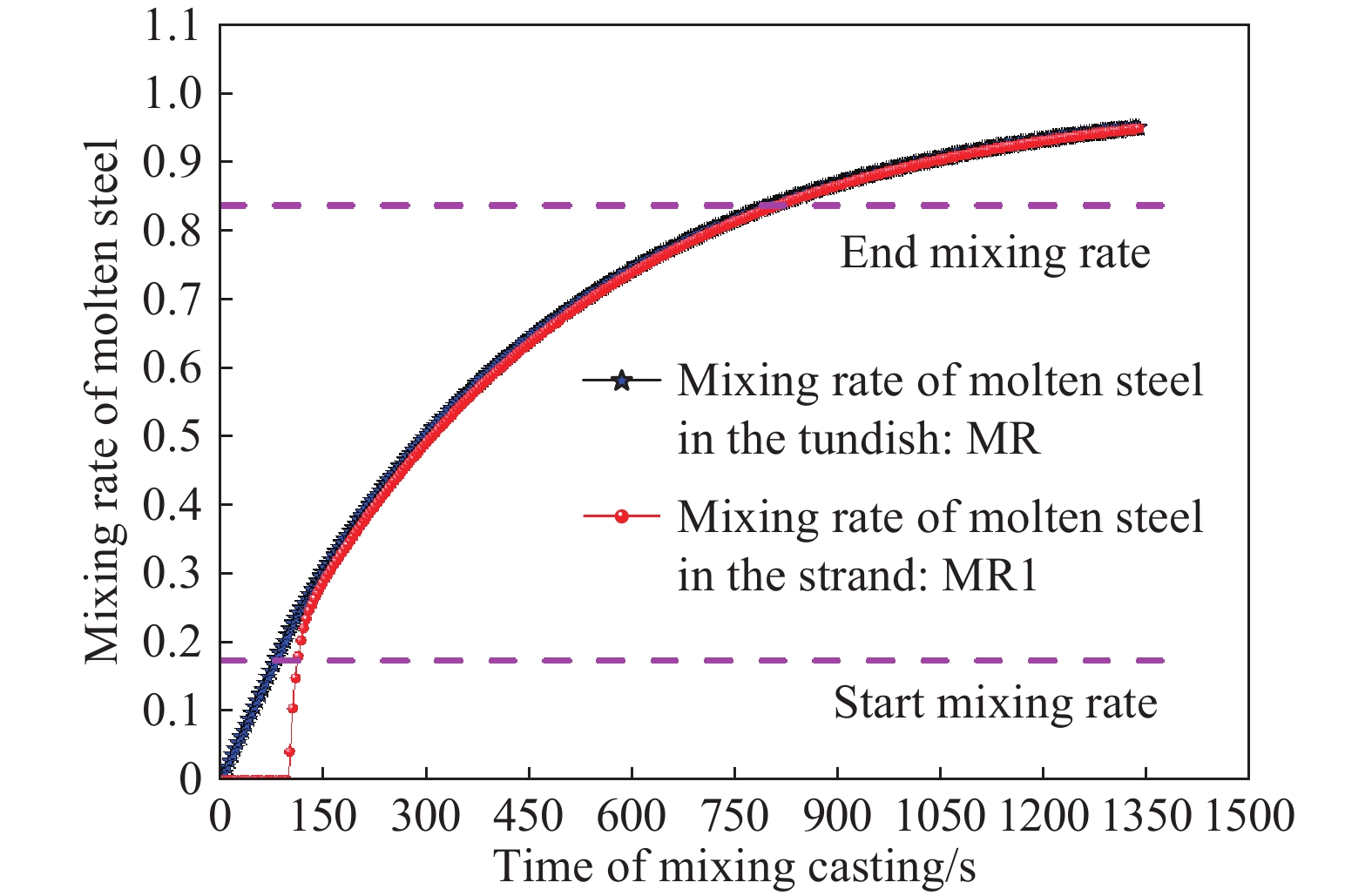
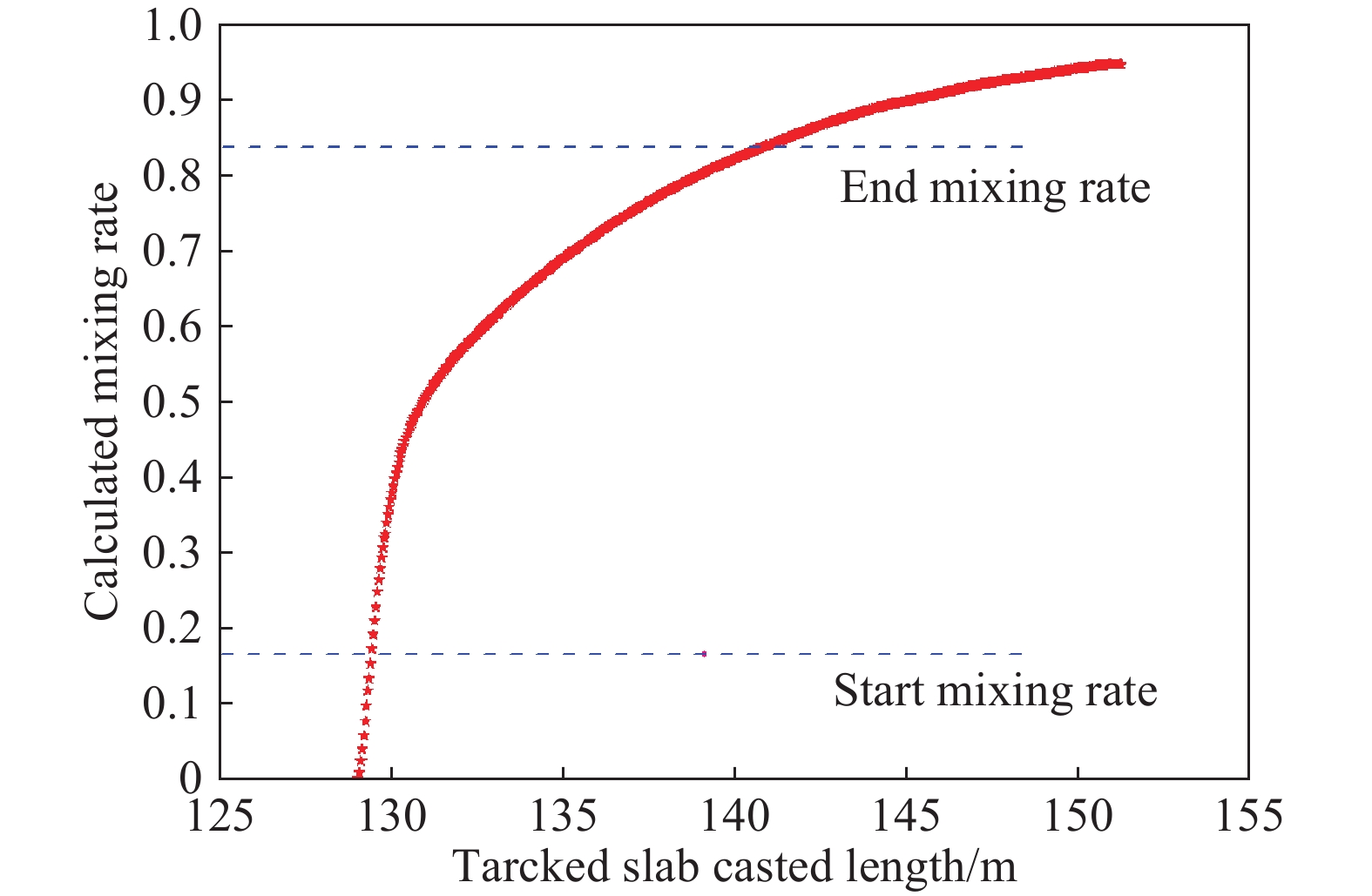
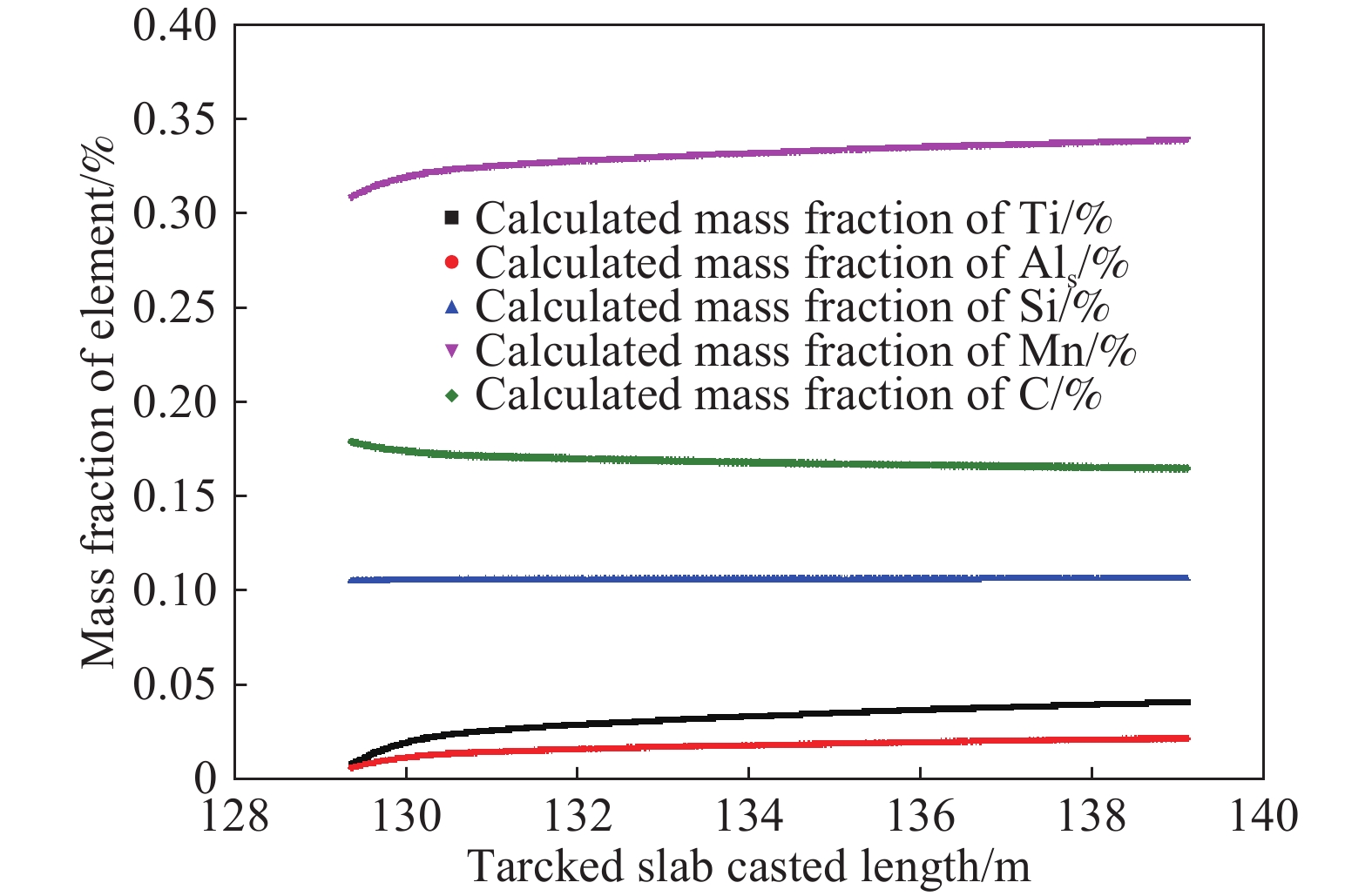
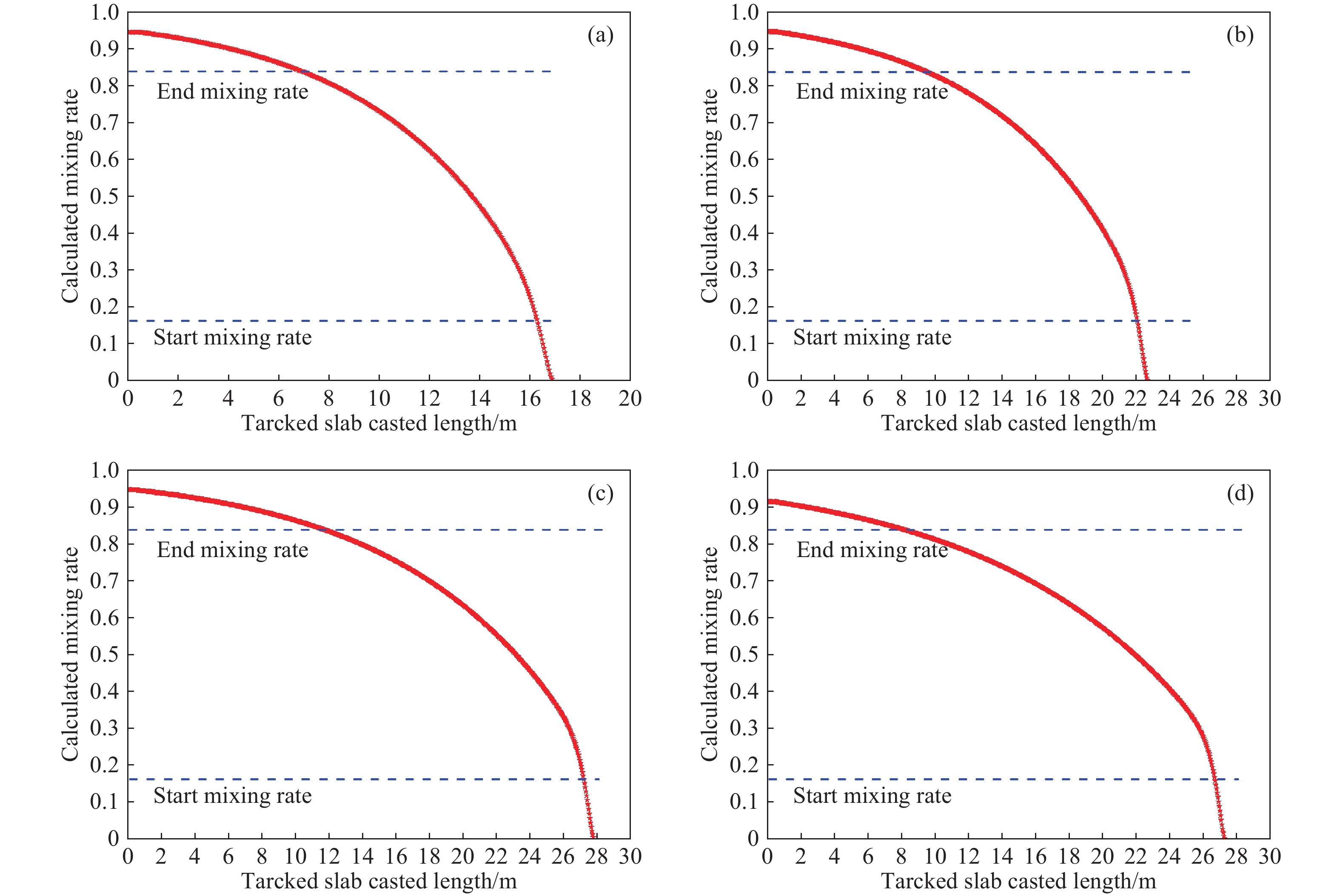
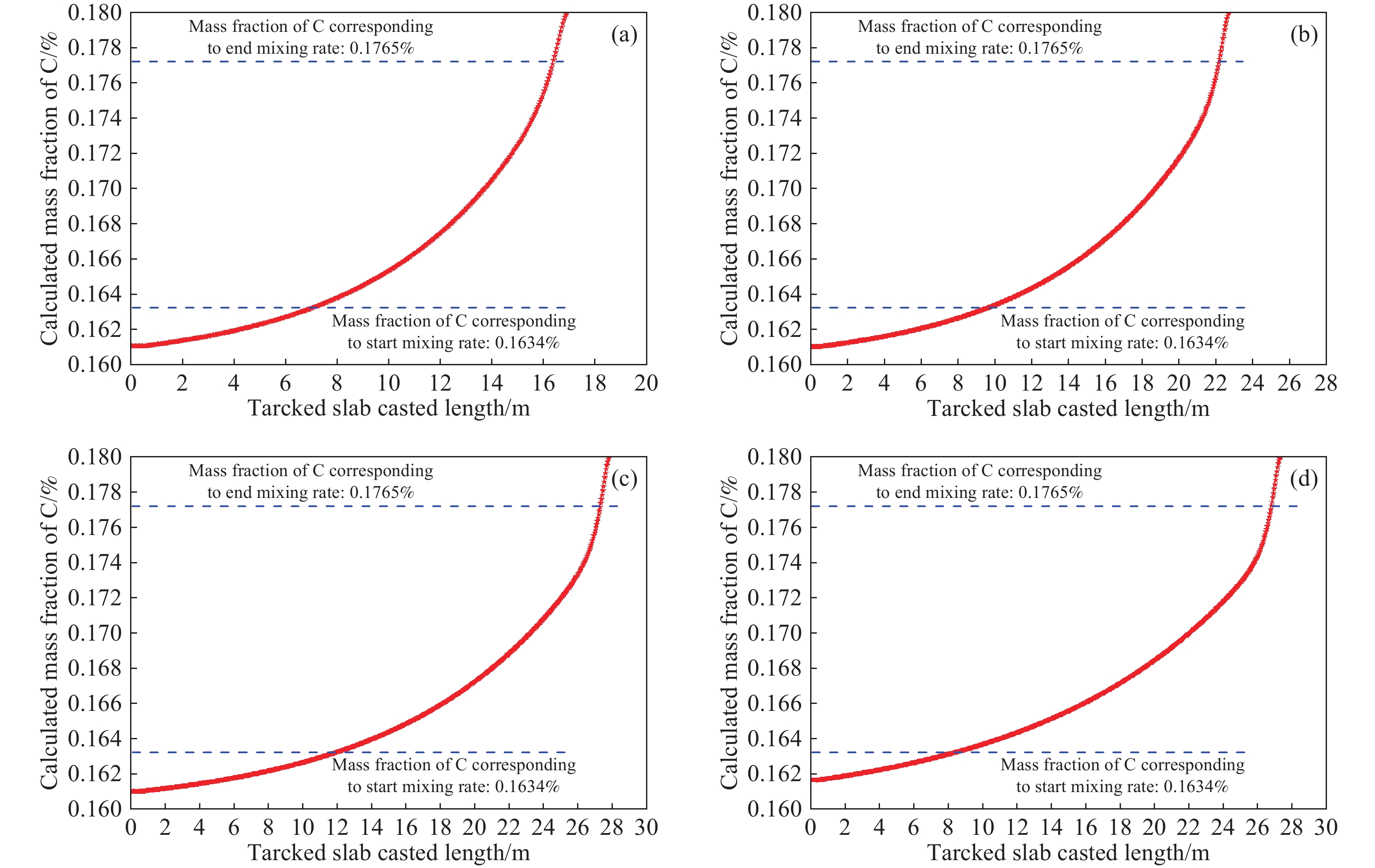
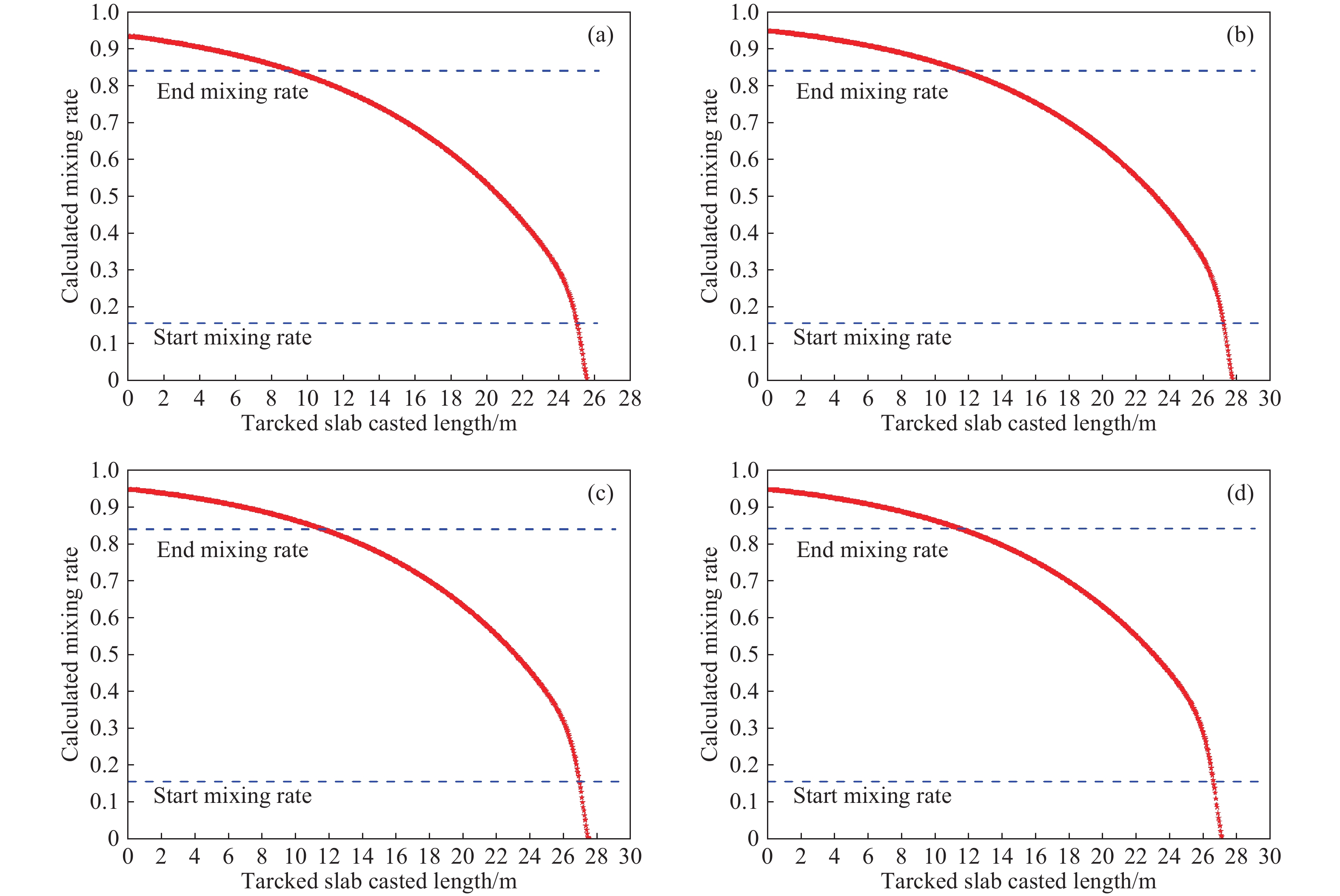
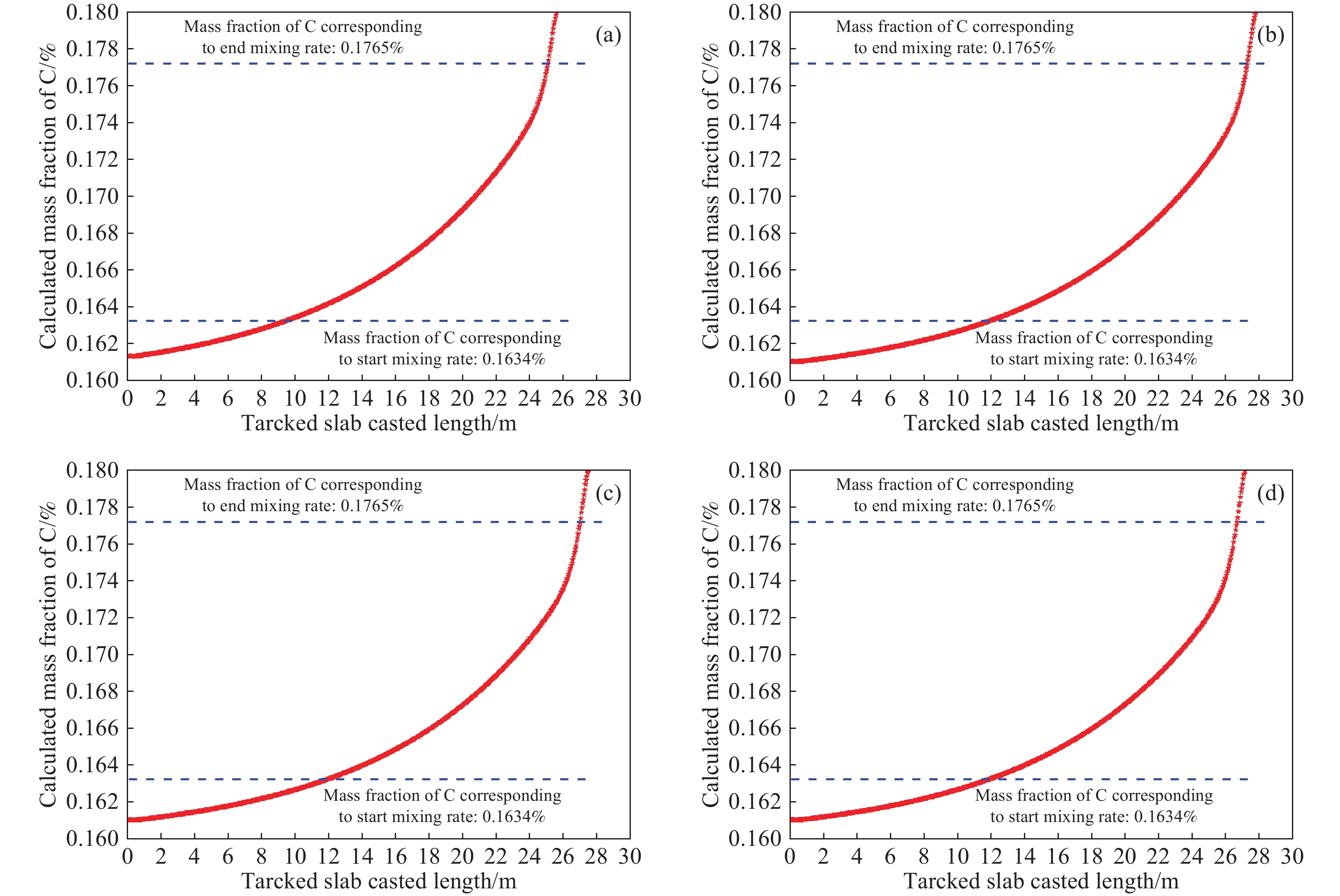
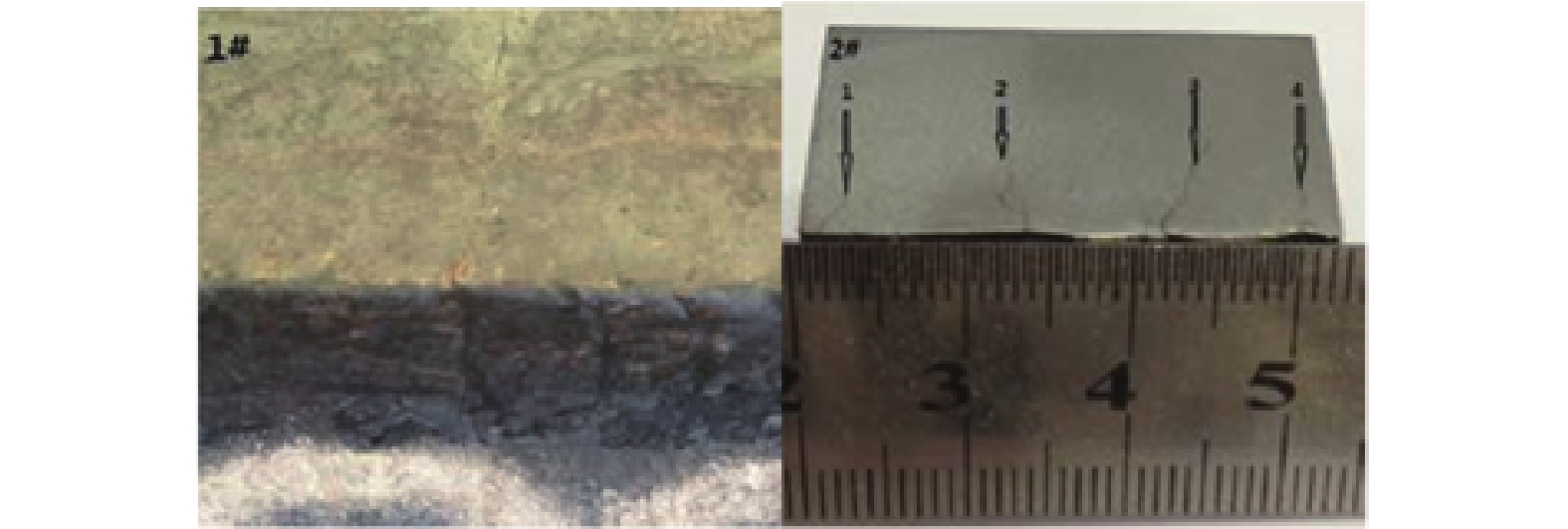
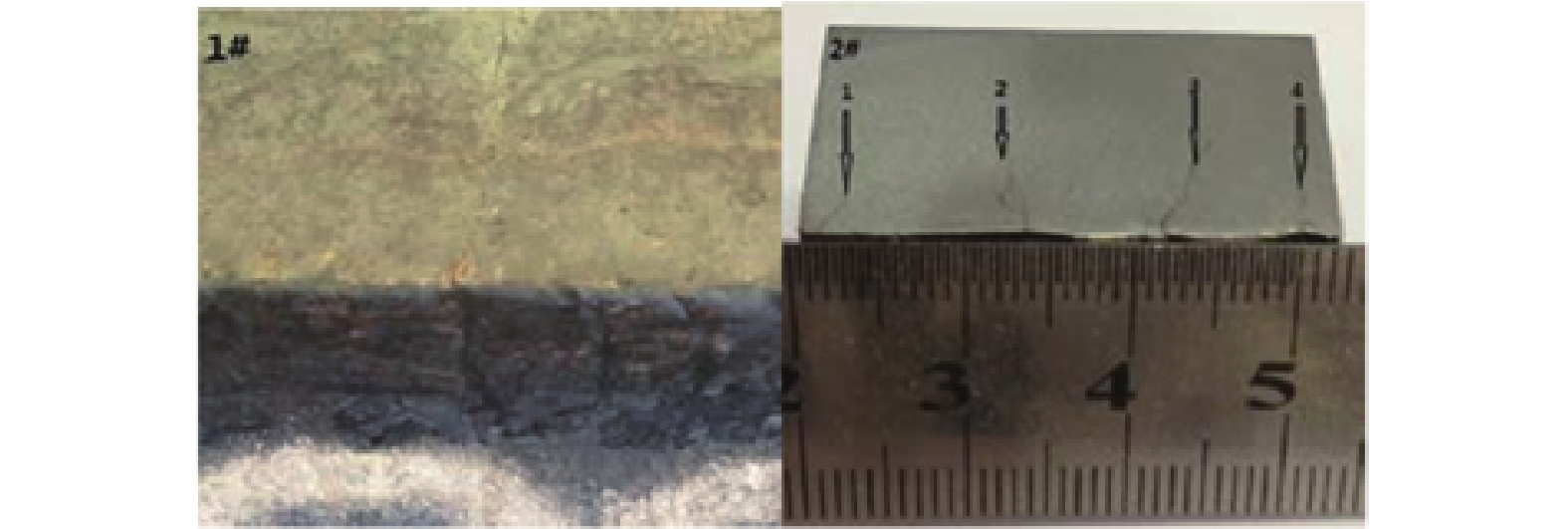
Abstract: Based on a developed physical model during the mixing process in the tundish and the liquid pool of the strand, intermixed length and composition variation model have been established during steel grade changes in the continuous slab casting processes. The research object was the mixing process in the single-strand slab caster during steel grade changes of Q235 and Q335Ti steel with 220 mm × 1560 mm section. Key parameters of the model were determined using the water model test and numerical simulation, and the model was verified through plant tests, which were performed on the slab caster during the grade transition period of continuous casting. Real grade intermixed slabs were produced, and composition distributions were measured and compared. The carbon composition and the length of the intermixed slab predicted using the model were found to be in good agreement with the experimental data. Mixed behaviors in the tundish and strand were tracked using the model under various mixing conditions. In addition, the length and the composition change law of the intermixed slab can be precisely predicted. The effect of casting speed and the remaining molten steel in the tundish on length and the composition change law of the intermixed slab were studied by the model. As the casting speed remains unchanged, the intermixed-slab length increases with more remaining molten steel in the tundish. While the mass of remaining molten steel in the tundish keeps unchanged, the intermixed slab length decreases with more casting speed. In comparison, the remaining molten steel in the tundish has a larger effect on the intermixed slab length than the casting speed. As the mass of the remaining molten steel in the tundish increases with constant casting speed, the rate at which the mass fraction of C changes from 0.16% to 0.18% slows down; While the mass of remaining molten steel in the tundish keeps unchanged, the rate at which the mass fraction of C changes from 0.16% to 0.18% accelerates with an increase in the casting speed. Reducing the mass of the residual molten steel in the tundish and increasing the casting speed in the strand is beneficial for the reduction in the length of the intermixed slab and element composition variation rate. Moreover, the strategy of lowering the liquid level in the tundish and increasing the casting speed simultaneously can be adopted to decrease the intermixed slab length to the greatest extent.
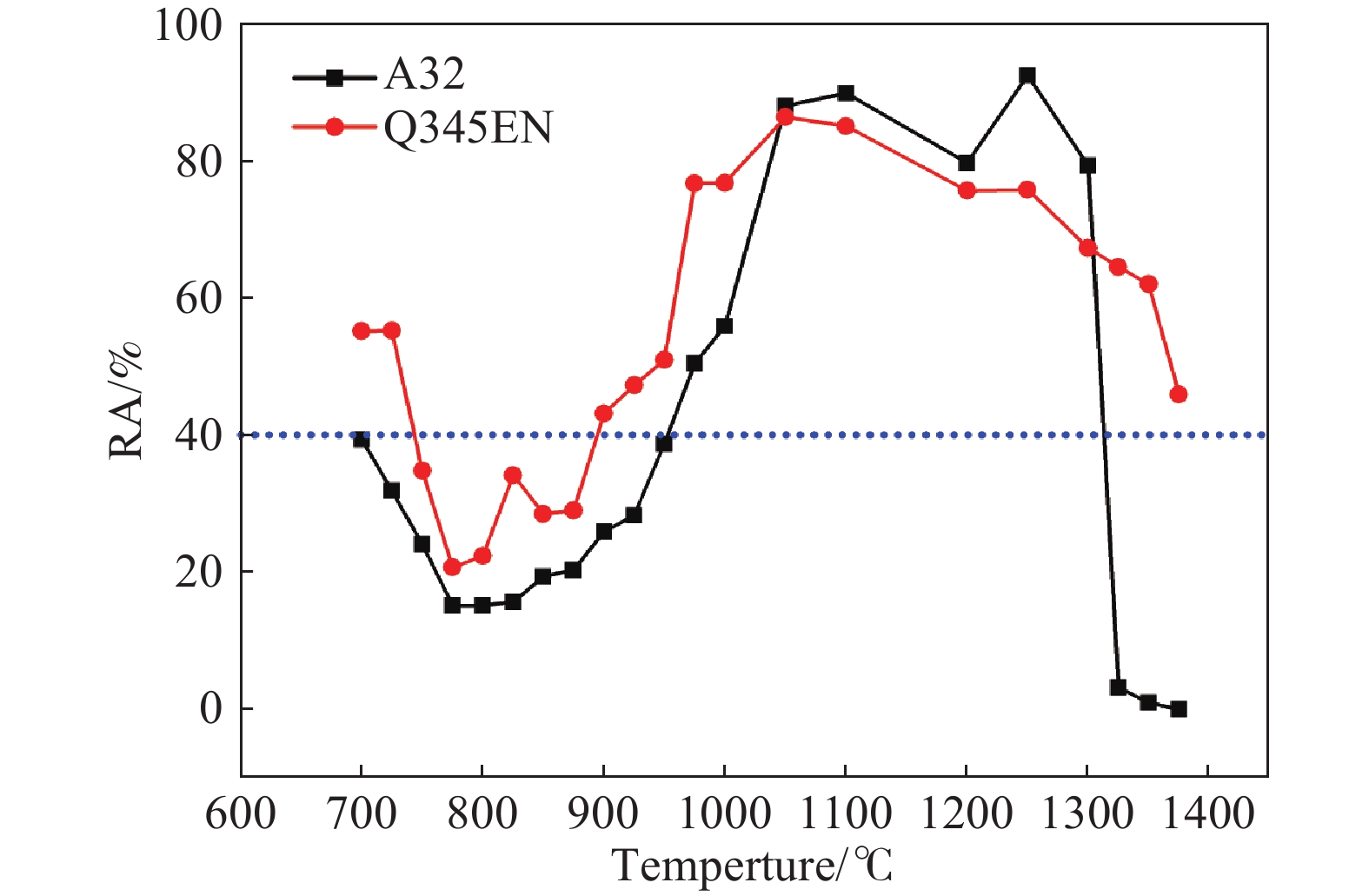
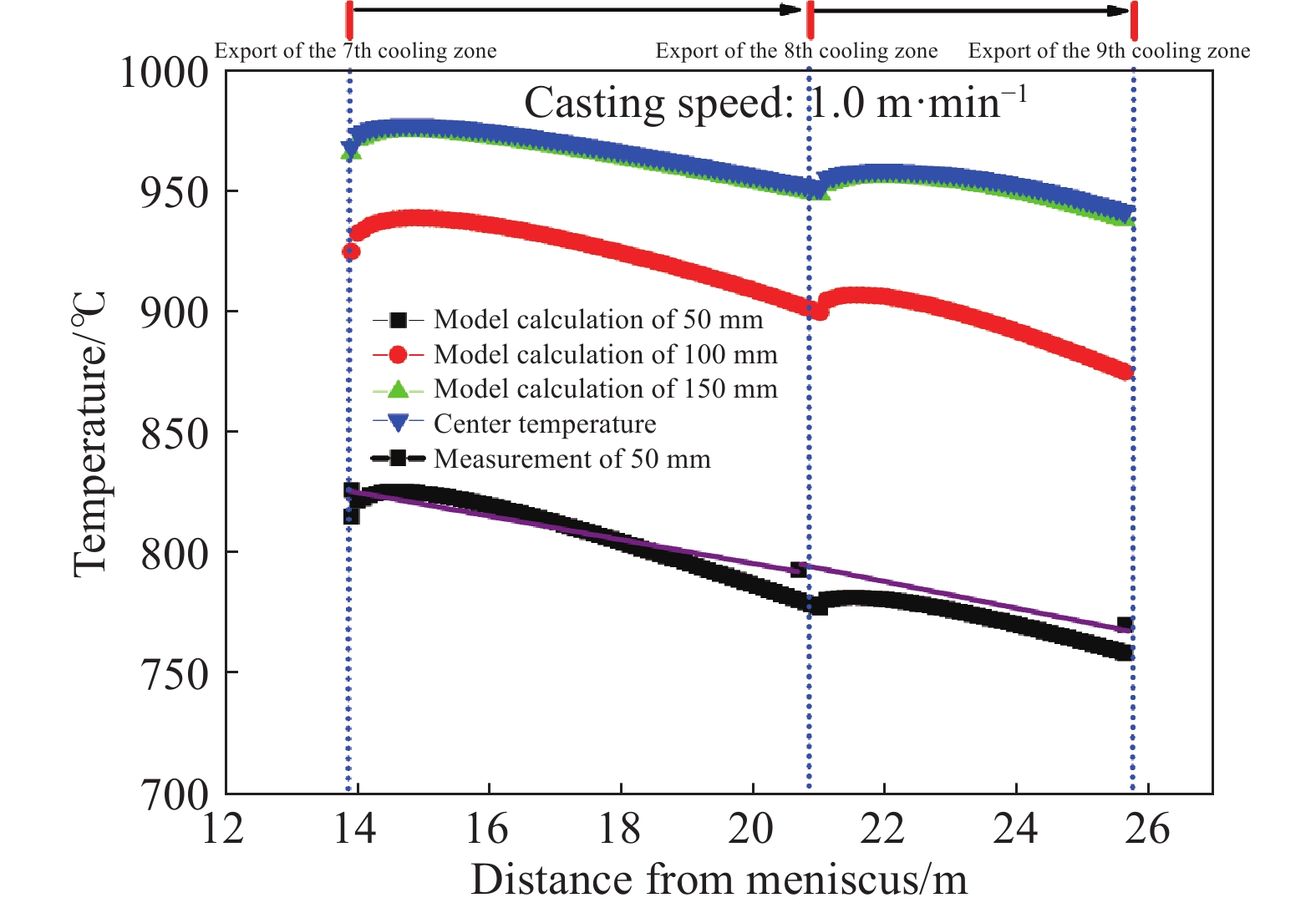
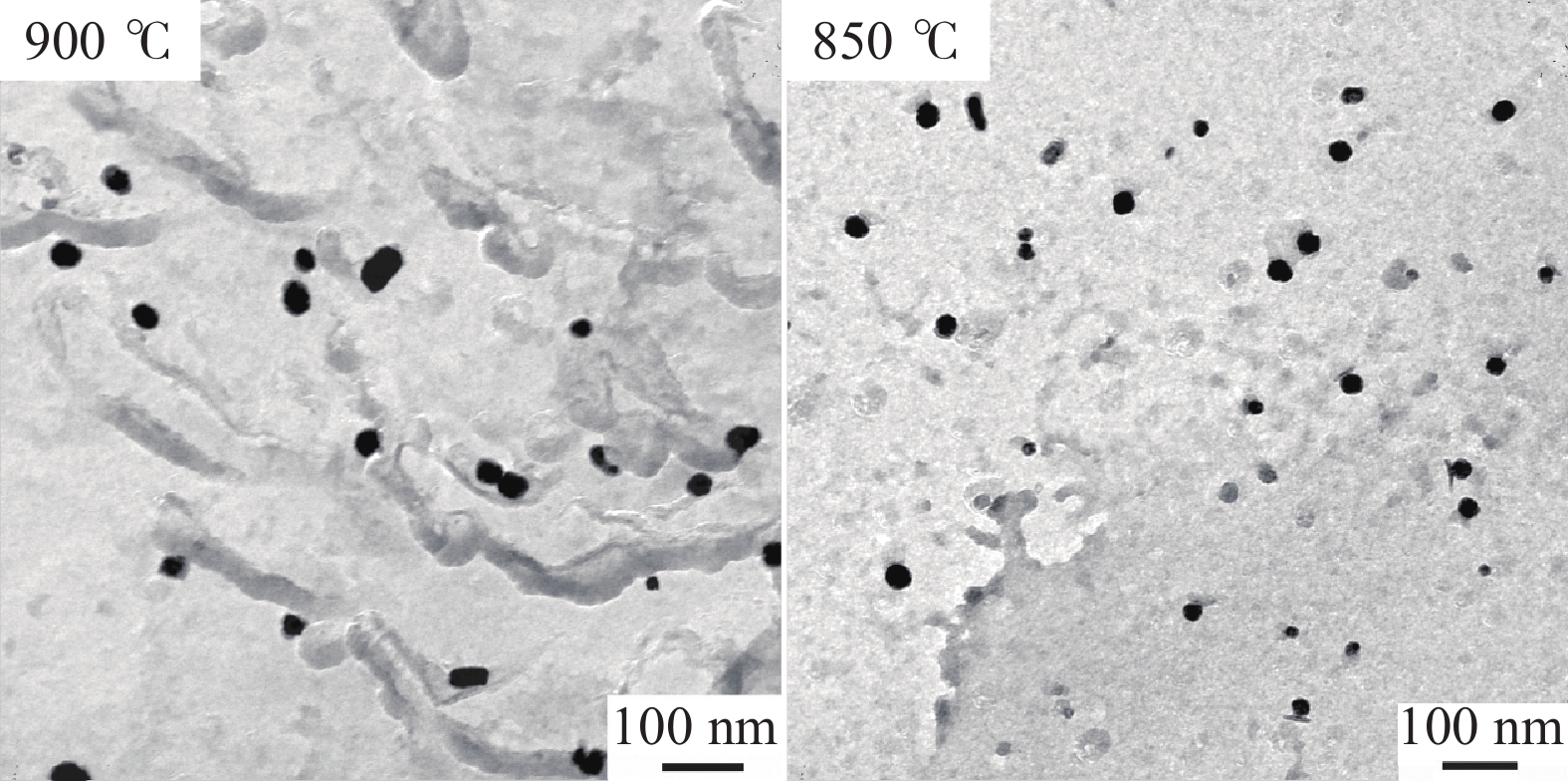
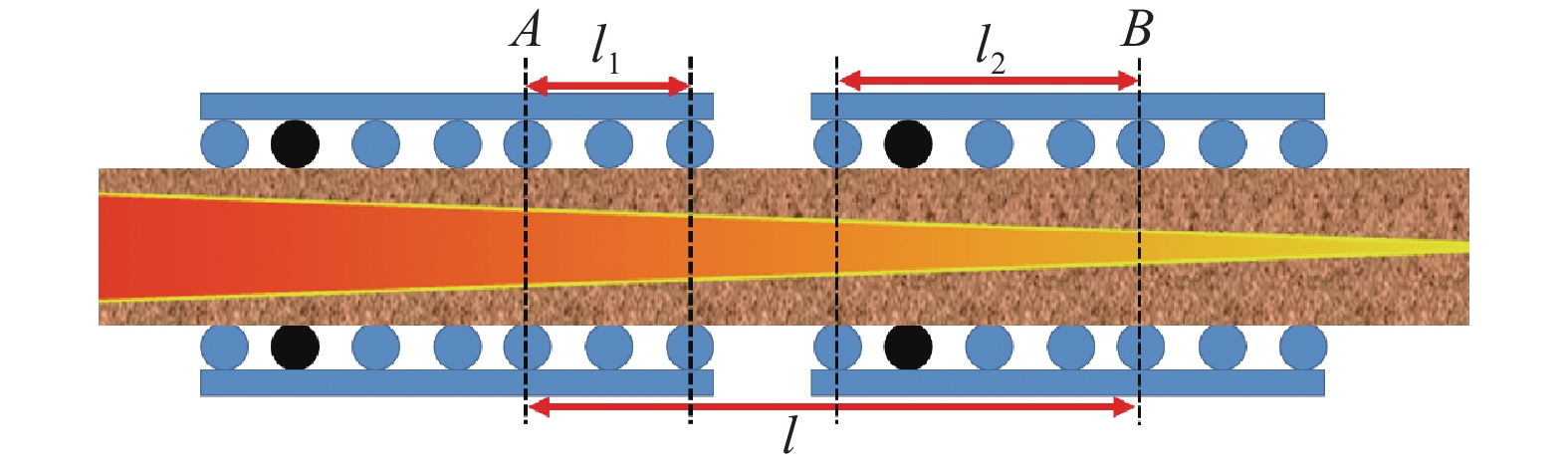
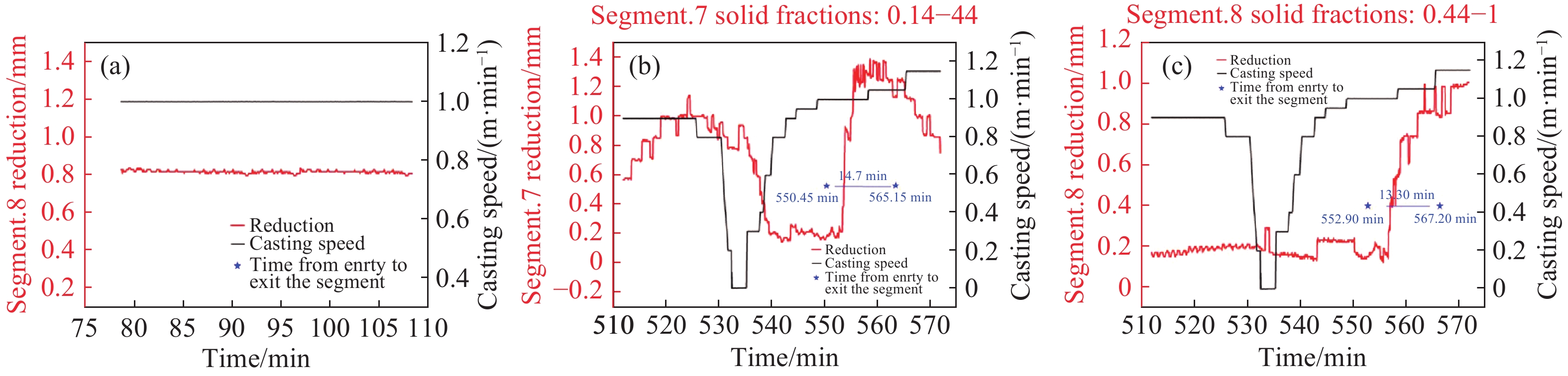
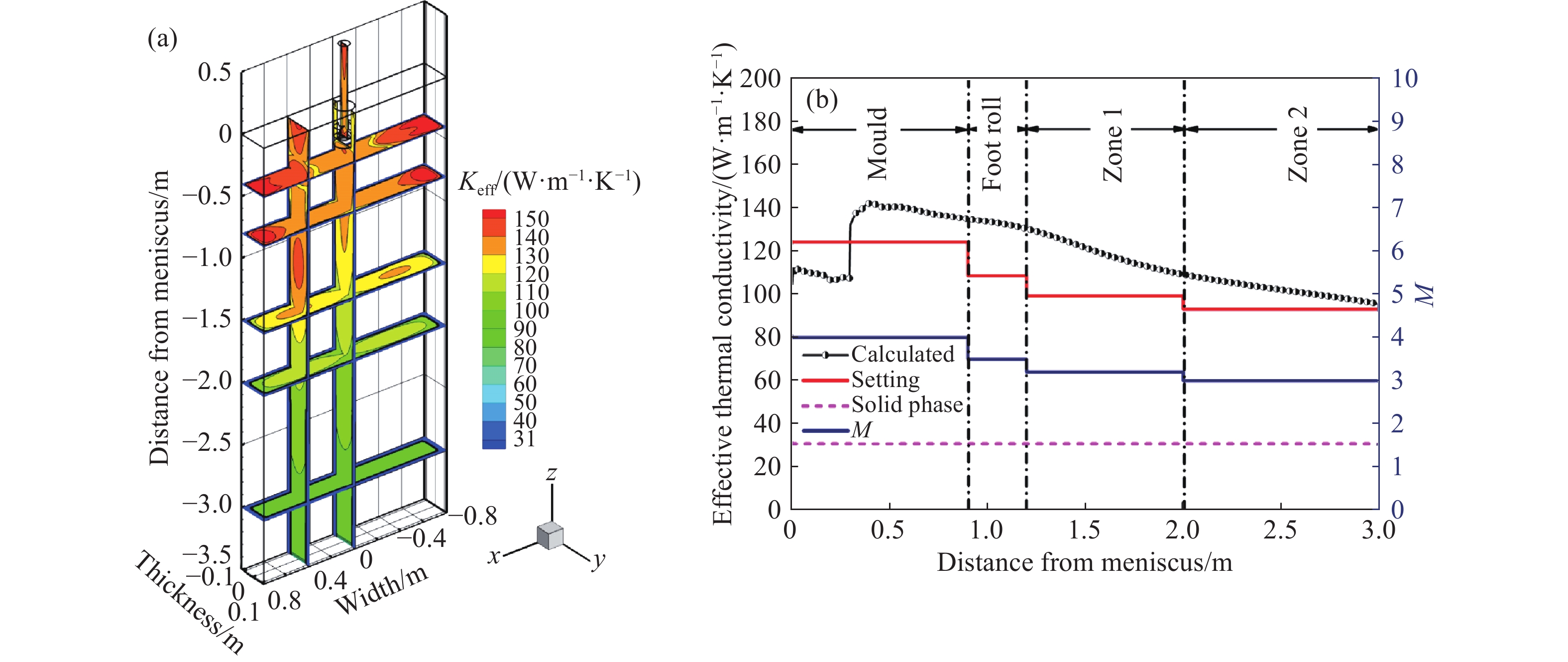
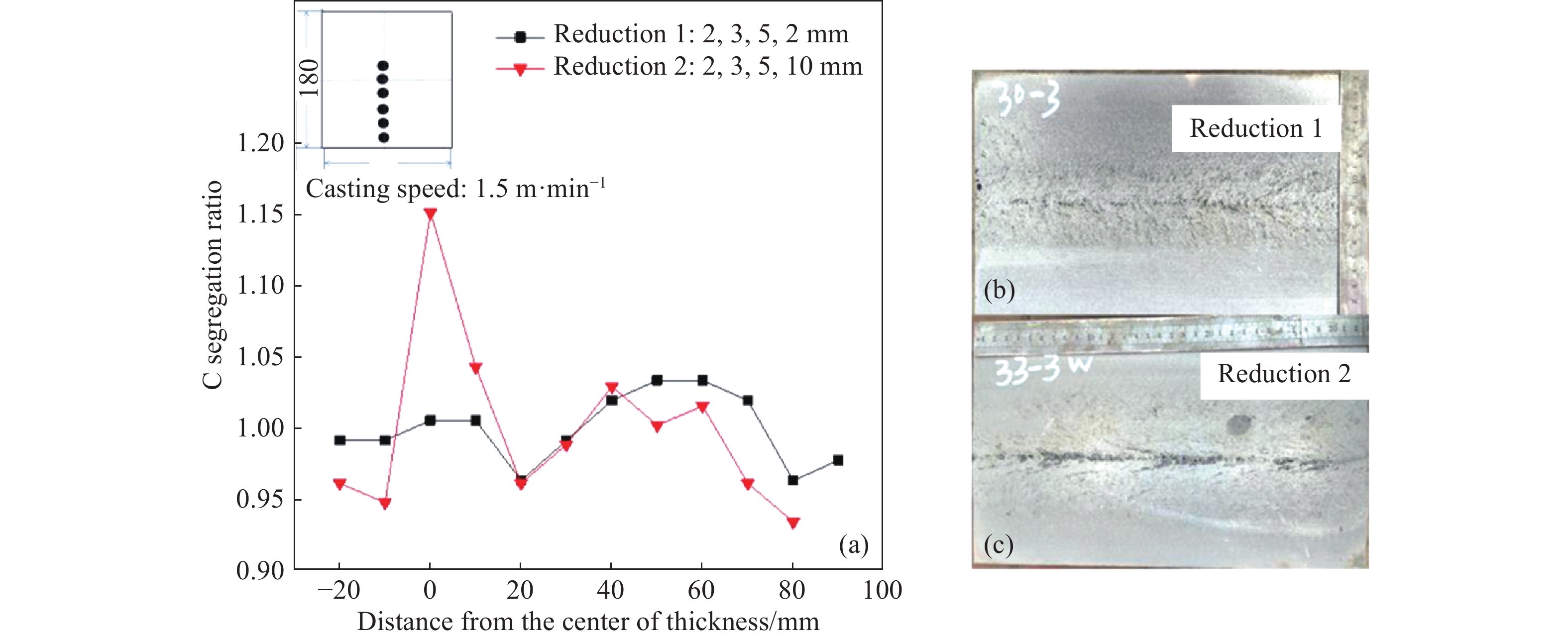
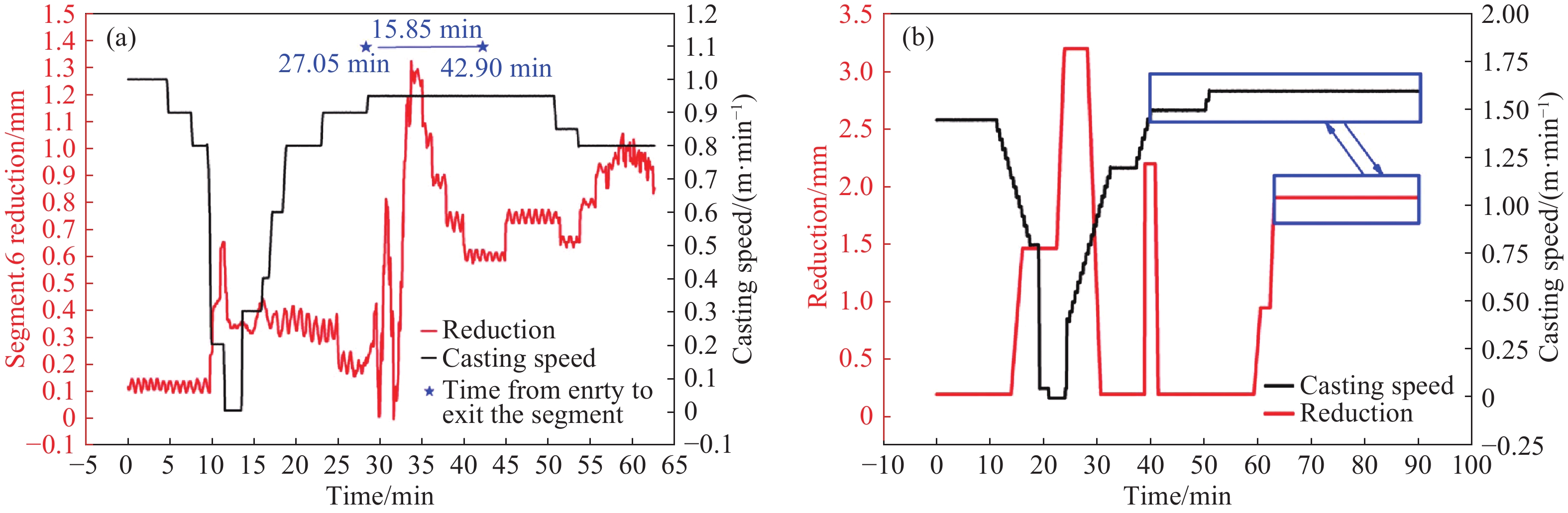
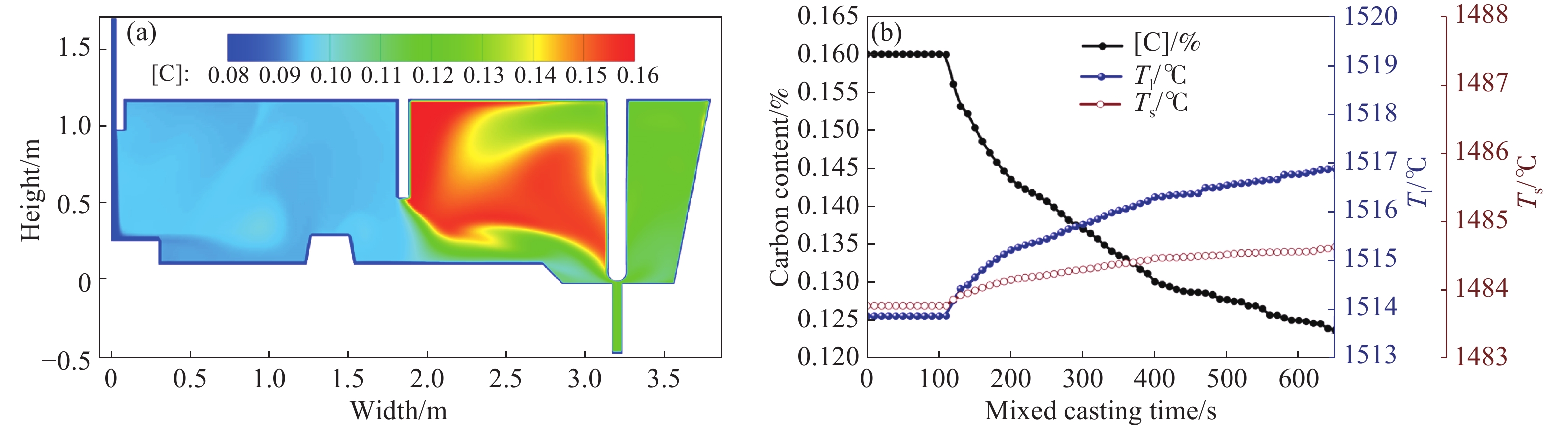
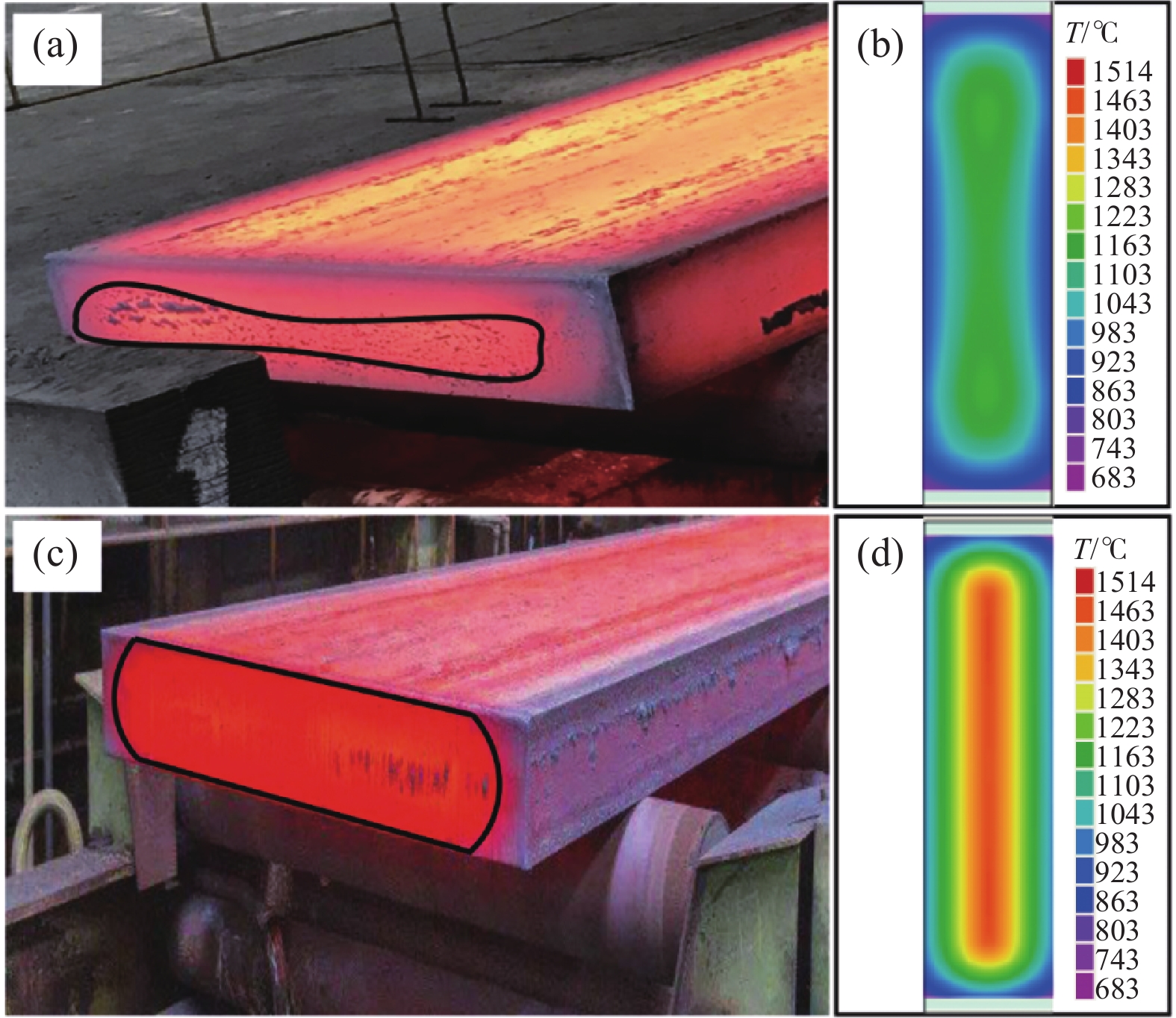
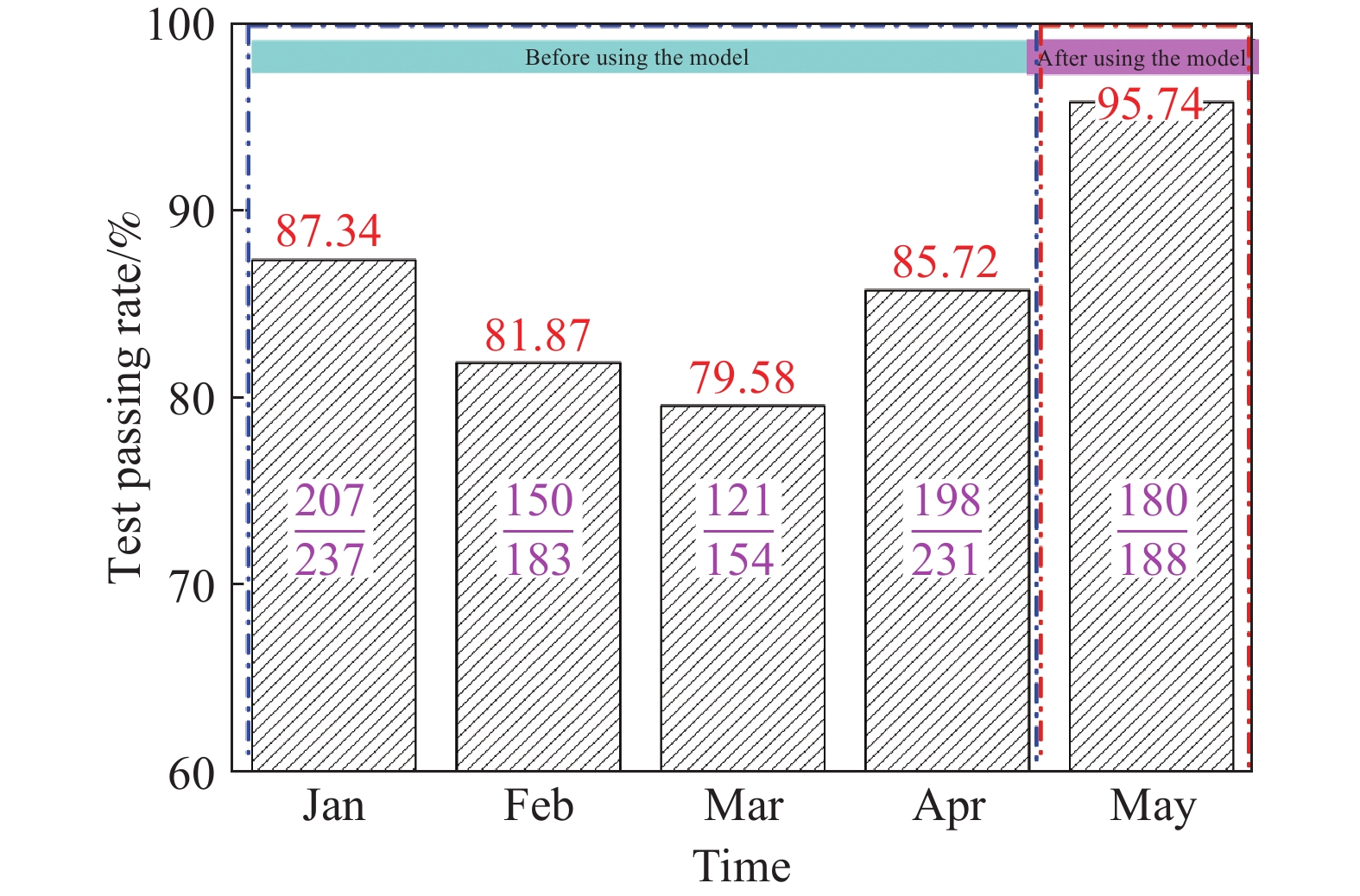
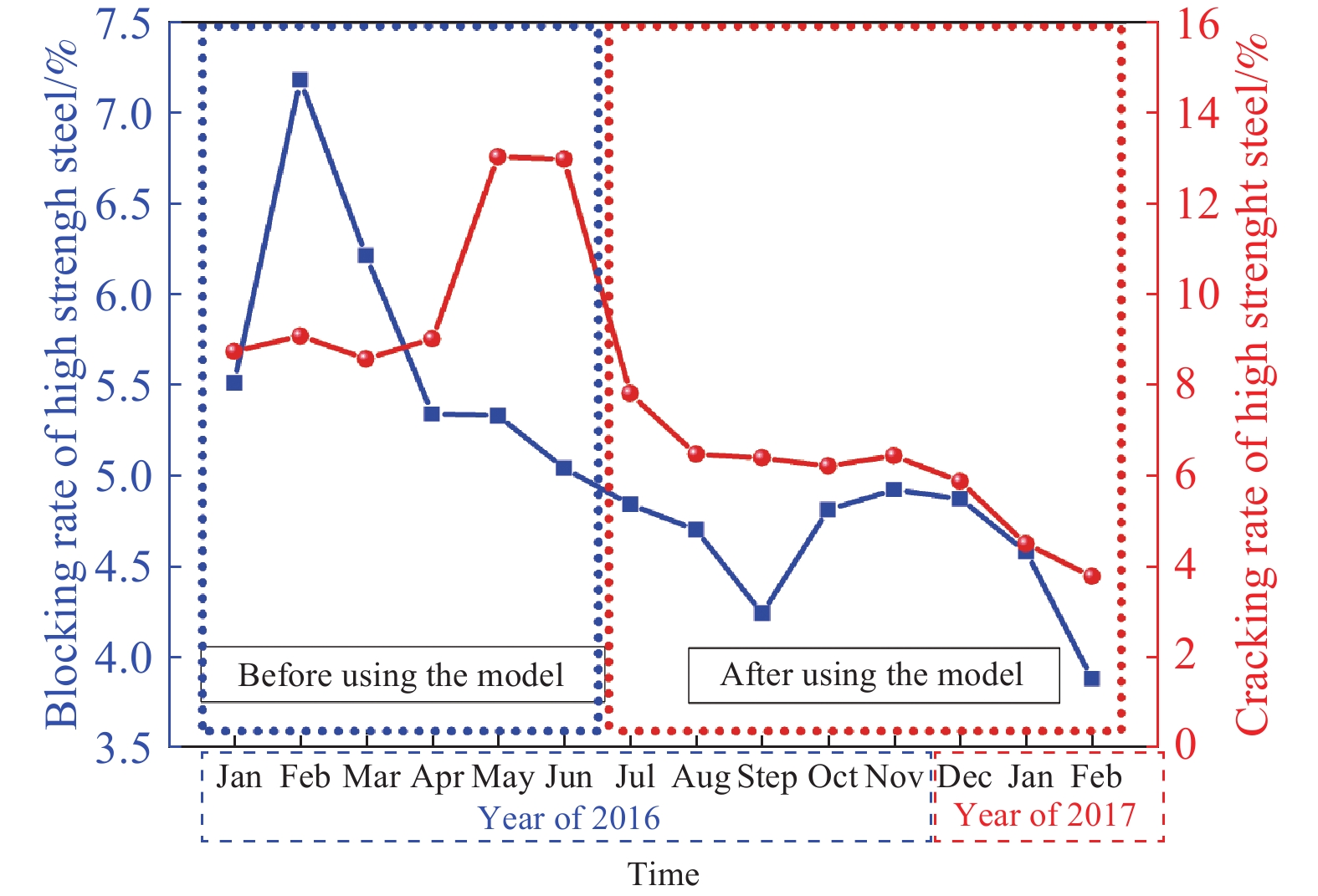
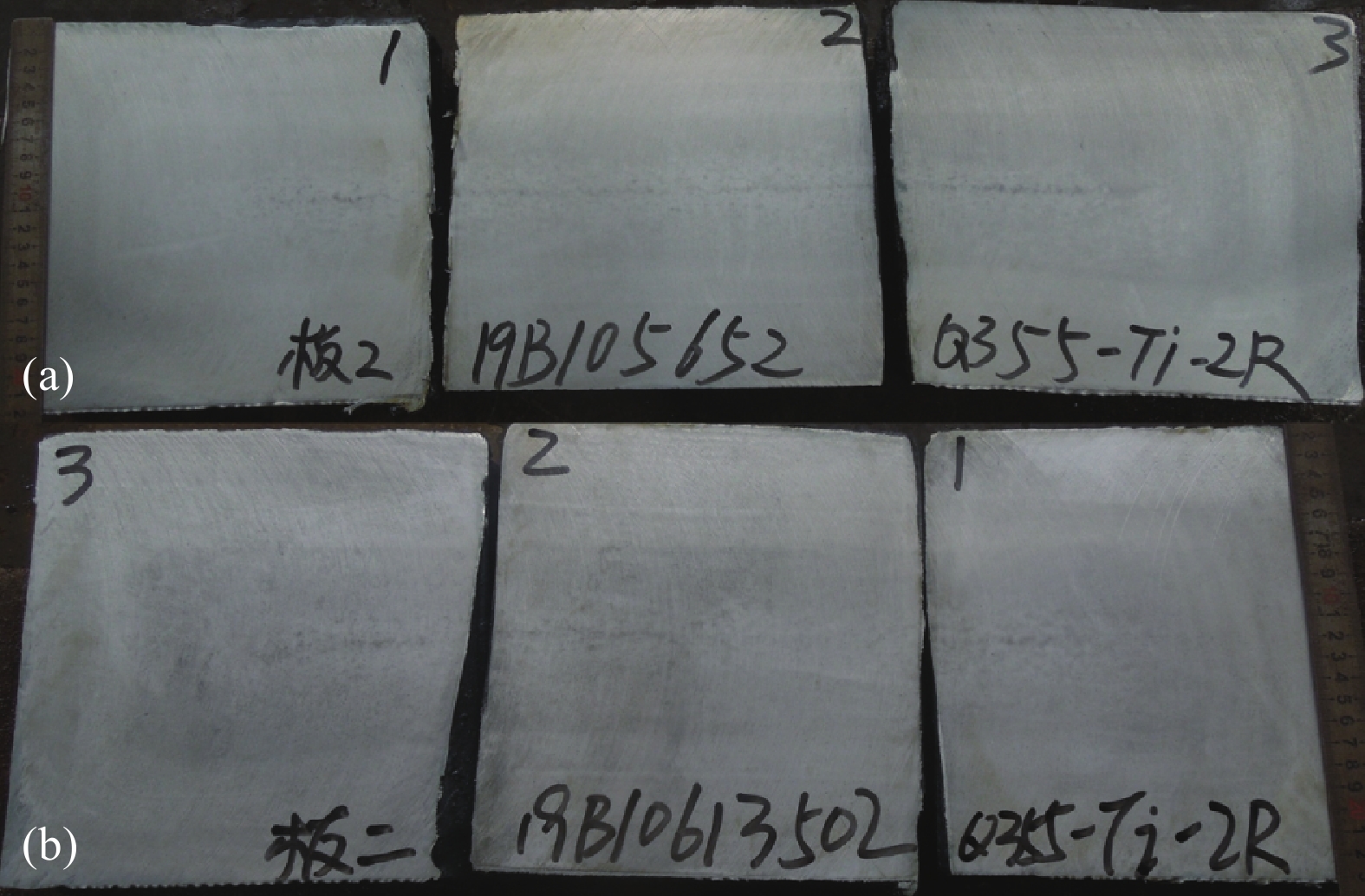
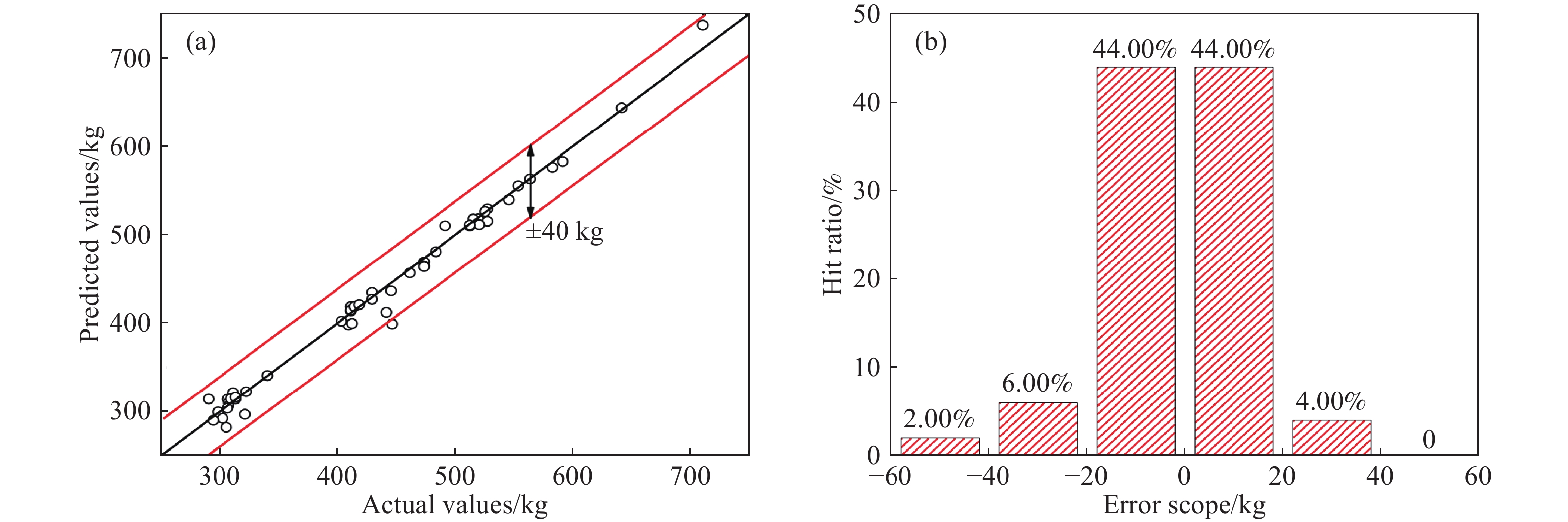
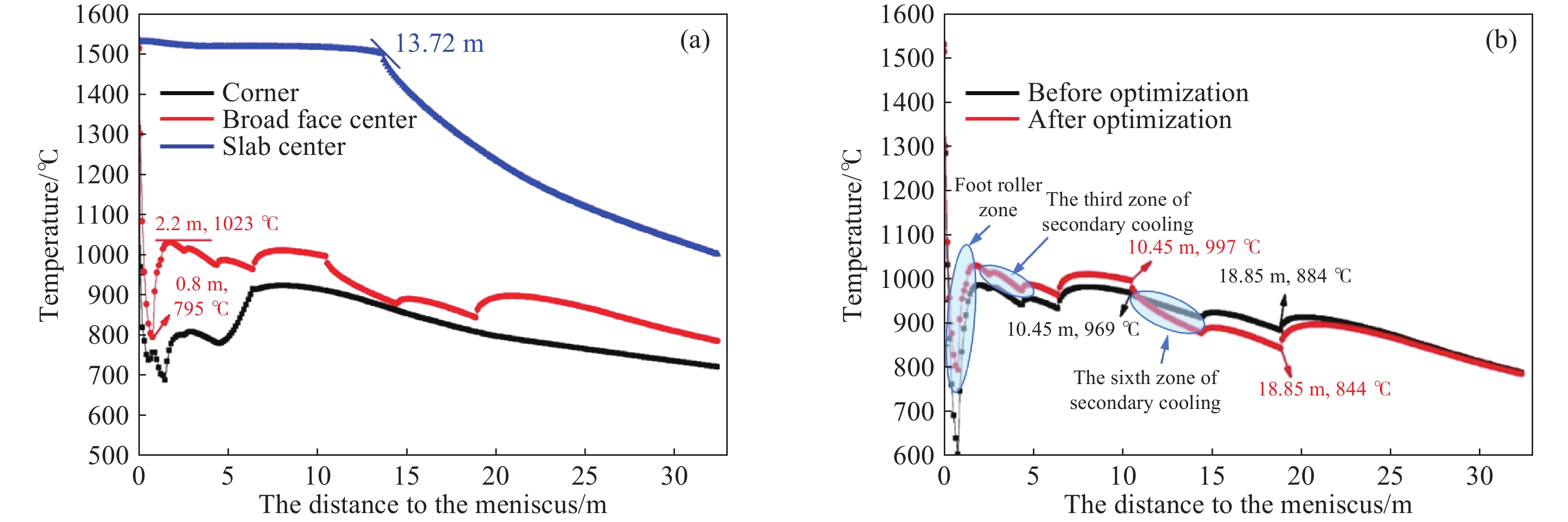
Abstract: The surface and corner cracks of continuous casting billet form during the continuous casting process, especially in medium-carbon steel. Surface defects of such billets are directly related to the secondary cooling process of continuous casting, while the center deviation of the billet, center shrinkage, and center loosening in medium-carbon steel, medium-carbon alloy steel, and high-carbon steel are especially prominent. Such quality defects are related to the secondary cooling and press-down process of continuous casting. These two defects are the main factors restricting continuous casting production. The secondary cooling of the continuous casting process has an important influence on the surface and internal quality of the slab, especially the temperature of the slab corners, which directly affects the surface quality of the slab. Under the existing process conditions, the mathematical model for calculating the solidification heat transfer of the slab in the secondary cooling zone is calibrated and improved, and a three-dimensional secondary cooling model is developed to solve the influence of uneven cooling due to water distribution on the temperature of the slab. This controls the surface quality of the slab, especially the corner cracks of the slab, and improves and optimizes the slab continuous casting secondary cooling system to improve the slab quality. An equation for calculating the soft reduction parameters is proposed, and the existing soft reduction process is optimized by combining the developed three-dimensional secondary cooling model with the proposed and applied controllable single-stage soft reduction and unsteady soft reduction control to solve the internal quality problems, such as central segregation, central porosity, and shrinkage of the continuous casting slab. At the same time, the model database is optimized to make the data more complete and the model calculation more accurate. This model adds the technology of mixed casting of different grades of steel and the technology of predicting and controlling the W-shaped solidification to further improve the applicability and accuracy of the model. The model has been developed and successfully applied in several steel plants, and the result shows that the proposed model can improve the surface and internal quality of cast slabs effectively, such as cracks and segregation.
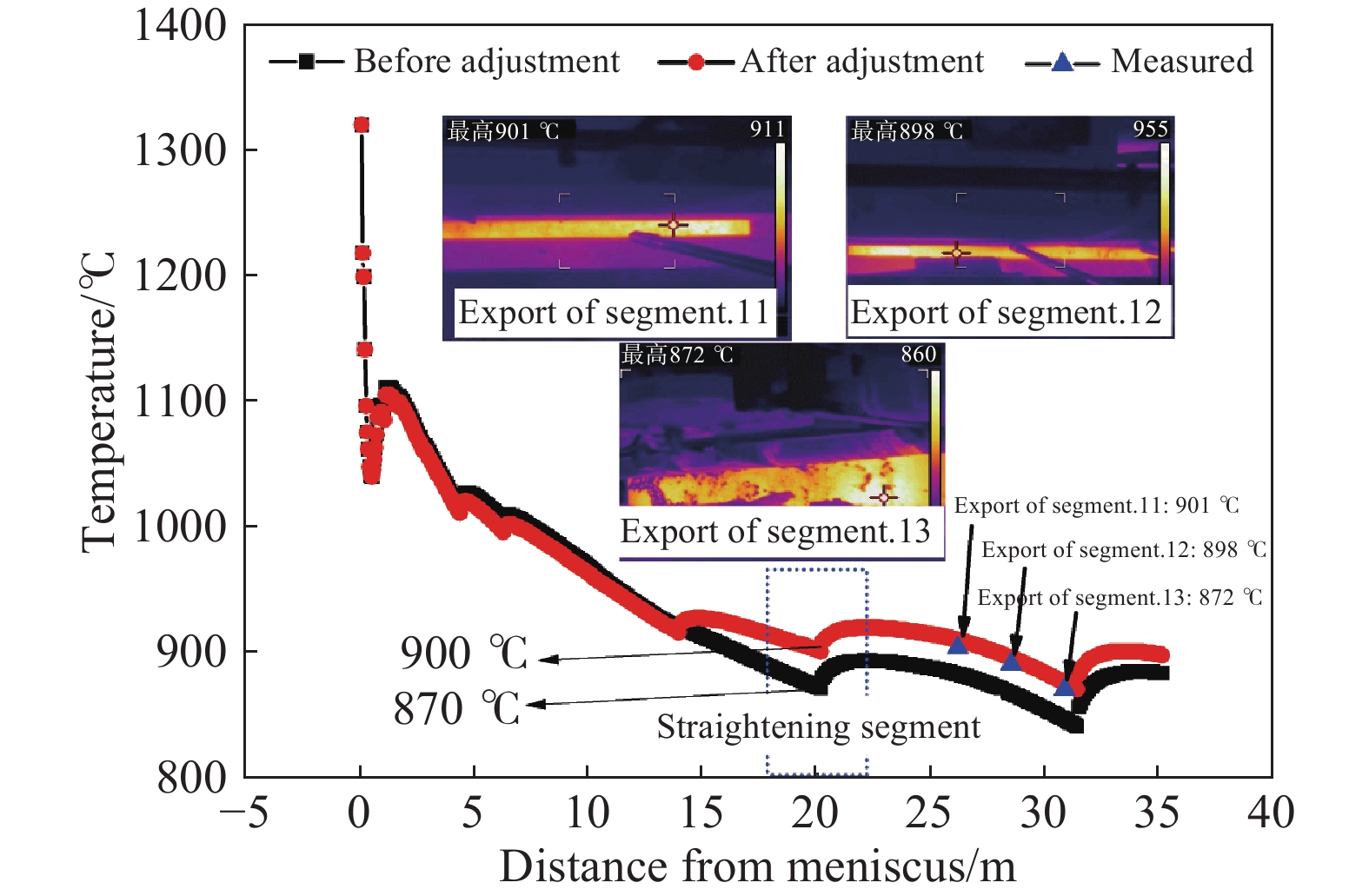
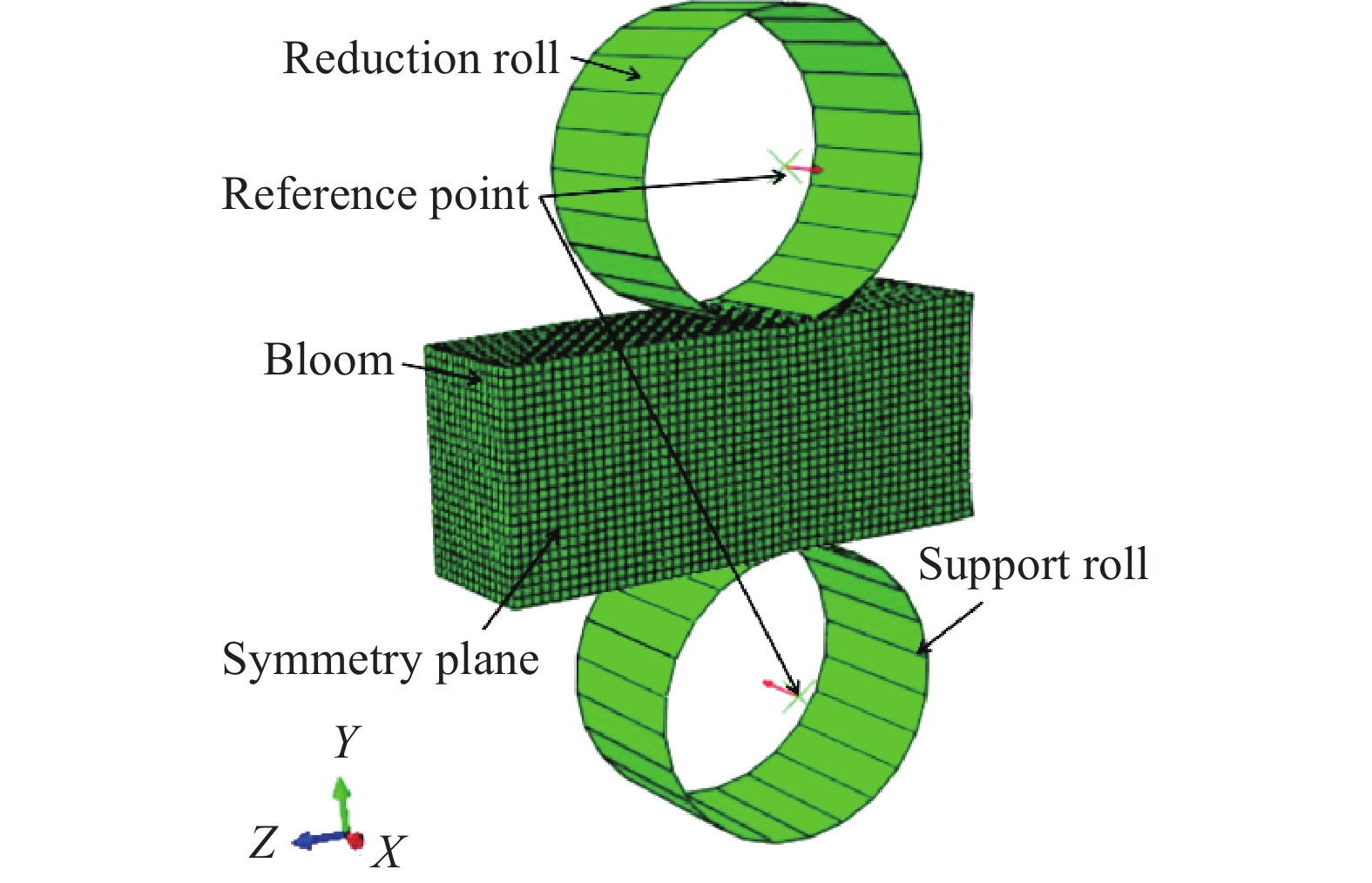
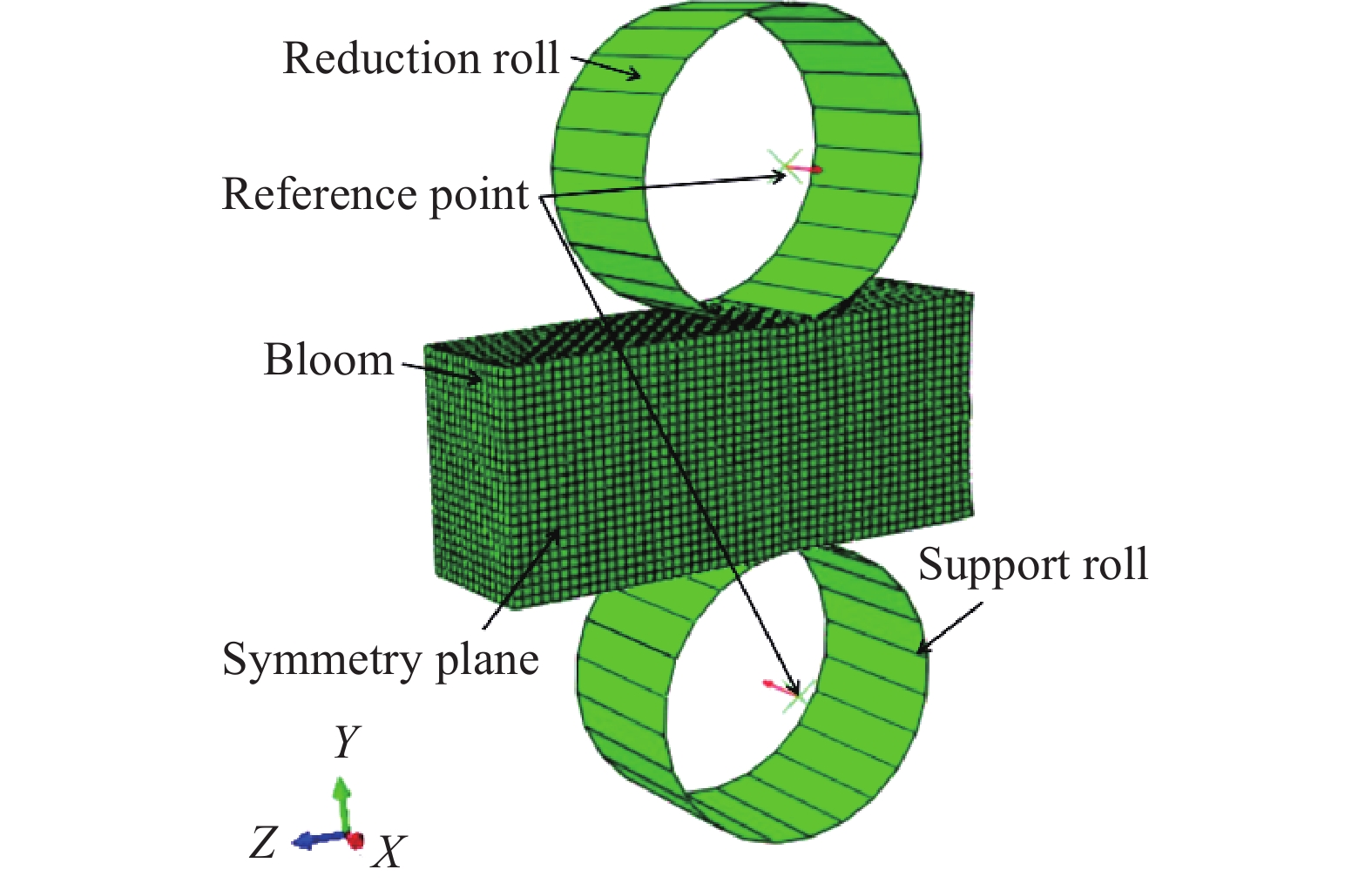
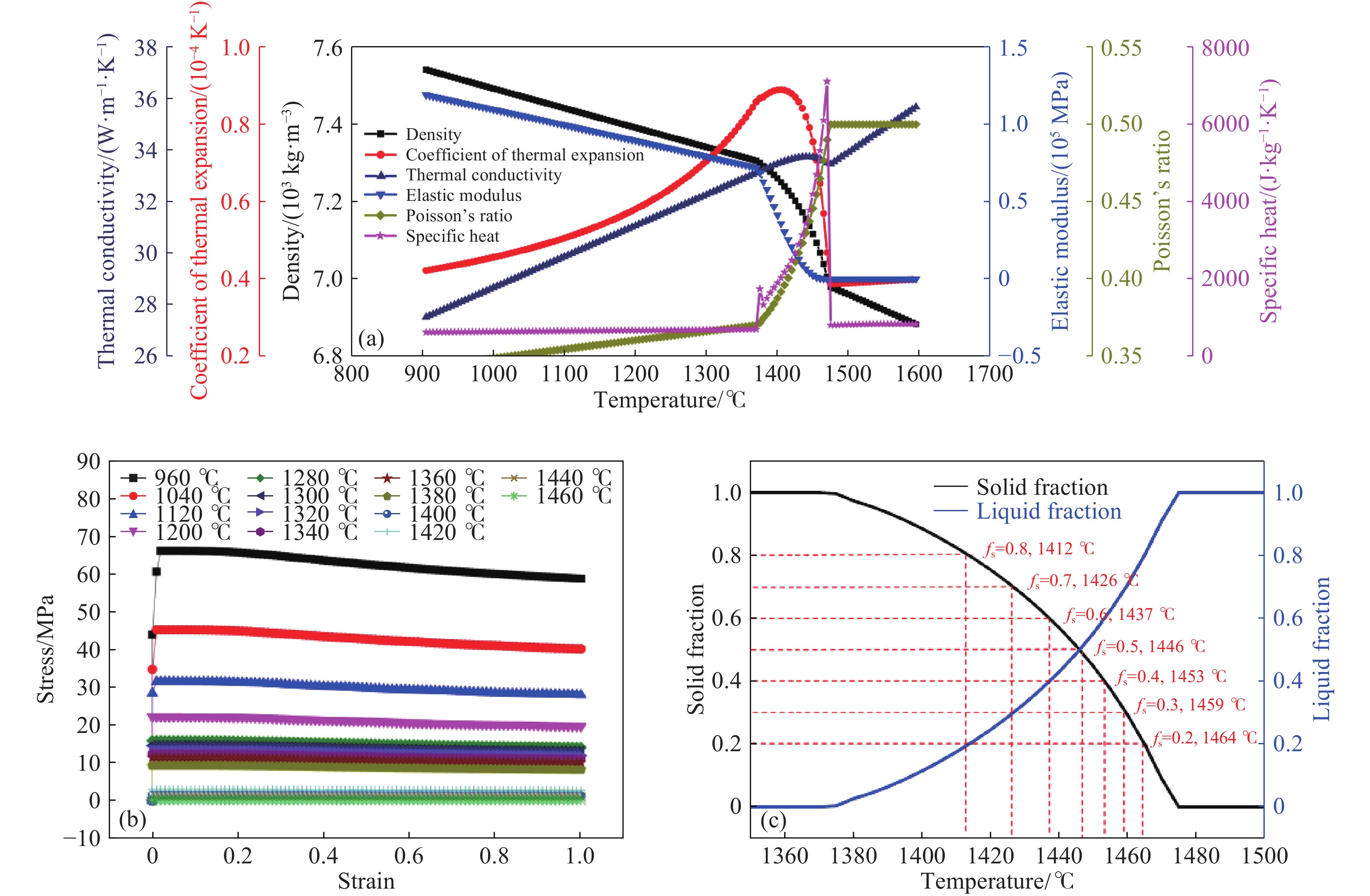
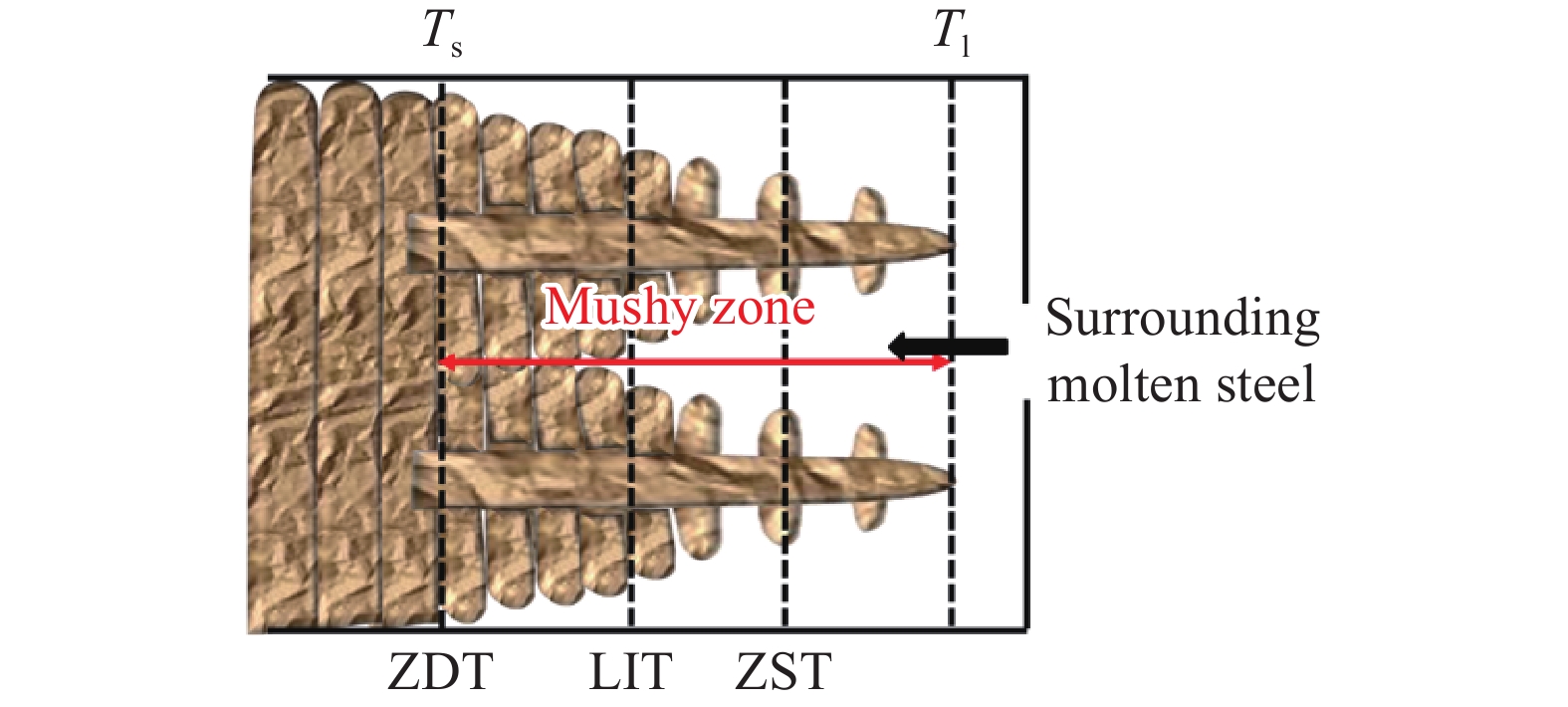
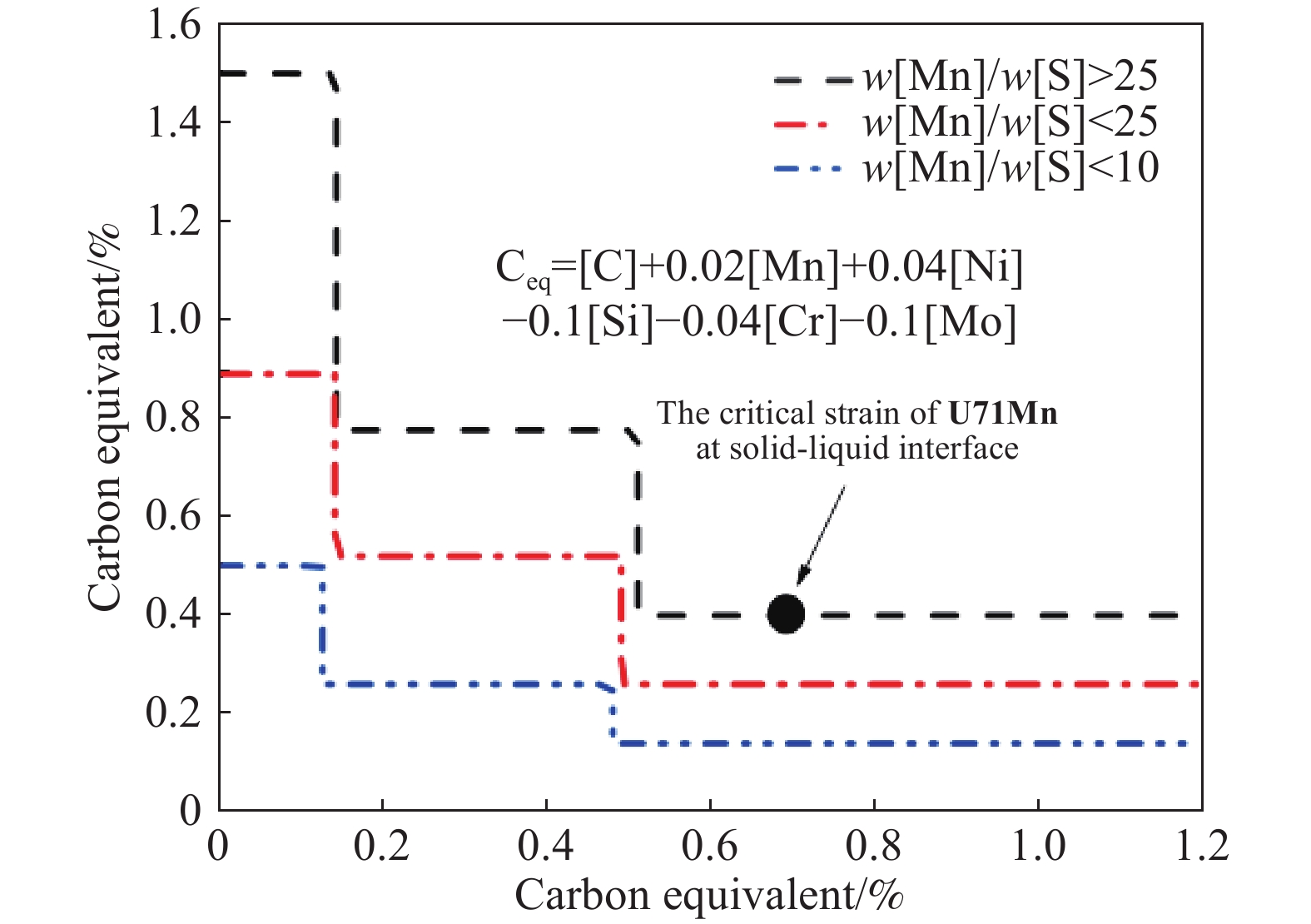
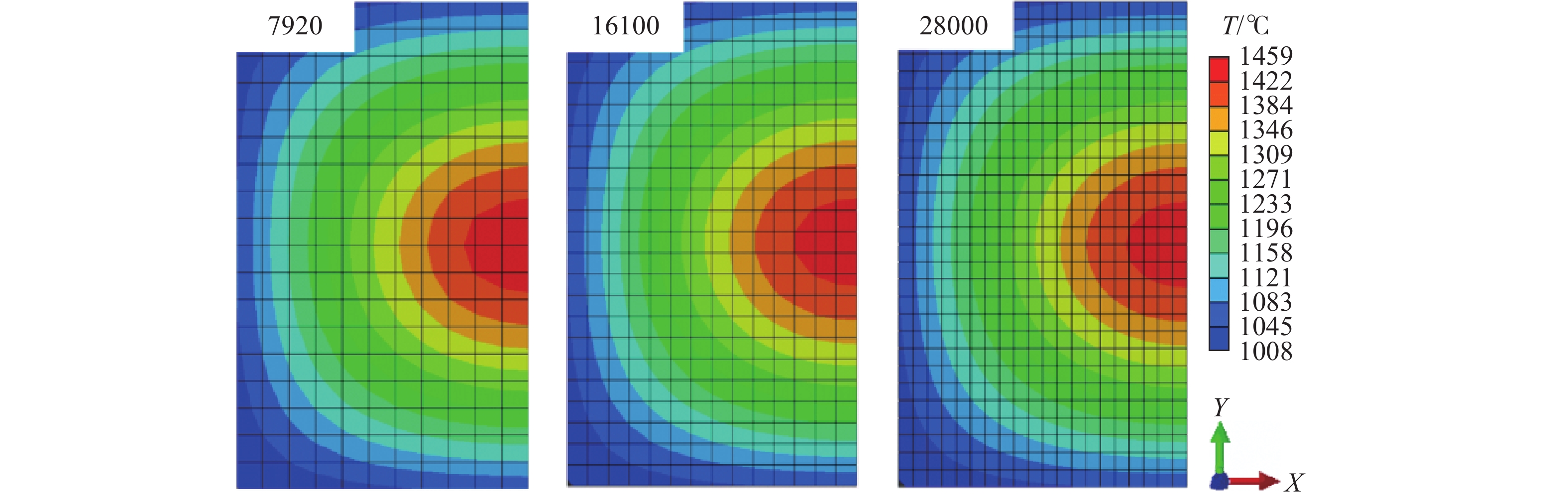
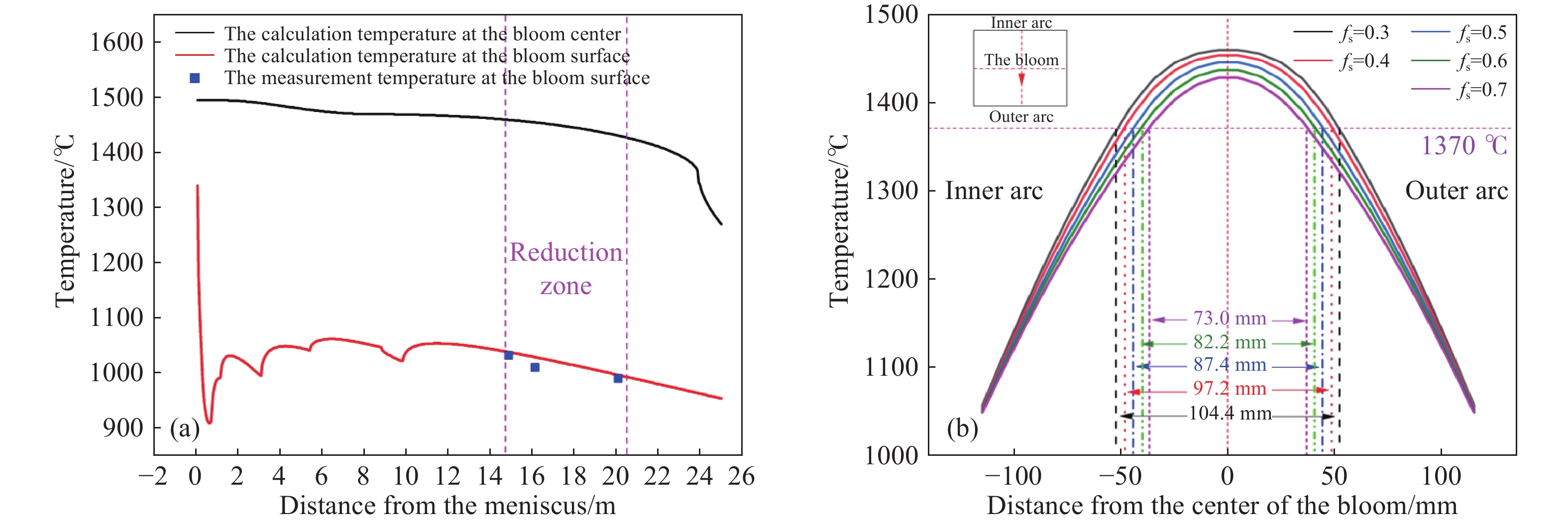
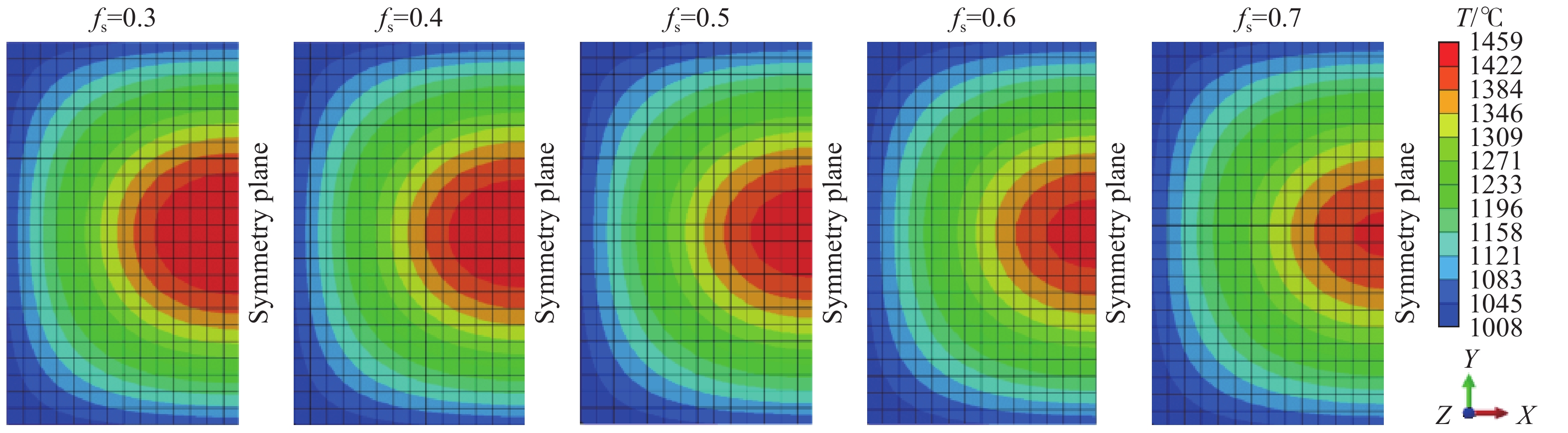
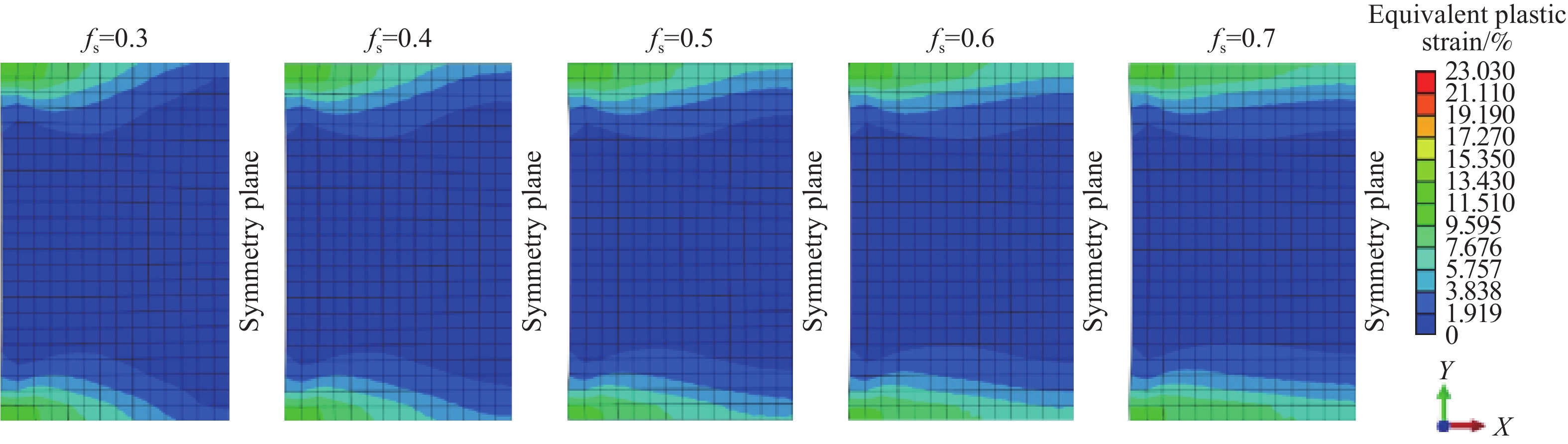
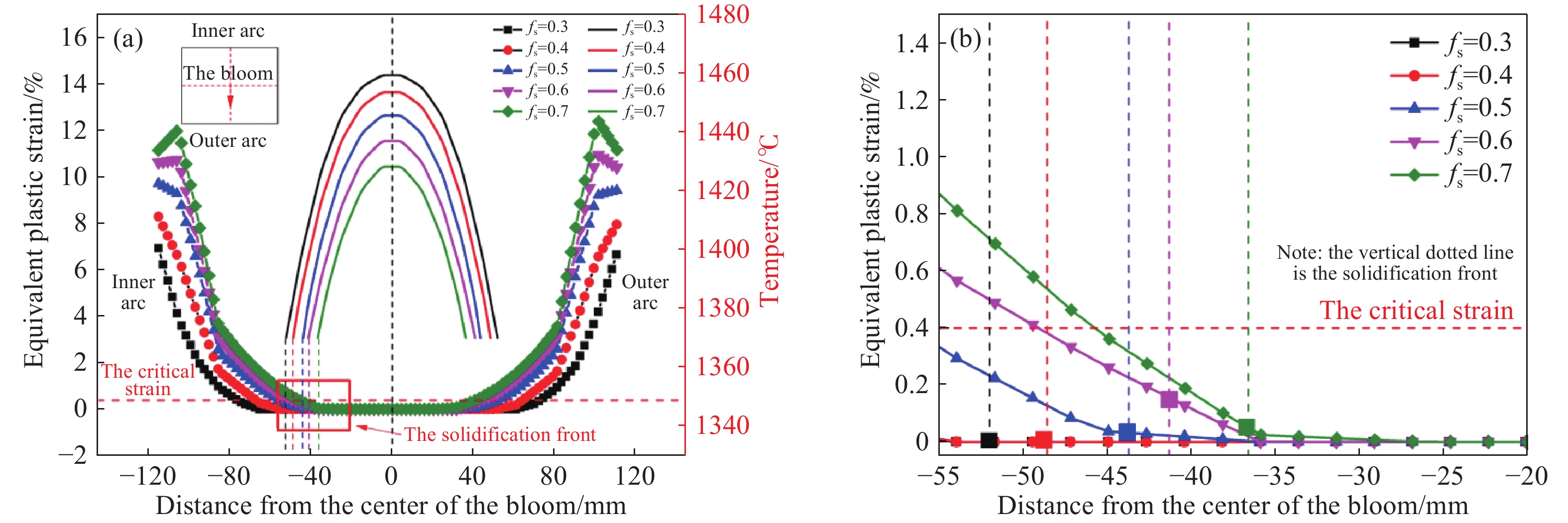
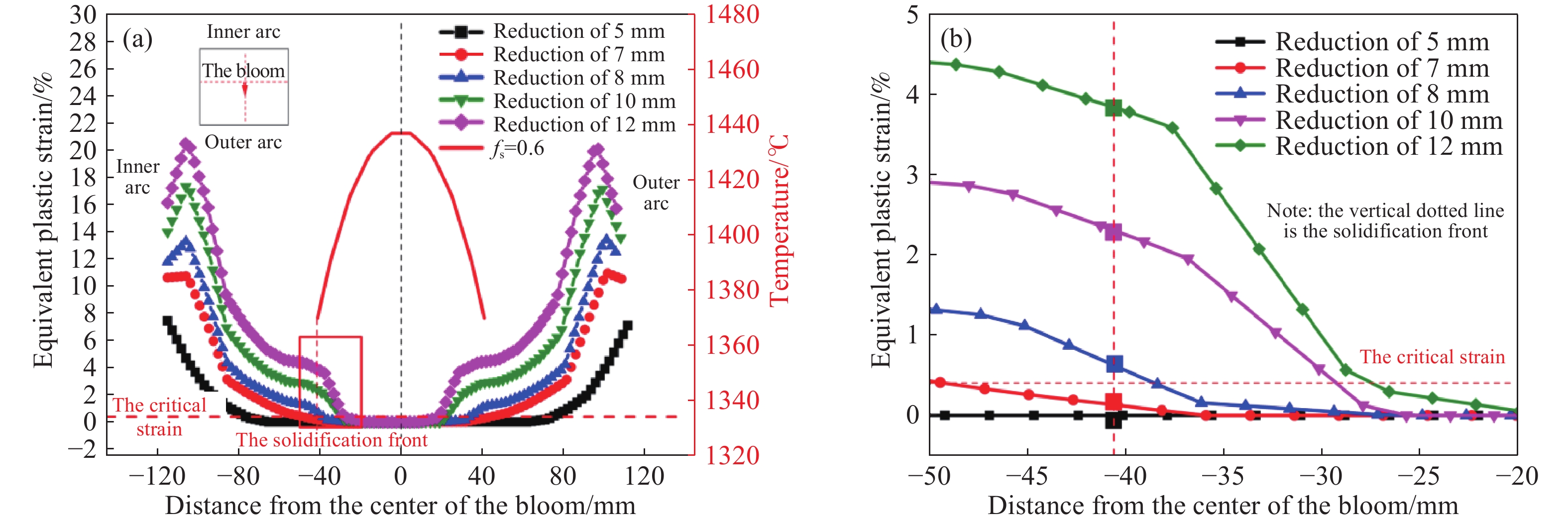
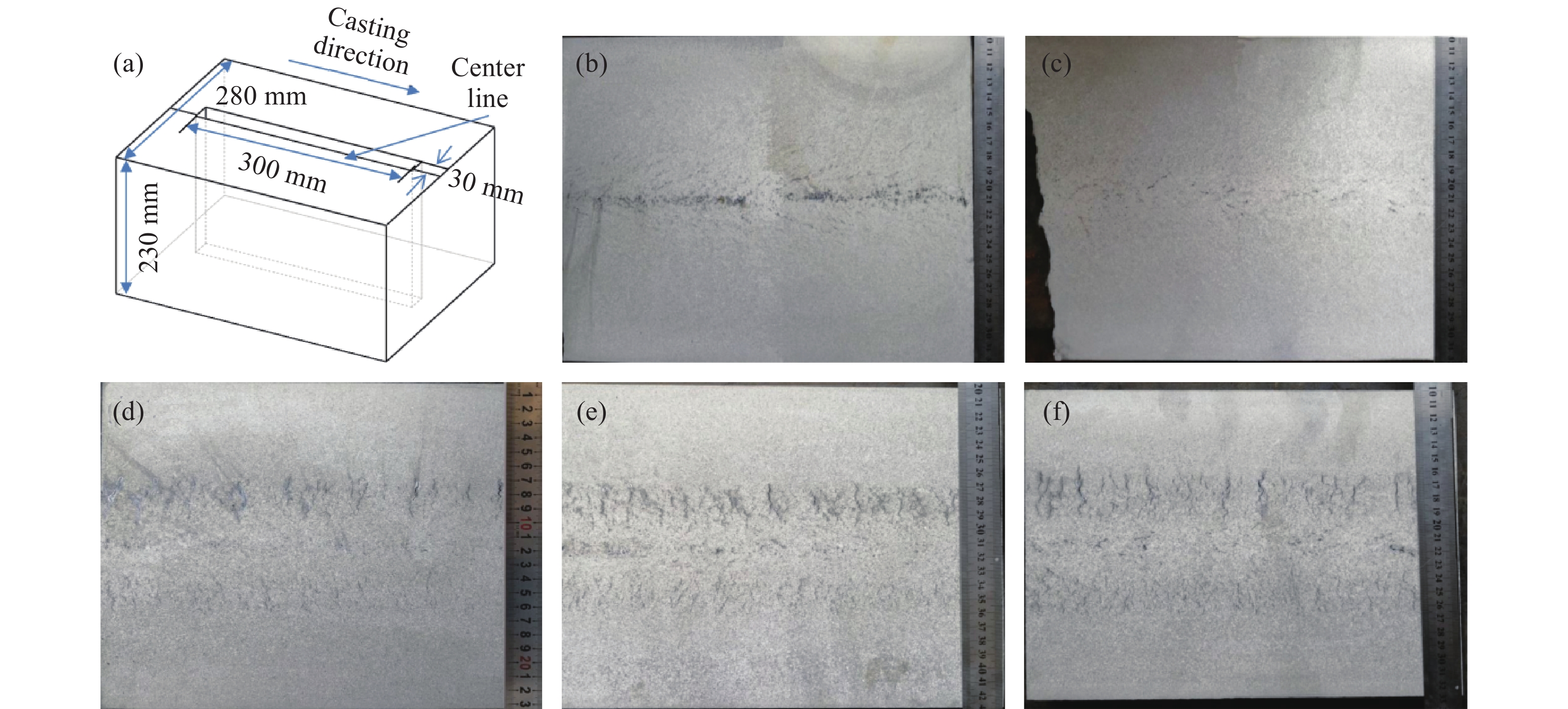
Abstract: Continuous casting technology has greatly improved production efficiency; however, in the continuous casting process of heavy rail steel, problems of center segregation, center porosity, and shrinkage cavity of the bloom occur, which notably affect the billet quality of heavy rail steel. The soft reduction technique can effectively improve these problems, but internal cracks will appear, and the quality of the bloom will deteriorate if the parameters are not properly set. To examine the inner crack induced by the soft reduction of continuous casting bloom, this study established a mathematical model for the soft reduction of a 230 mm×280 mm section bloom by the ABAQUS finite-element software. The thermal-stress coupling model was used to predict the inner crack of the heavy rail steel bloom, using the soft reduction model during the soft reduction process. First, the temperature at different central solidification fractions of 0.3–0.7 in the bloom was calculated. The equivalent plastic strain that was located at the solidification front at different central solidification fractions was then calculated by the soft reduction model. Results indicated that the equivalent plastic strain at the solidification front in the bloom did not exceed the critical strain of 0.4% at the central solidification fractions with a reduction amount of 7 mm. Moreover, the inner crack did not occur at the solidification front. Simultaneously, the soft reduction model calculation with a different reduction amount was conducted at the central solidification fraction of 0.6. Results showed that the equivalent plastic strain at the solidification front exceeded the critical plastic strain of 0.4% when the reduction amount was more than 7 mm, which resulted in an inner crack. The greater the reduction amount, the more serious is the inner crack. Concurrently, industrial experimental results had a good agreement with the model calculation results.
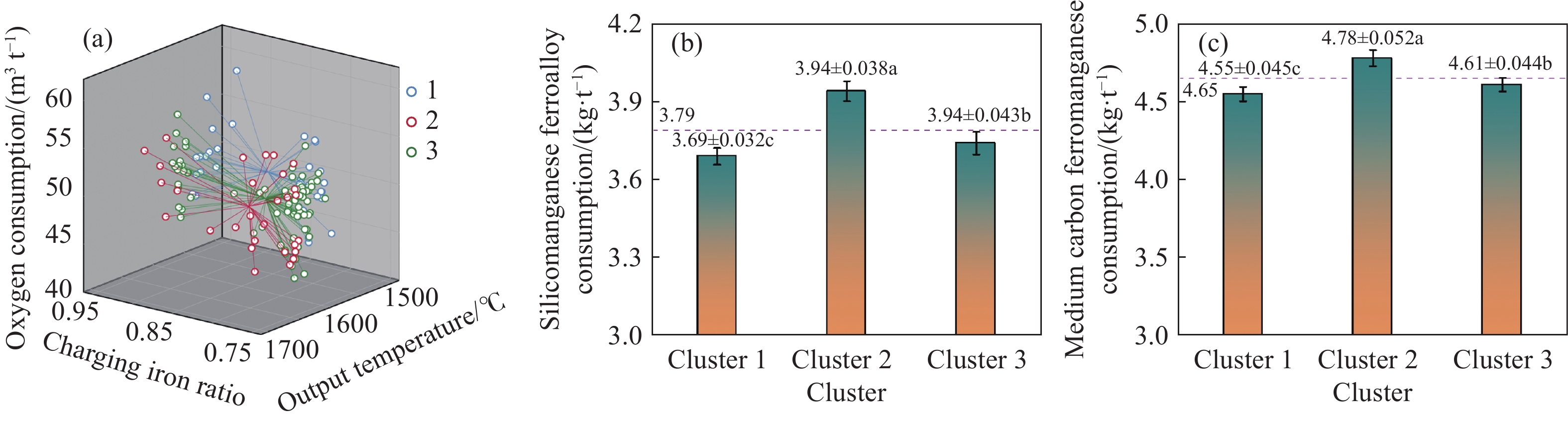
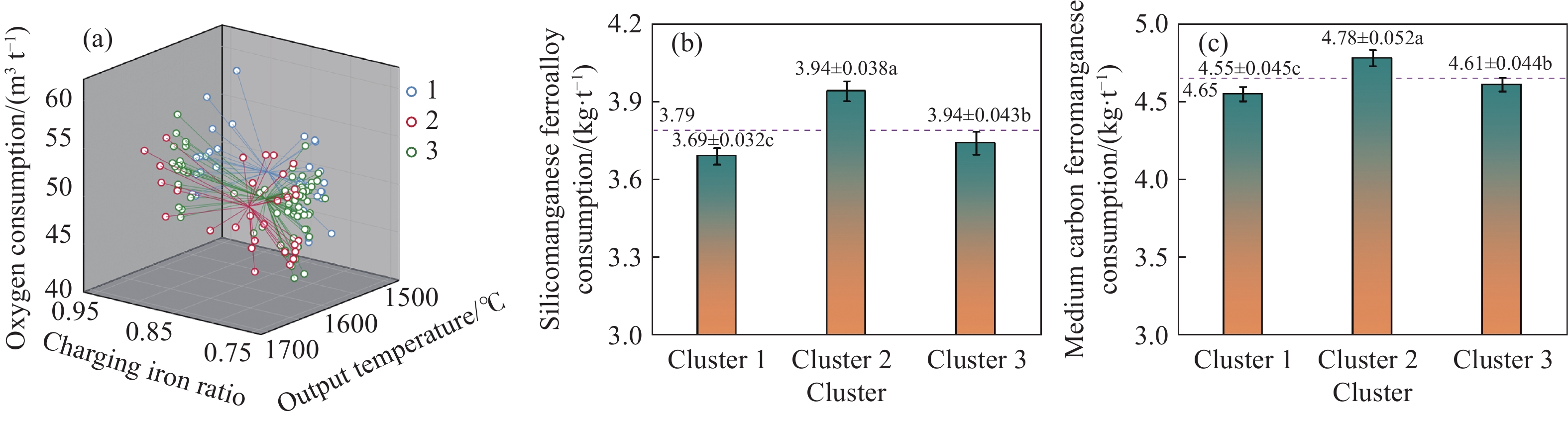
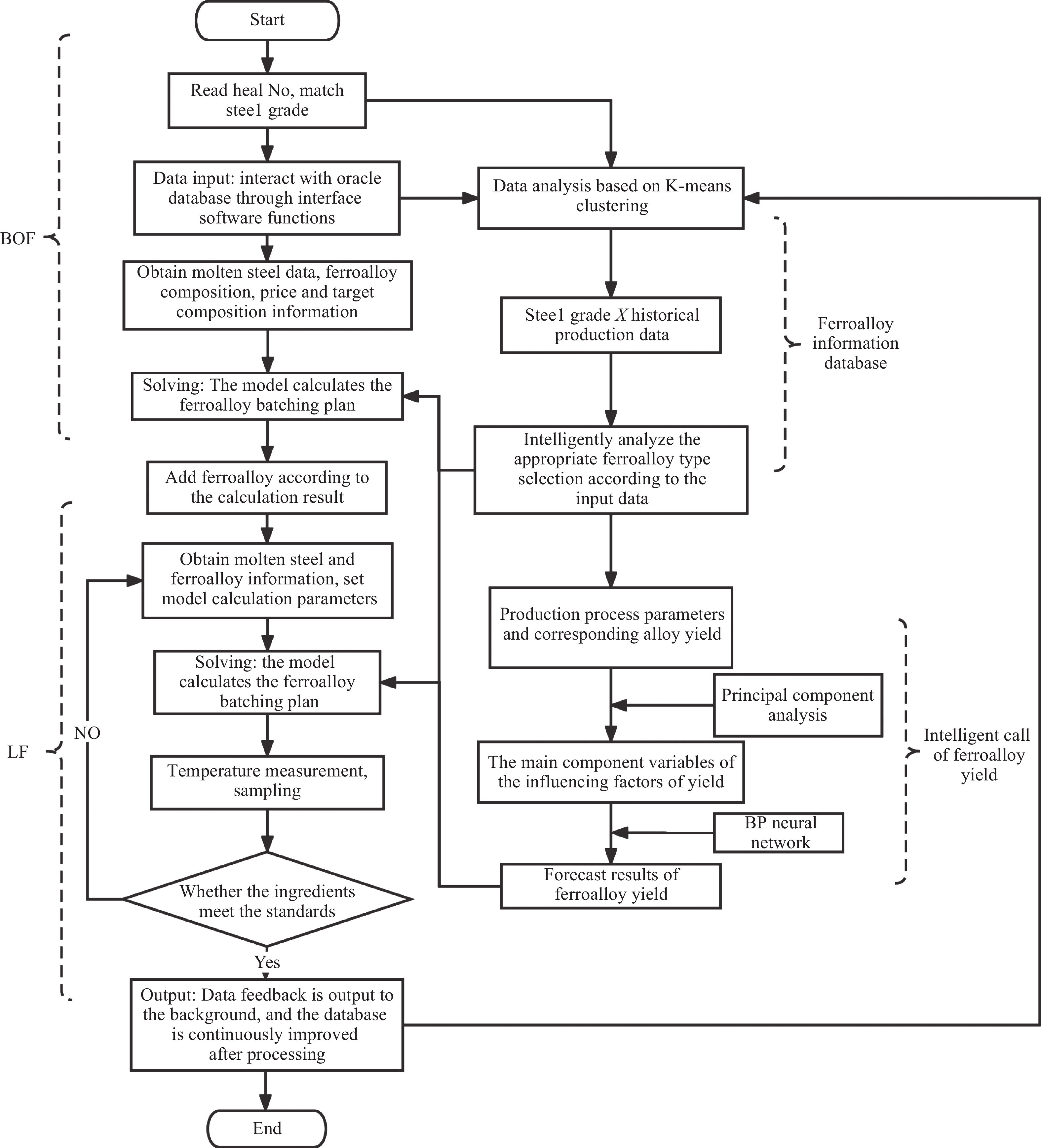
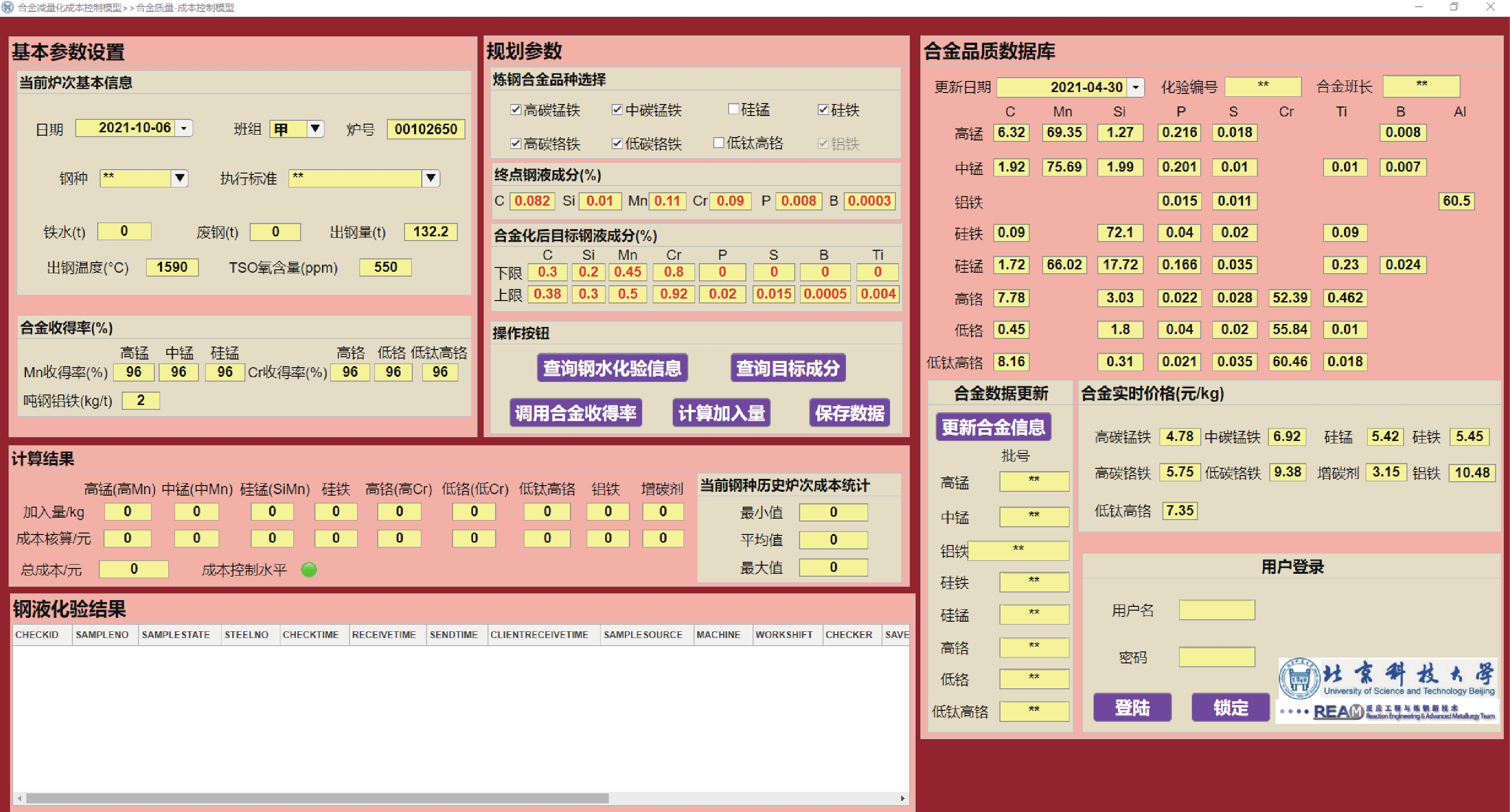
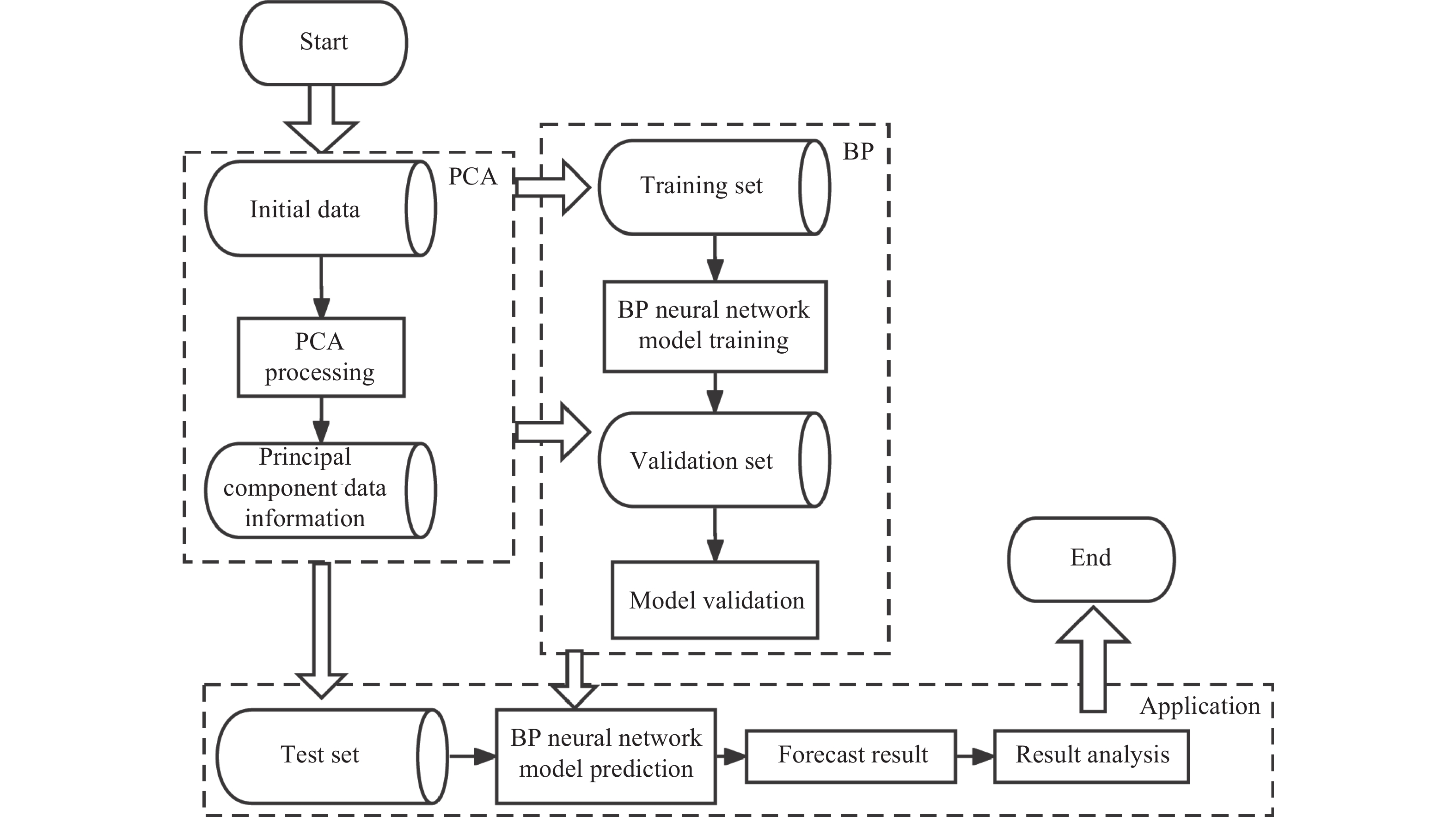
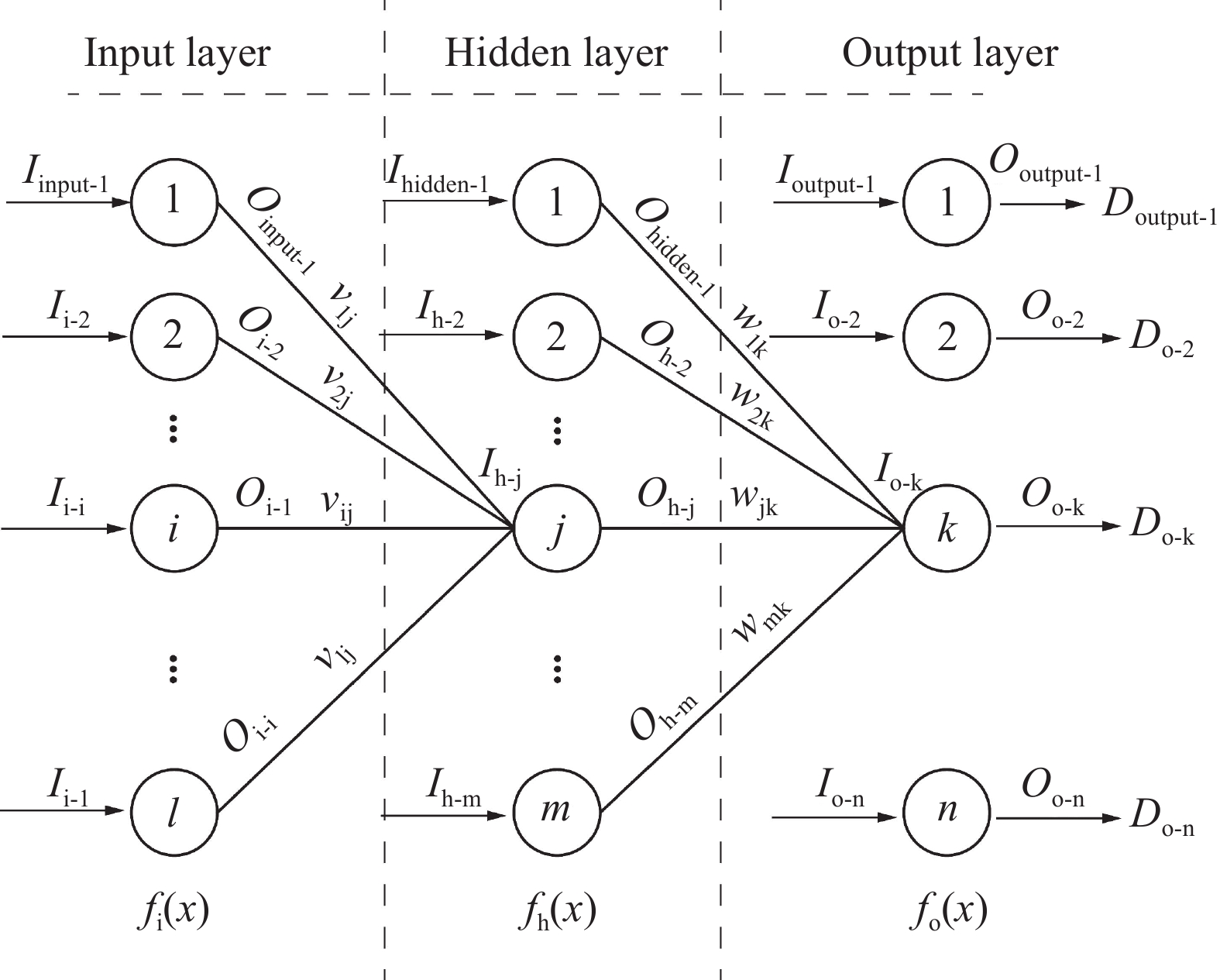
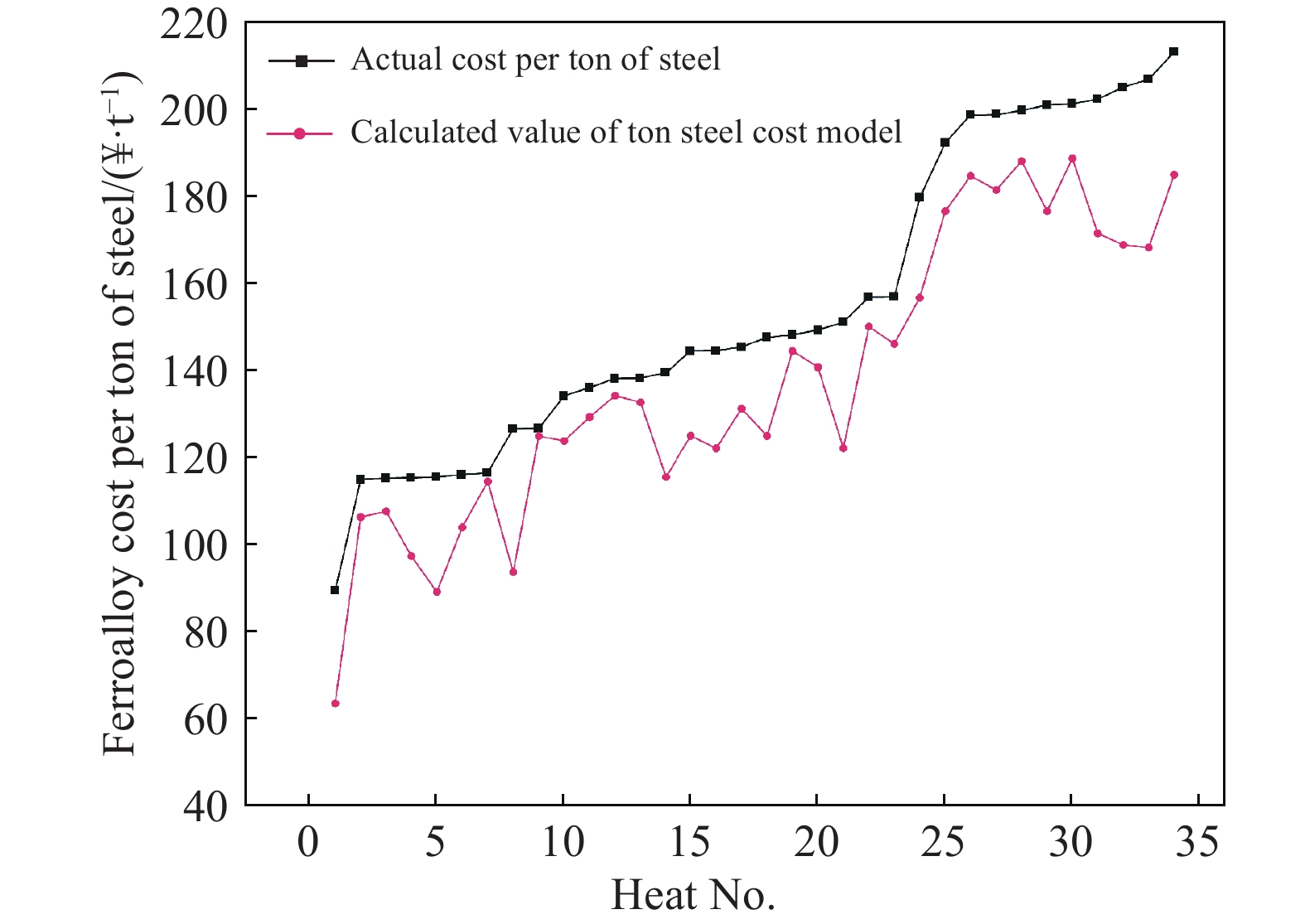
Abstract: The steel industry is a major energy consumer in China. As an effective measure for energy saving, cost and emission reduction, and higher efficiency among enterprises, ferroalloy reduction has attracted increased attention in our work to reduce carbon dioxide emissions and realize carbon neutrality. In the steelmaking process, the chemical composition of molten steel is required to meet the target ratio to maintain certain metallurgical and mechanical properties. The chemical composition of molten steel is mainly adjusted using ferroalloys. With the development of ferroalloy smelting technology, ferroalloys of various types are developed. These ferroalloys show major gaps in cost performance and composition. Before ferroalloy addition, it is essential to determine an appropriate and cost-effective type and its amount for cost-saving purposes. However, the traditional method of offering a manually determined amount cannot meet the above requirement. Therefore, it is necessary to explore an intelligent ferroalloy addition method without human intervention. Based on the K-means clustering algorithm, this paper studied ferroalloy loss in the basic oxygen furnace (BOF) steelmaking process. The key factors affecting the alloy loss were analyzed and divided into three clusters to obtain a process model of the lowest loss amount in the BOF steelmaking process. Using this model, an intelligent control system for alloy reduction was developed. The system is based on the principal component analysis and backpropagation neural network and mixed-integer linear programming. This system was implemented in a steelmaking plant, in which the accuracy and practicability of this model were verified by running it online. This model helped improve the accuracy of alloyed steel composition and reduce the unnecessary cost and extra composition, which are frequently seen in traditional calculations with a manual experience. The ferroalloy dosing scheme is also optimized, and the alloying cost of steelmaking is reduced. The total cost of adding ferroalloys of various types is reduced by 5.95% to 14.74%, with an average reduction of 11.72%.
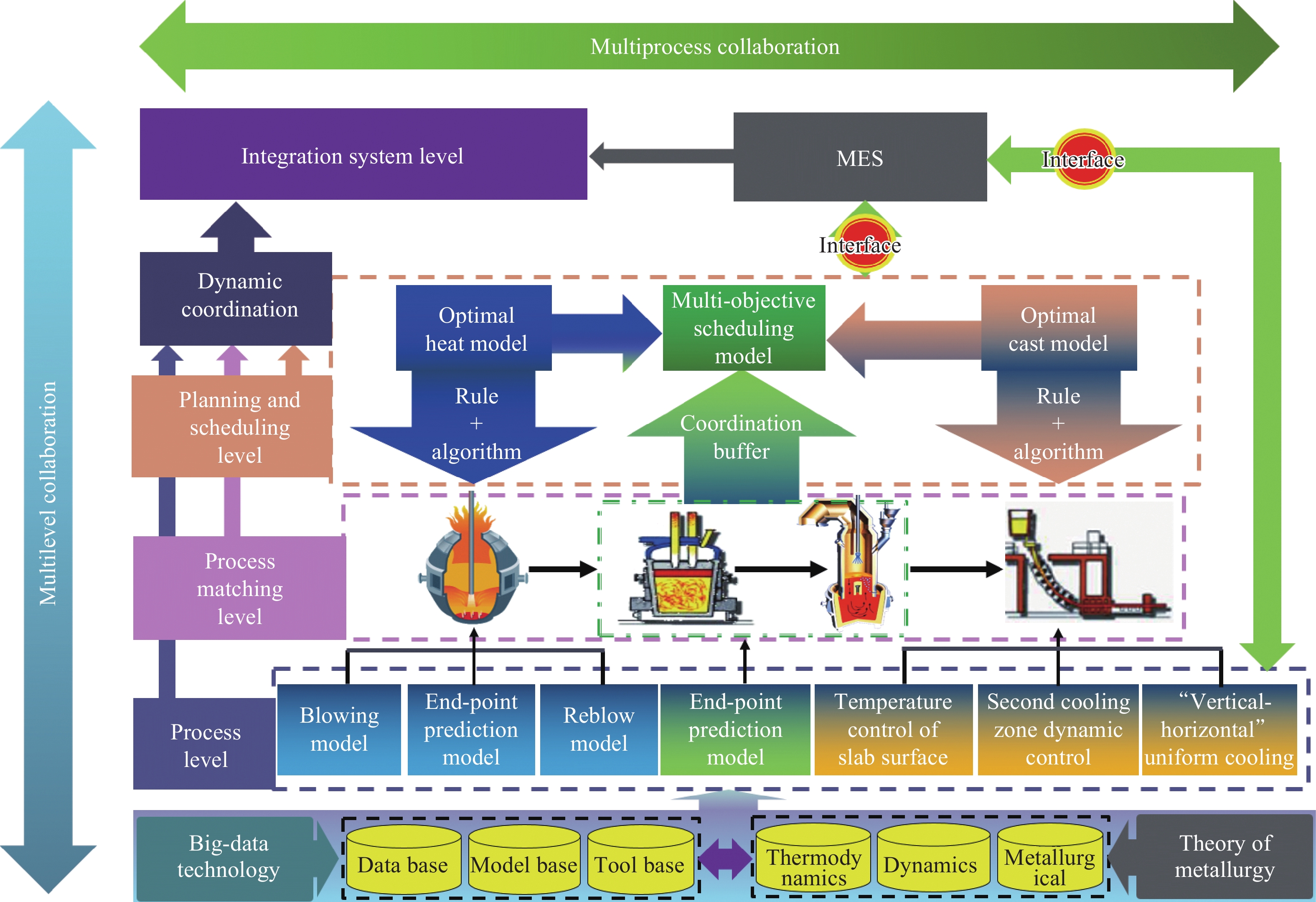
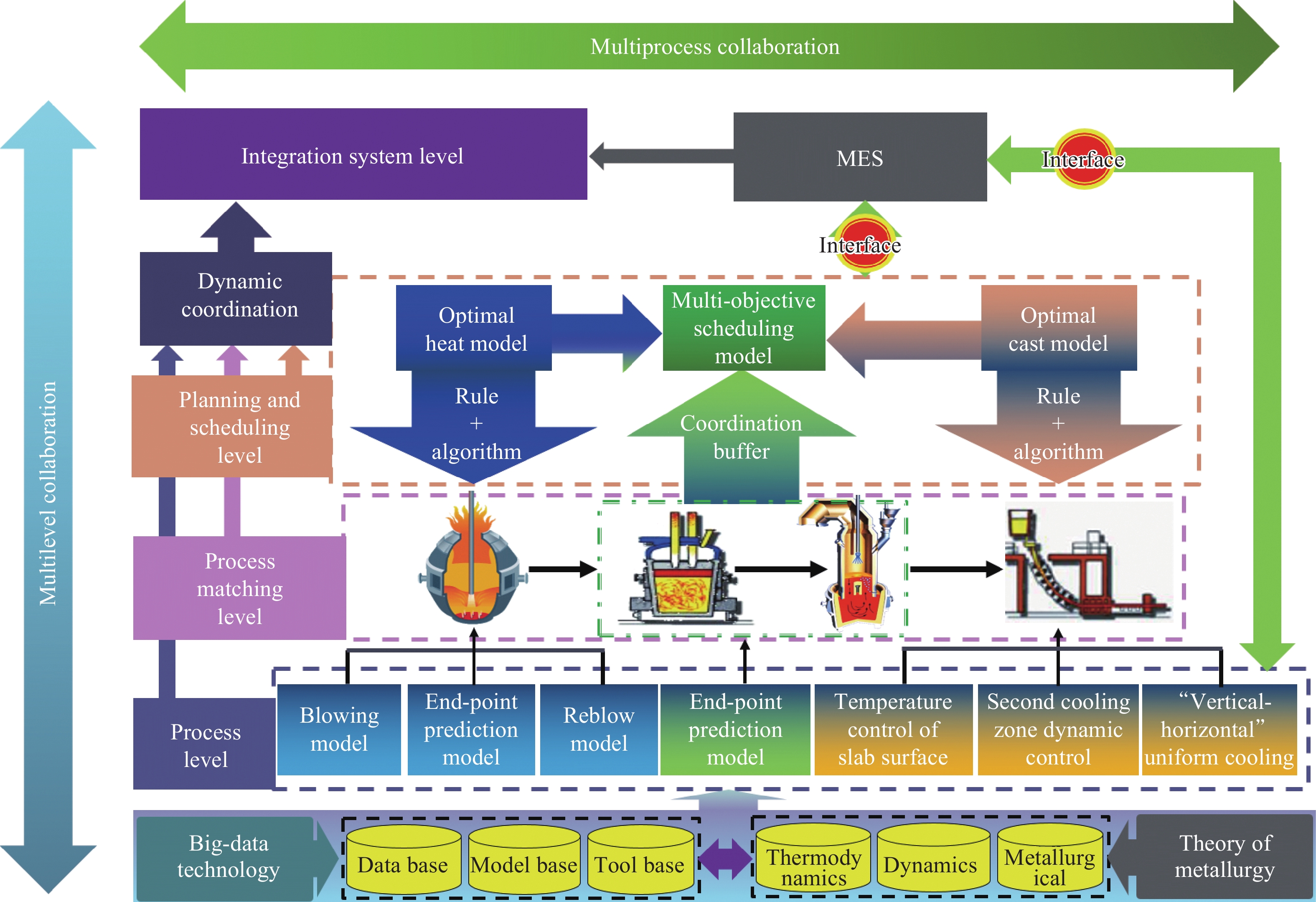
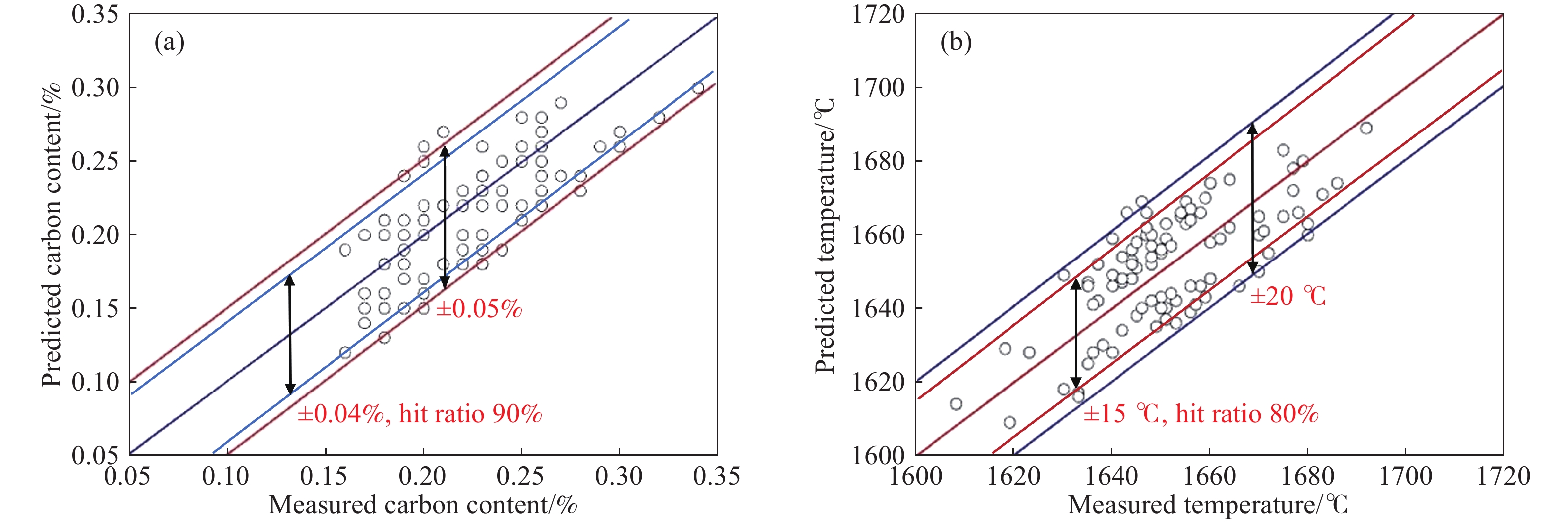
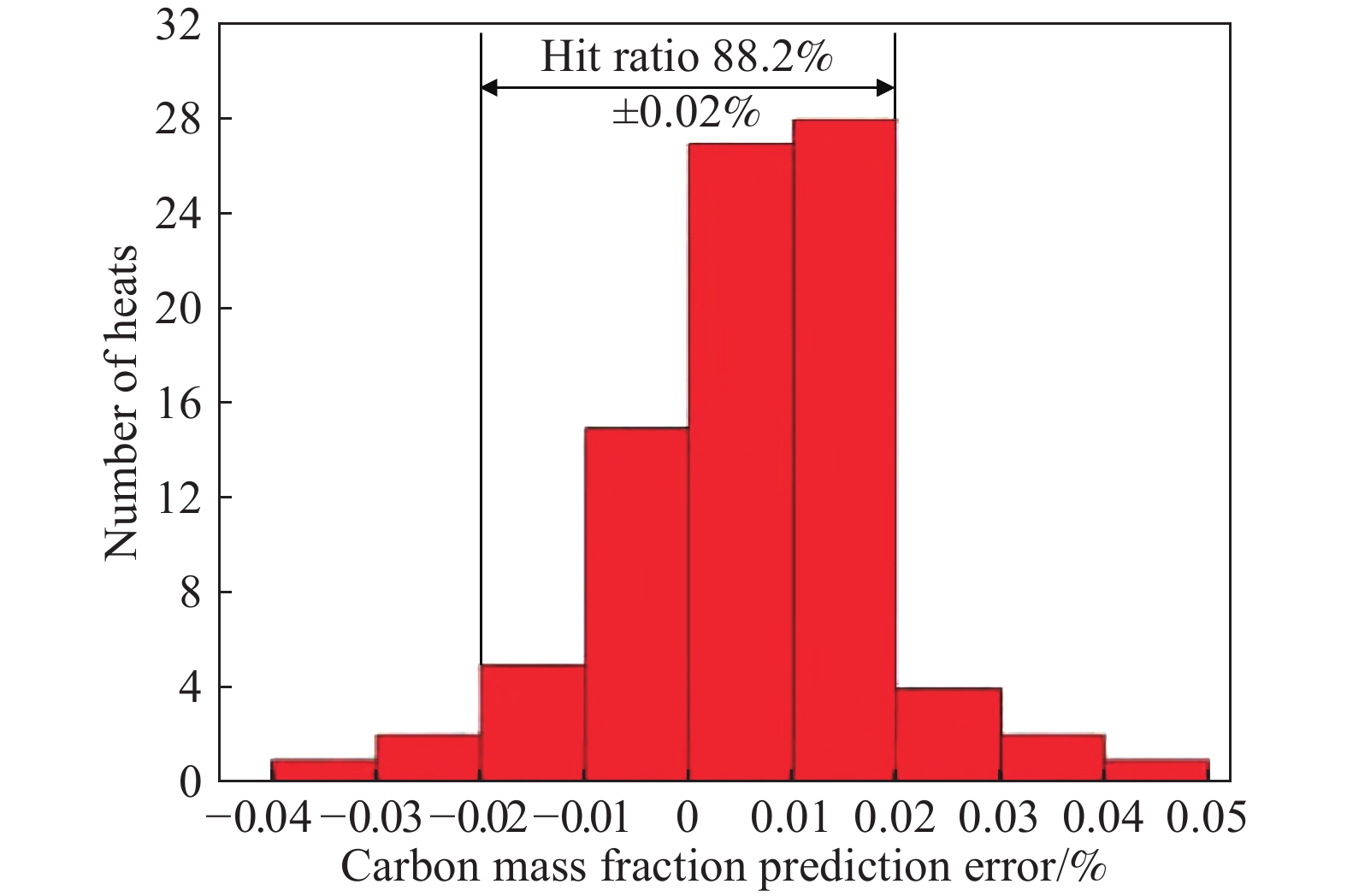
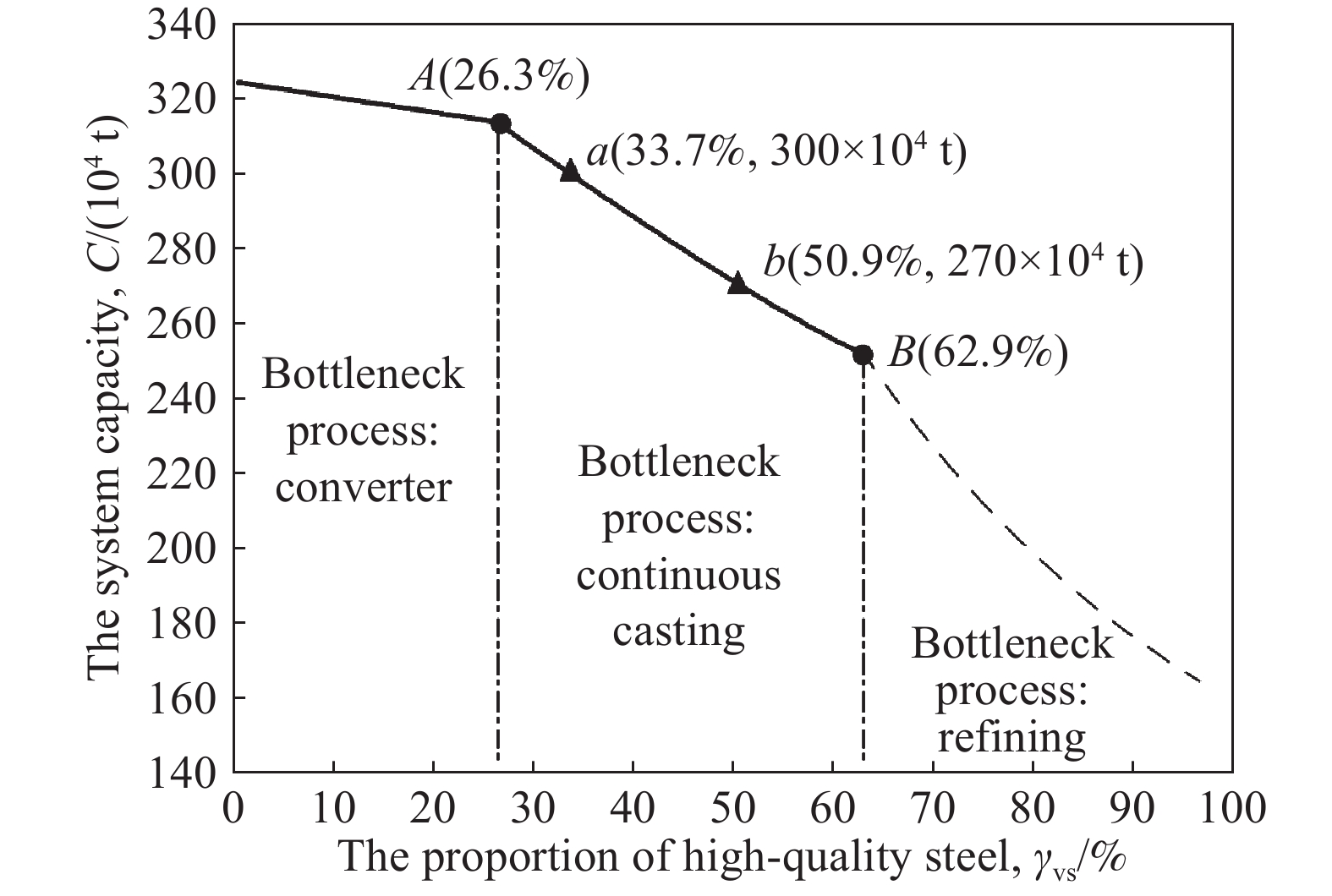
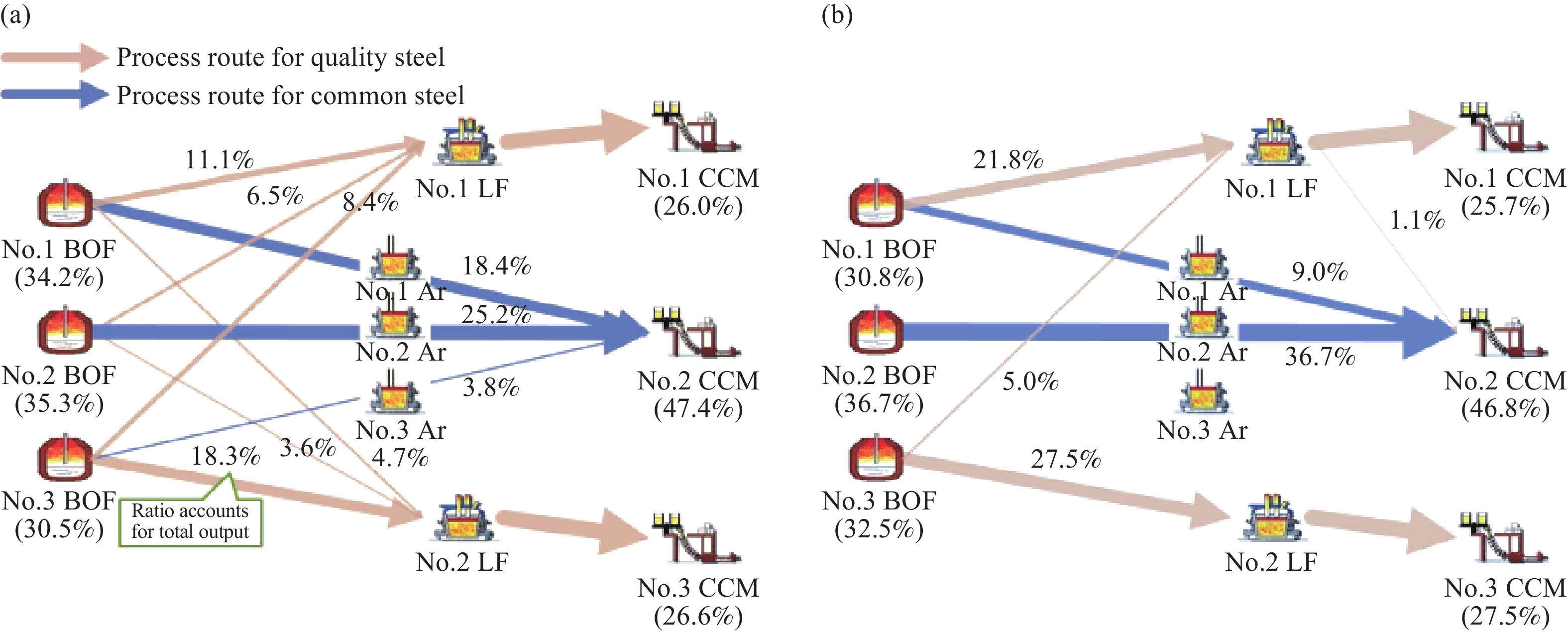
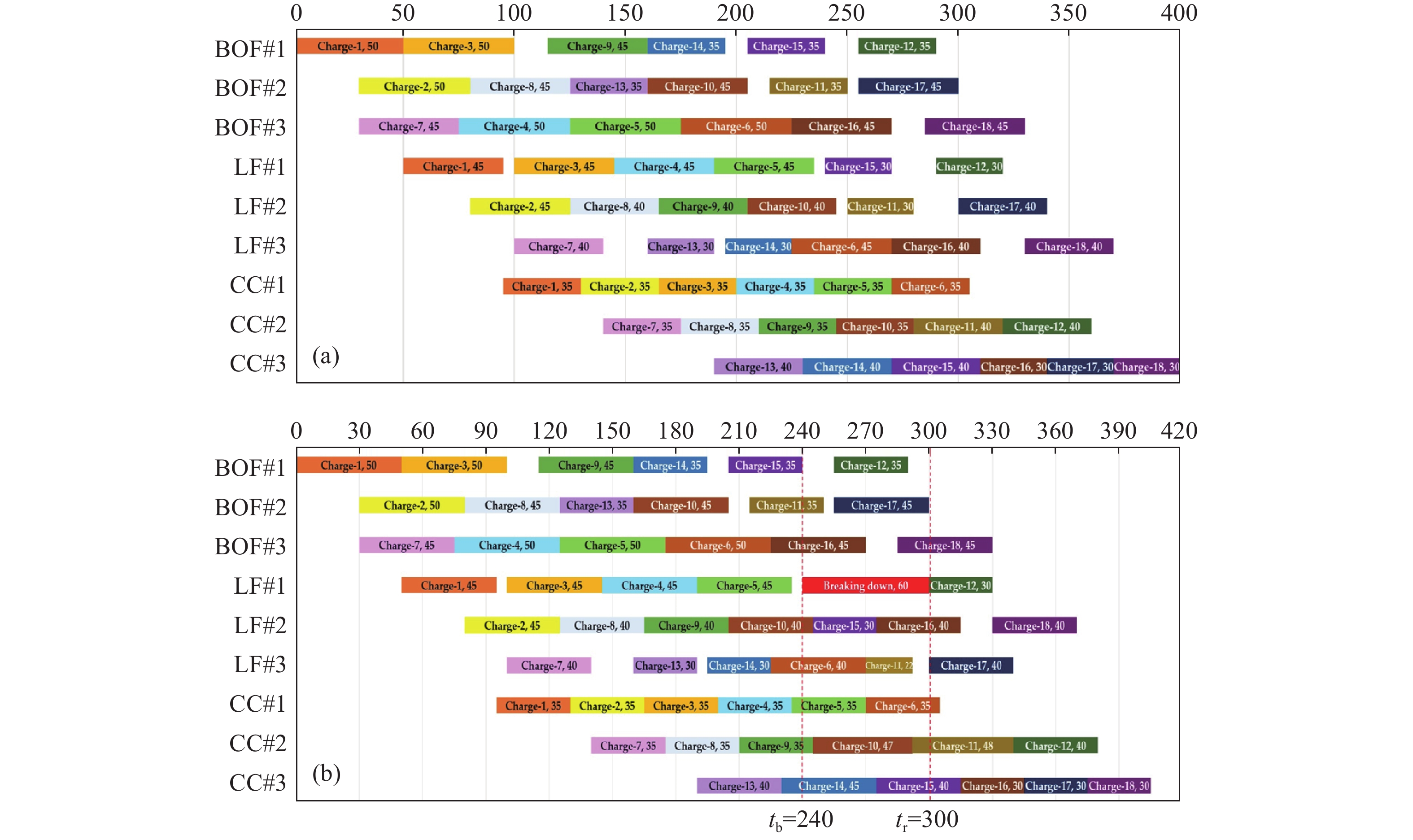
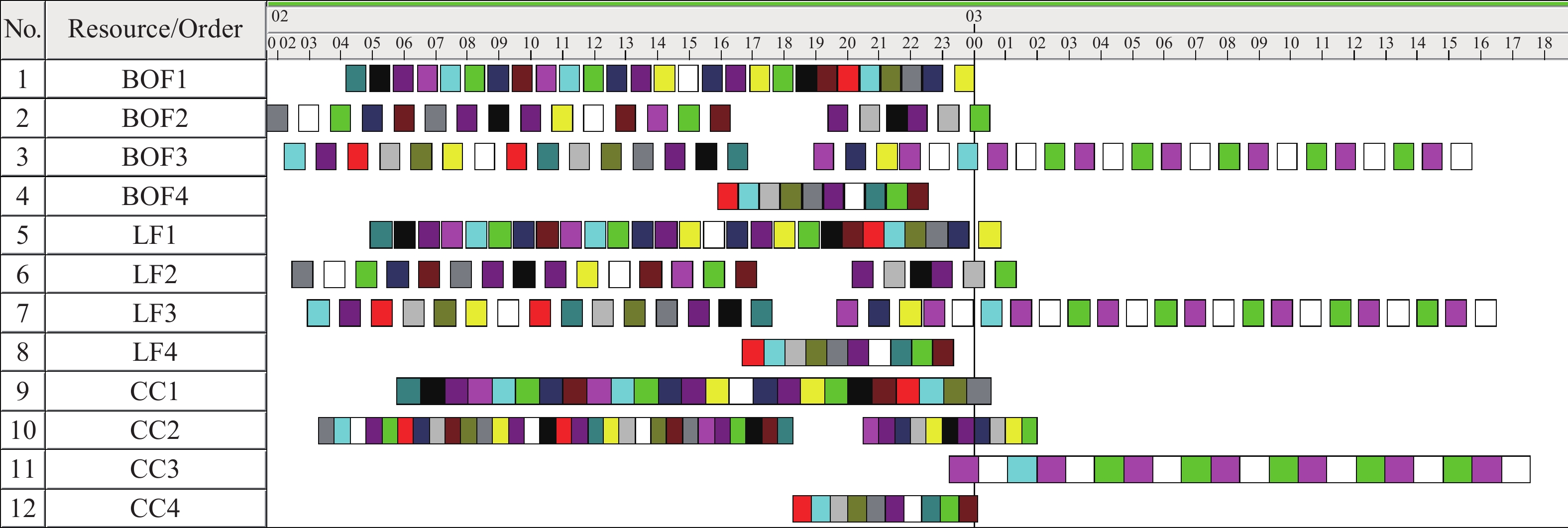
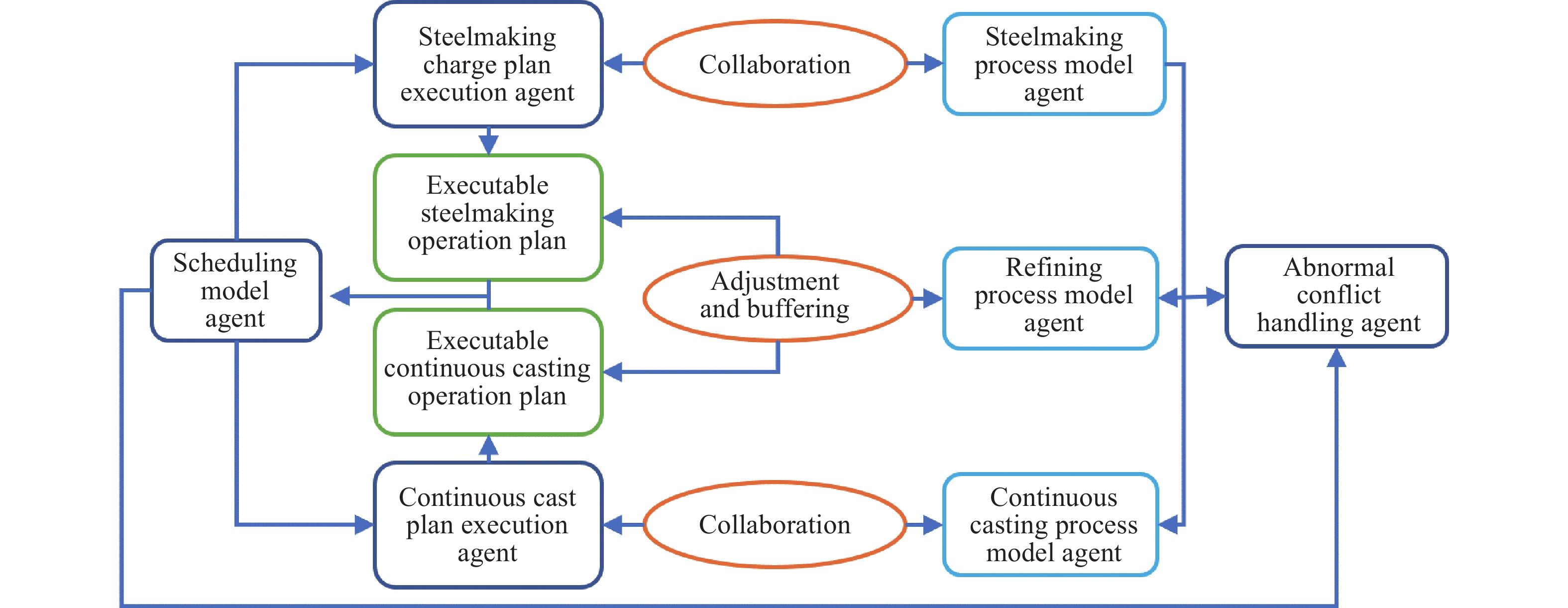
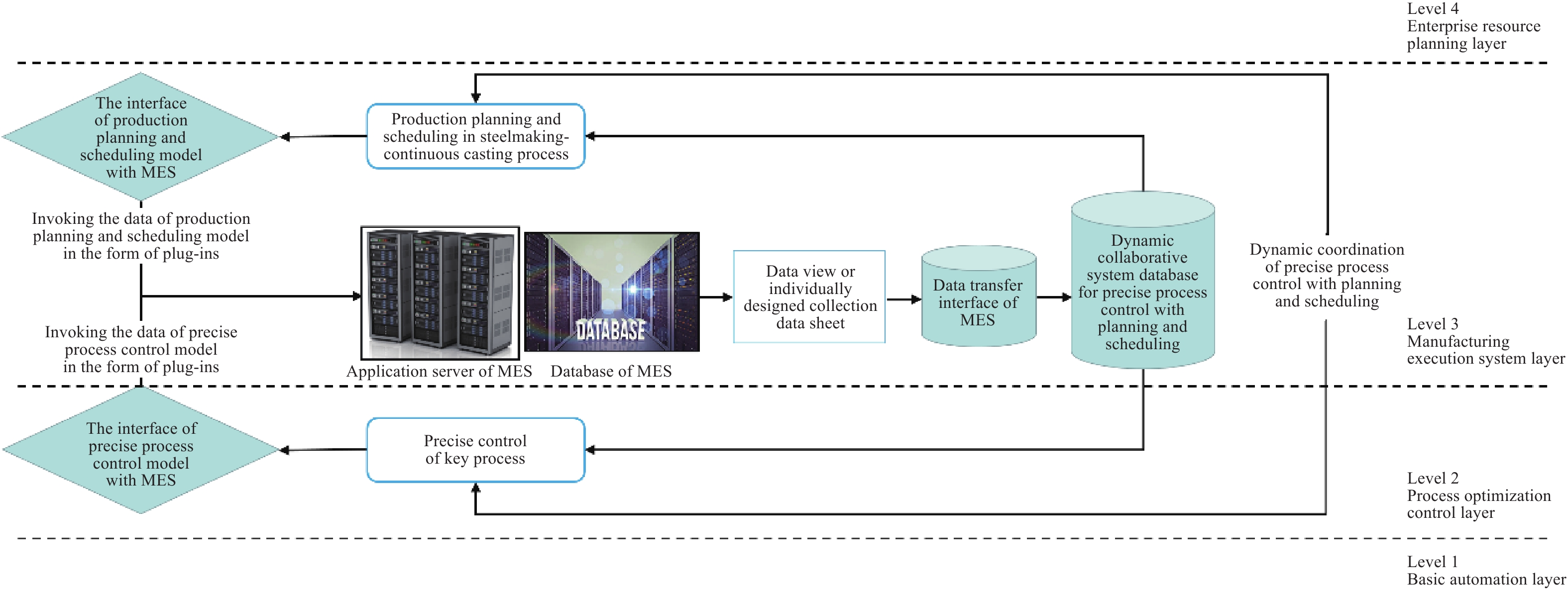
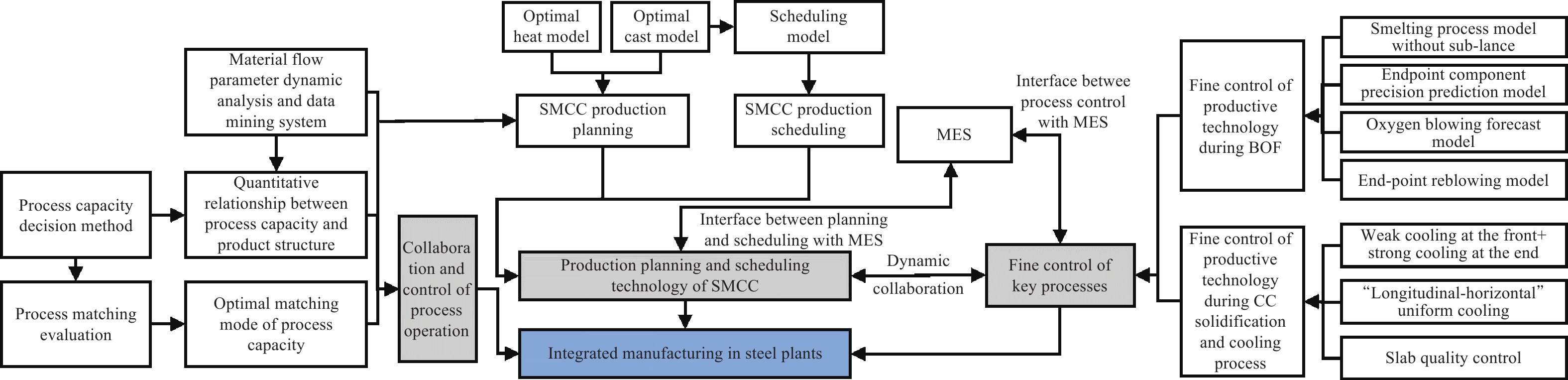
Abstract: With the recent, rapid developments of metallurgical theory and intelligent steelmaking technology, the intelligent upgrading of iron and steel enterprises has attracted increased attention and become a topic of discussion in the steel industry. Collaborative manufacturing is an important feature of intelligent manufacturing in steel enterprises, and it plays an important role in improving the production efficiency and reducing the carbon emissions of iron and steel enterprises. This study elaborated the structure and the contents of multiscale modeling and the collaborative manufacturing of steelmaking plants in detail. The collaborative control of steelmaking plants was studied from the scales of individual processes, workshop sections, and the operation of steelmaking plants. Systematic modeling studies had been conducted from the process control system of processes/devices to the manufacturing execution system (MES). The process control models, including the converter steelmaking process, secondary metallurgy process, and continuous casting process, and mass flow operation optimization models with the production planning and scheduling model as the core were established. In addition, the high-efficiency operation of multi processes/devices was realized through the dynamic coordination of process control and production planning and scheduling in the steelmaking plants. The data interface between process control models, production planning and scheduling models, and MES had been developed to realize the comprehensive integration of MES, production process control, process operation control, production planning, and scheduling system. It had formed the steelmaking-continuous casting process integrated manufacturing technology supported by the precise process control co-driven by mechanism and data models, collaborative process operation, and production planning and scheduling based on “rules + algorithms.” Through multilevel vertical coordination and multiprocess horizontal coordination, the coordinated operation and the control of steelmaking plants were realized. The study results demonstrated a beneficial exploration and the practice of intelligent manufacturing in the steelmaking-continuous casting process, which had strong reference value for intelligent manufacturing enterprises in the process industry, and had a demonstration effect for the green and the intelligent development of the metallurgical industry. After the application, the collaborative manufacturing level of the steelmaking plant had been considerably improved, and significant economic and social benefits had been achieved.
Abstract: In China, the annual discharge of steel slag, red mud, copper slag, and most ferroalloy slag has reached 10–100 million tons; these slags are difficult to be resued due to poor utilization in the fields of cement, concrete, or road pavement. The difficult reusing of these wastes requires new theory and technology, particularly due to the huge scale and concentration in their distribution in China. This study analyzed the current situation of the bulk utilization of the abovementioned typical metallurgical solid wastes and summarized the causes of the problems hindering the utilization, including harmful components, low cementitious reactivity, fine particle size, instability in composition, and huge discharge amount in China, distribution concentrated in several areas for a kind of metallurgical solid waste. Owing to a huge market of 100 million tons or even 10 billion tons per year in China, aggregates, ceramic materials, and artificial stones are suitable for the bulk utilization of solid wastes. Relative research progresses in the low-cost preparation of sintered ceramsite from metallurgical slags, slag-based ceramic tiles and fired bricks, modification of molten slags for producing aggregates, and artificial stones directly converted from molten slags were reviewed. During these researches, an experiment on the industrial production of sintered ceramsite with mass fraction of 50%–65% red mud in its raw materials was conducted in a new 100-thousand tons production line. Ceramic tiles and sintered bricks with mass fraction of 40%–60% red mud or 30%–50% steel slag, or 50%–80% copper slag were respectively produced in the pilot-scale experiment and industry line. The direct conversion of molten slag into building materials is an energy-saving and carbon-reducing technology. An industrial experiment for modification of a molten electric arc furnace slag with mass fraction of 12.96% sand added during its discharge process without any energy supply was completed, and the modified slag was further converted into an artificial aggregate with qualified volume stability properties. A casting stone with low production cost was prepared directly from the modified molten slag in small-scale experiments using the “Petrurgic” heat treatment method. Finally, main trends of the utilization technology for the metallurgical slag were further put forward, including the large-scale utilization technologies, synergistic utilization technology for different solid wastes, energy-saving or recovery and carbon reduction technologies during the utilization process, and intelligent technologies integrated into the resource’s utilization process. Besides these four aspects, the change and improvement of approach toward solid wastes, management of solid wastes, and promotion of new technology applications for people in the production, treatment, and management departments in the metallurgical industry are especially important.
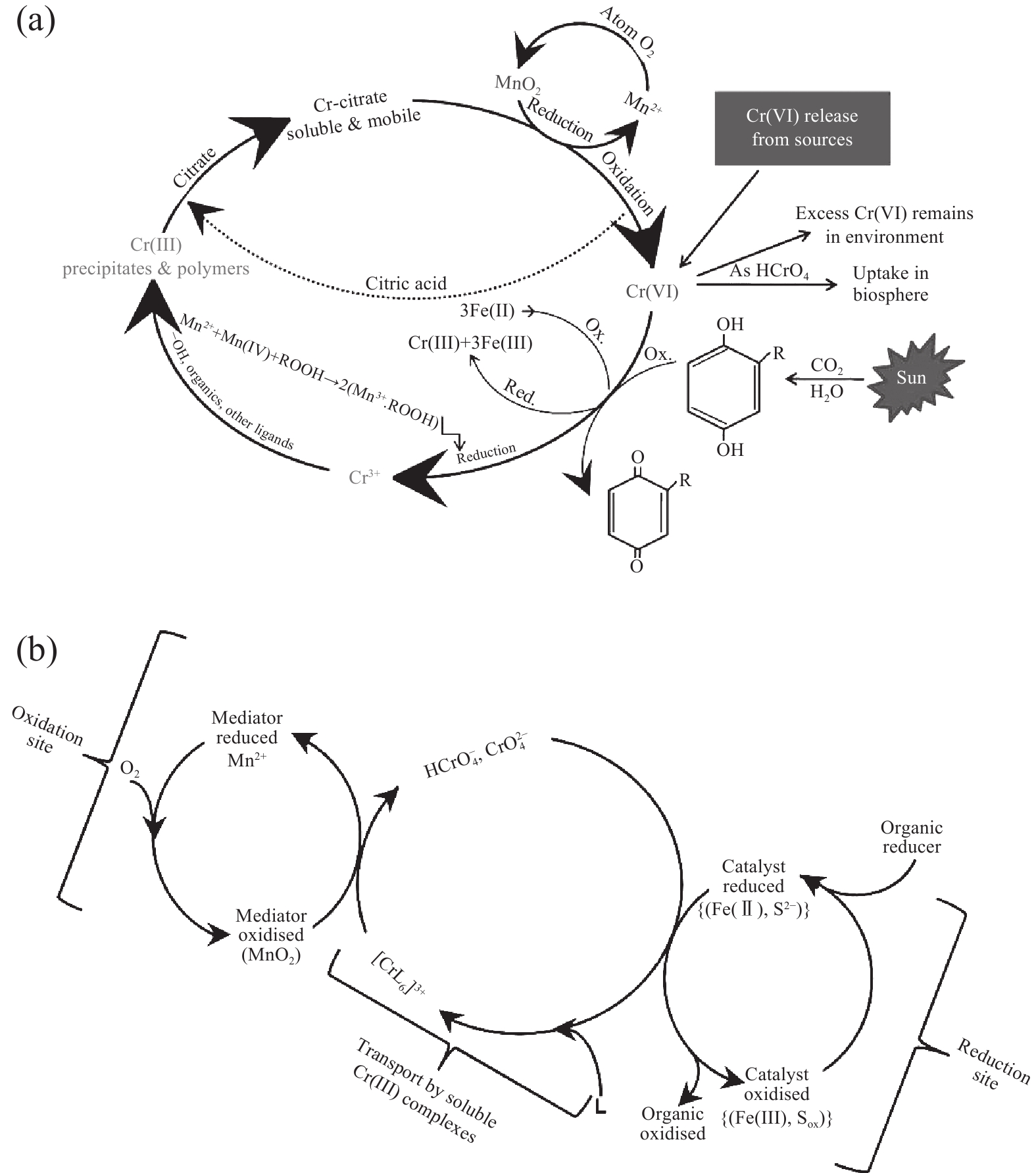
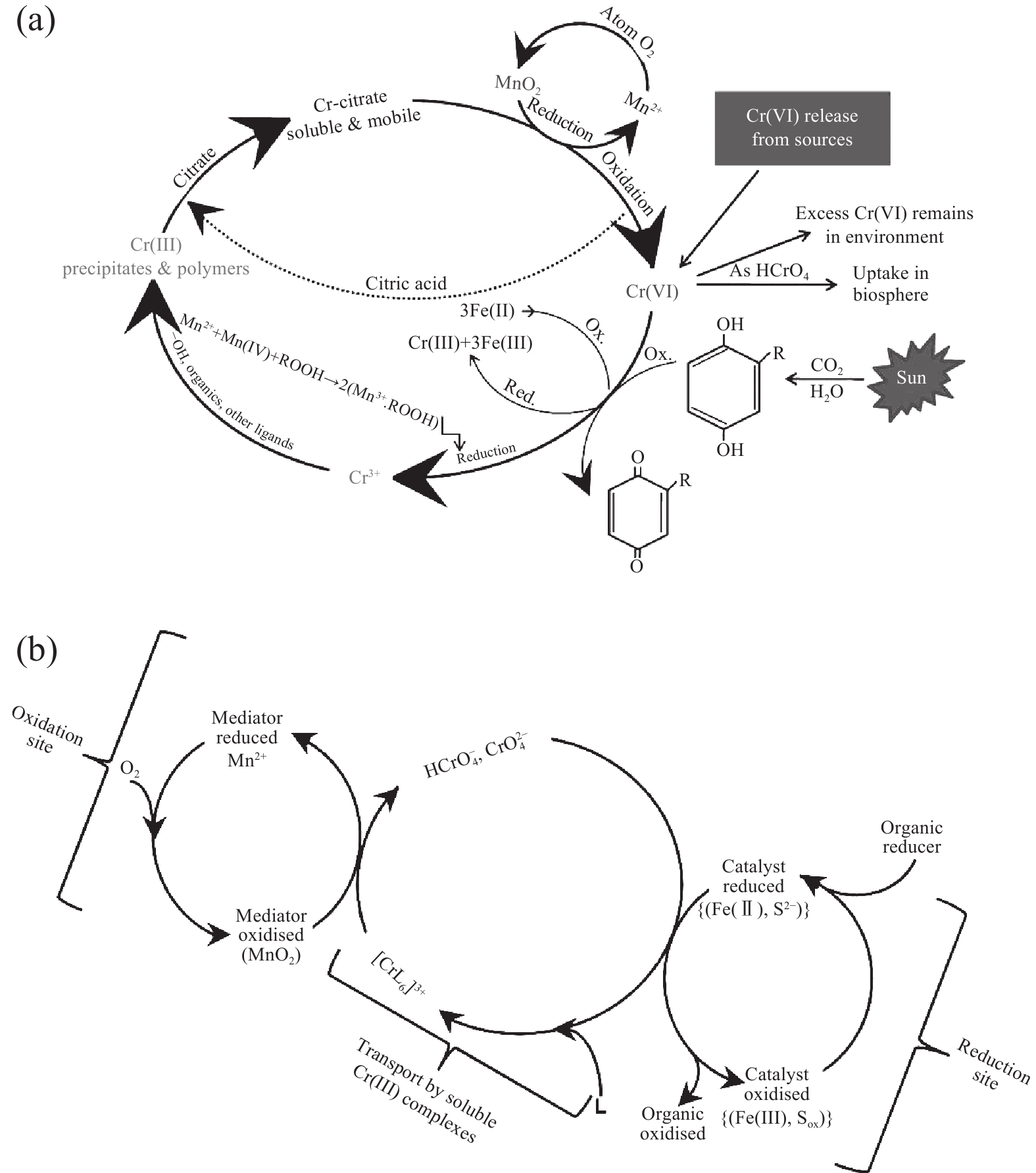
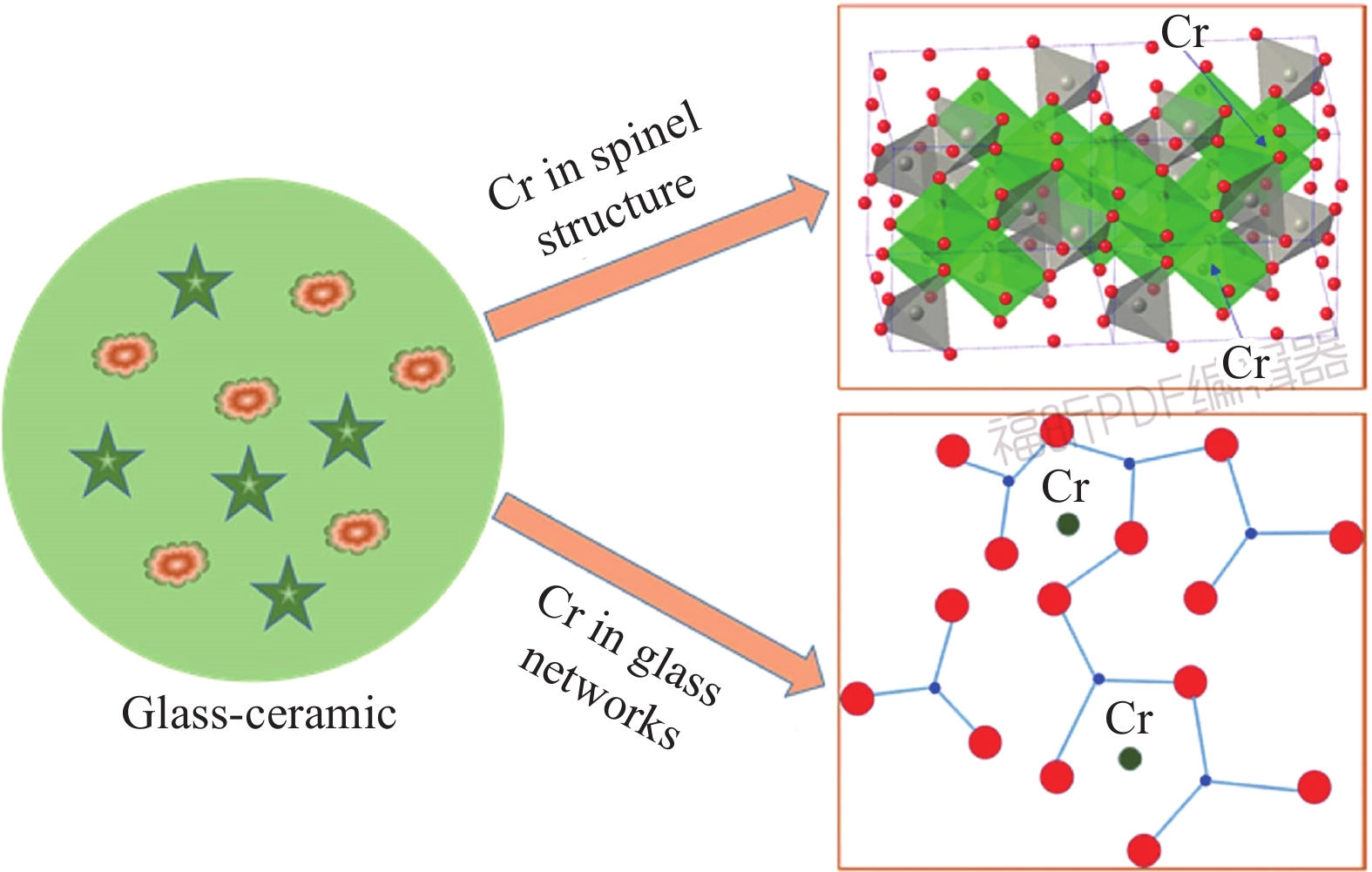
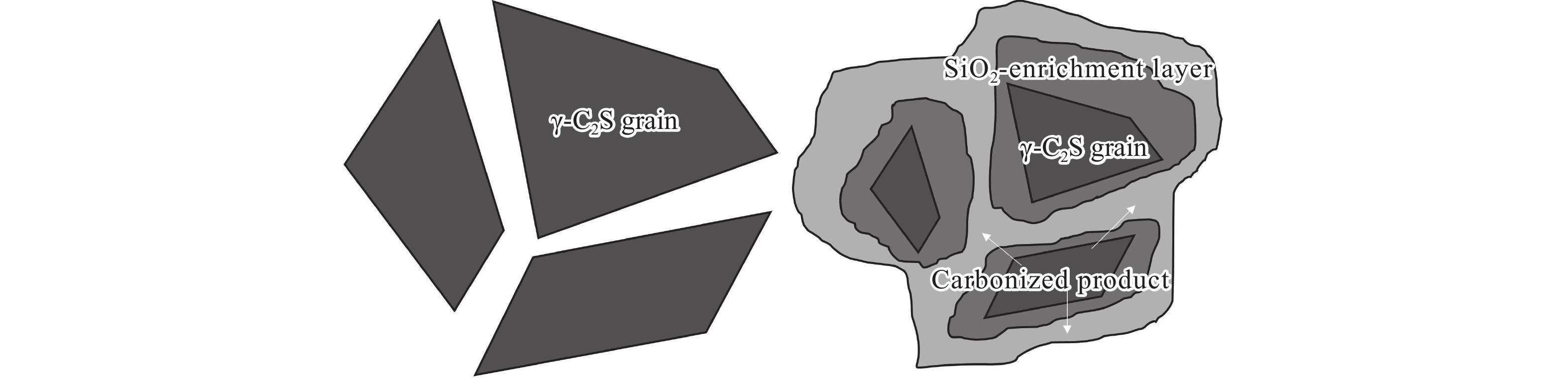
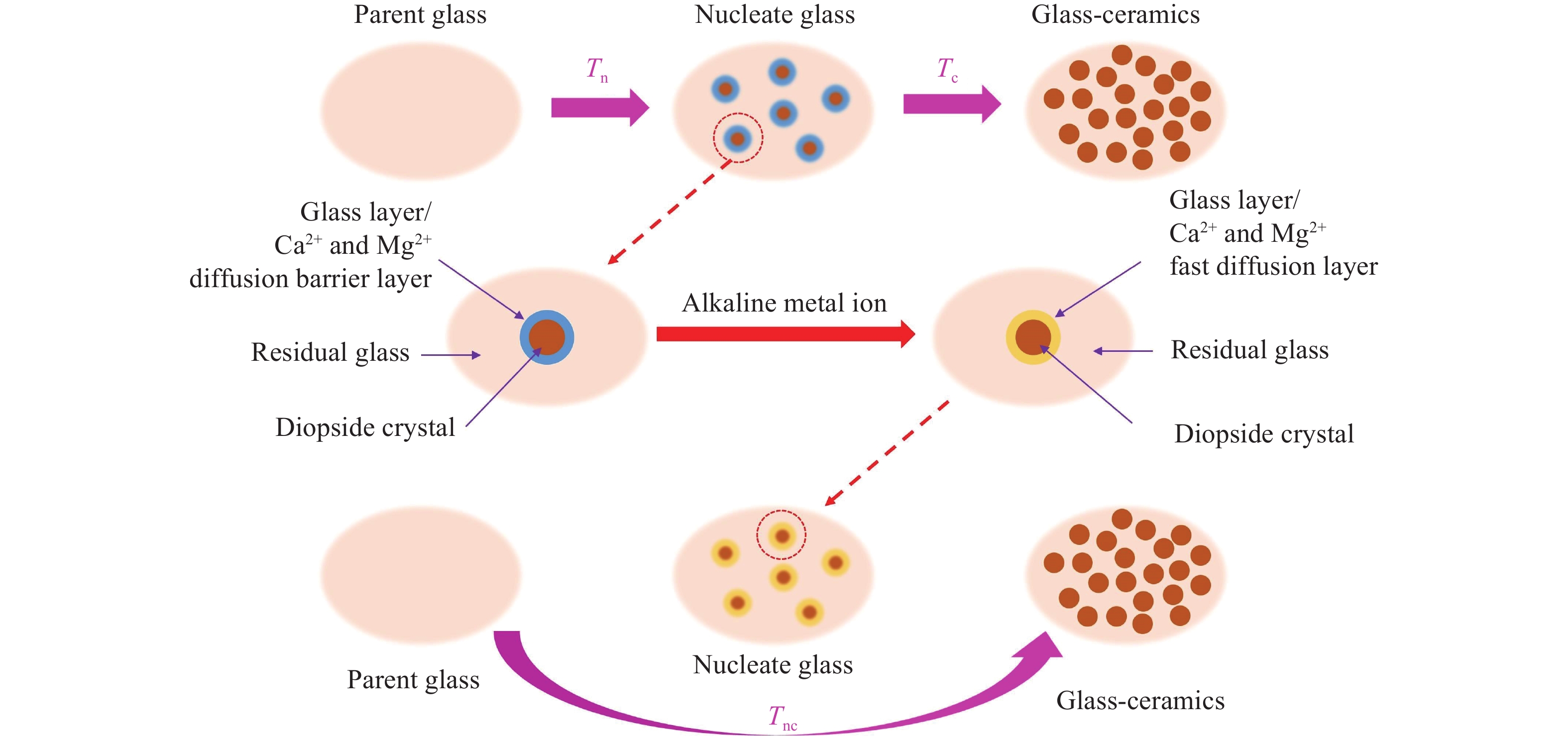
Abstract: In recent years, with the rapid development of the stainless steel industry in China, a large number of Cr-containing solid wastes are produced. Chromium resources in China are very scarce, and China mainly dependent on imported chromium. In the current situation of a limited supply of chromium ore in the world, determining the efficient utilization of chromium resources will become very important. The recovery of chromium in various solid wastes produced by the stainless steel industry has practical economic significance. In addition, an uncontrolled emission of Cr-containing solid wastes will endanger the ecological environment and hamper biological safety. Further, the large scale of China’s stainless steel industry has caused urgent environmental problems, i.e., the whole manufacturing process has produced a large number of Cr-containing solid wastes, including stainless steel slag, stainless steel dust, stainless steel rolled iron scale, and pickling sludge. The detoxification/solidification of Cr to obtain long-term safety performance is an important factor that must be considered in the development of a comprehensive utilization process technology for a large amount of Cr-containing solid wastes generated by the stainless steel industry. This paper reviewed the previous research work in this field, including the work regarding the chemical and phase compositions of the stainless steel industrial solid waste, the existing forms of chromium in different Cr-containing solid wastes, the cycle enrichment rule, and the toxicity of chromium in the environment. The evolution law of Cr-bearing mineral phases and the solidification mechanism of Cr in different mineral phases were discussed. The research progress of various inorganic materials such as cement, glass ceramics, and sintered ceramics prepared using Cr-containing solid wastes in the stainless steel industry was summarized. Bottleneck problems in the preparation of various inorganic materials from chromium-containing solid wastes in the stainless steel industry were analyzed to provide a basis for the future harmless, high-value, resource-based treatment of stainless steel Cr-containing solid wastes and the realization of industrial applications in China.
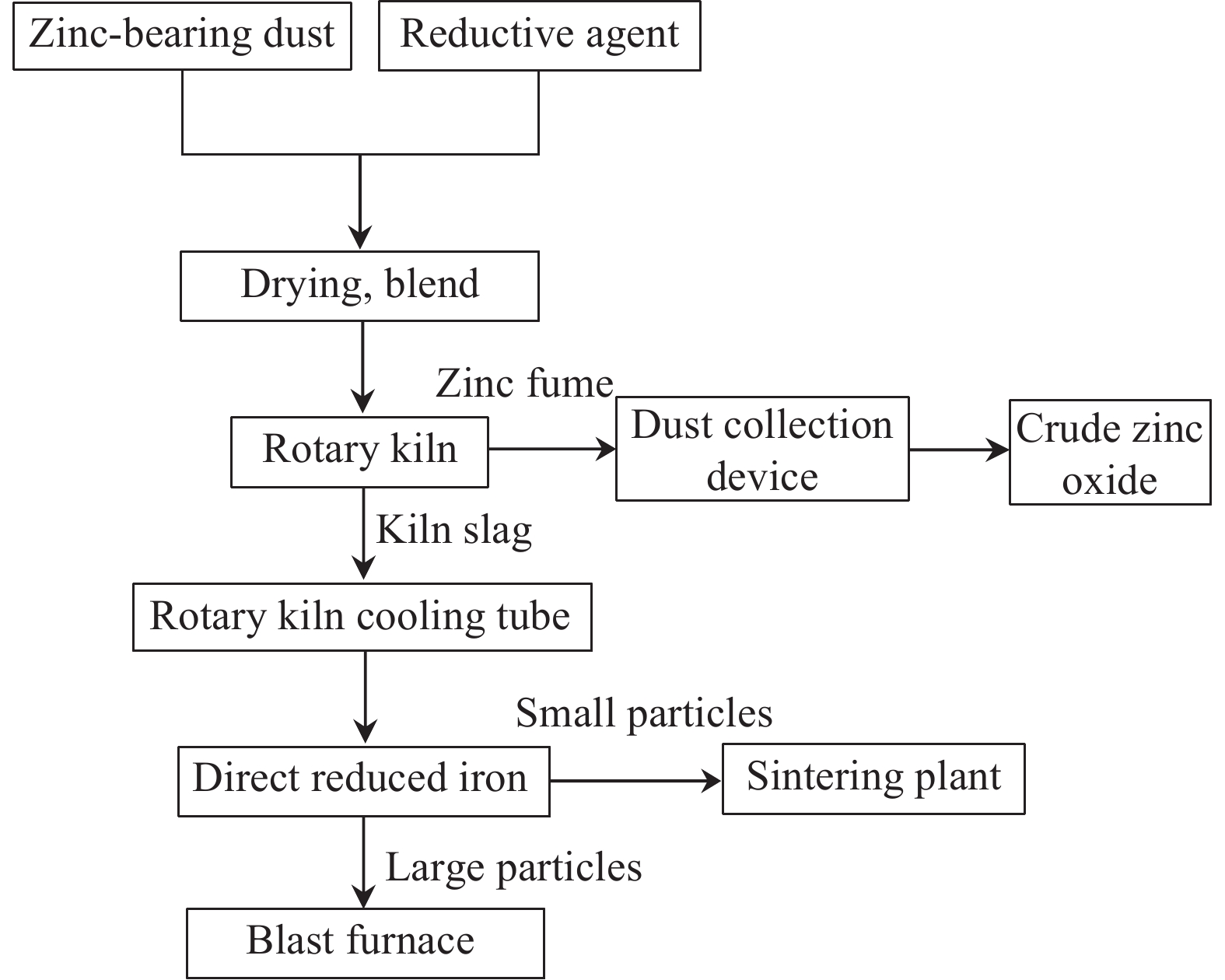
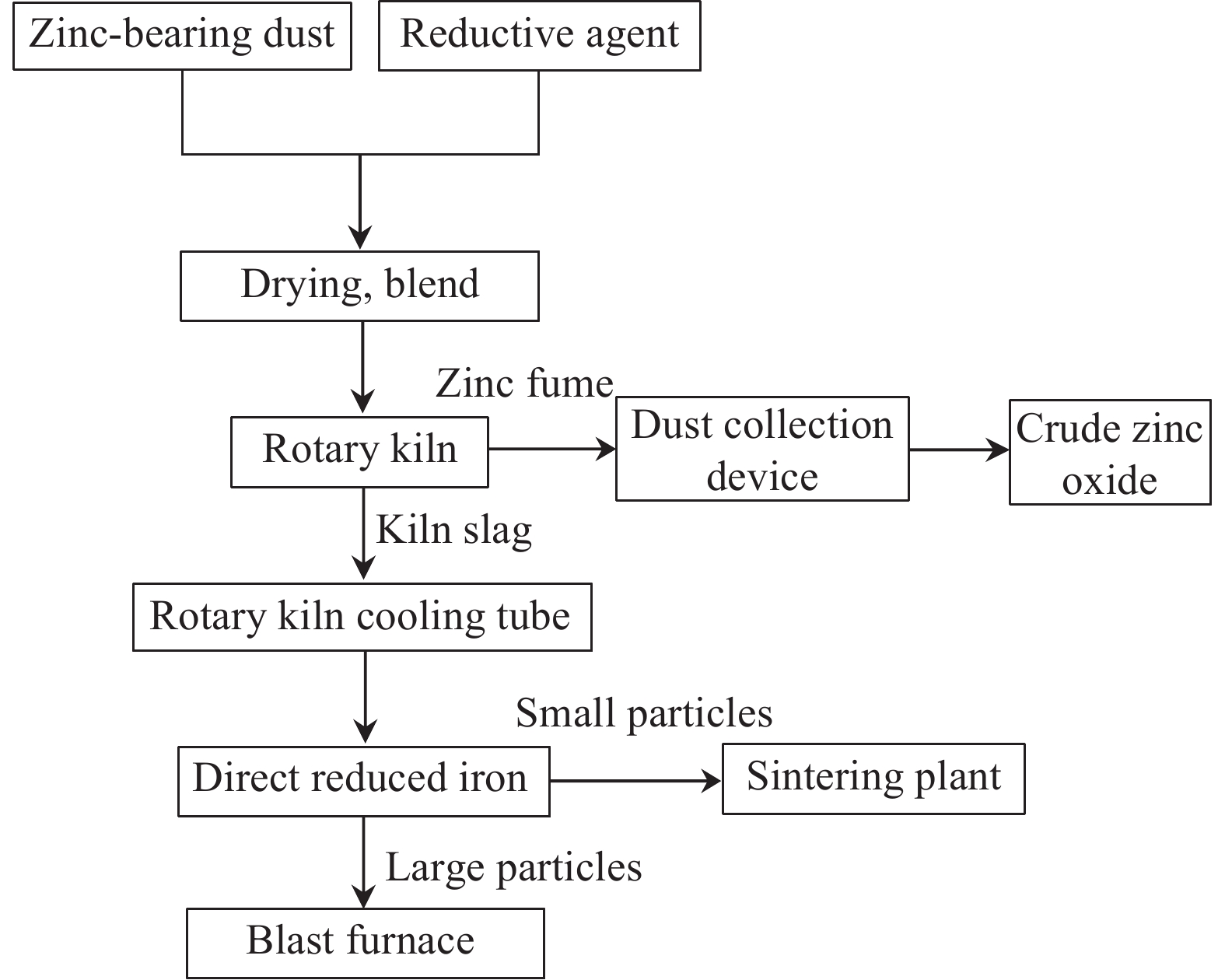
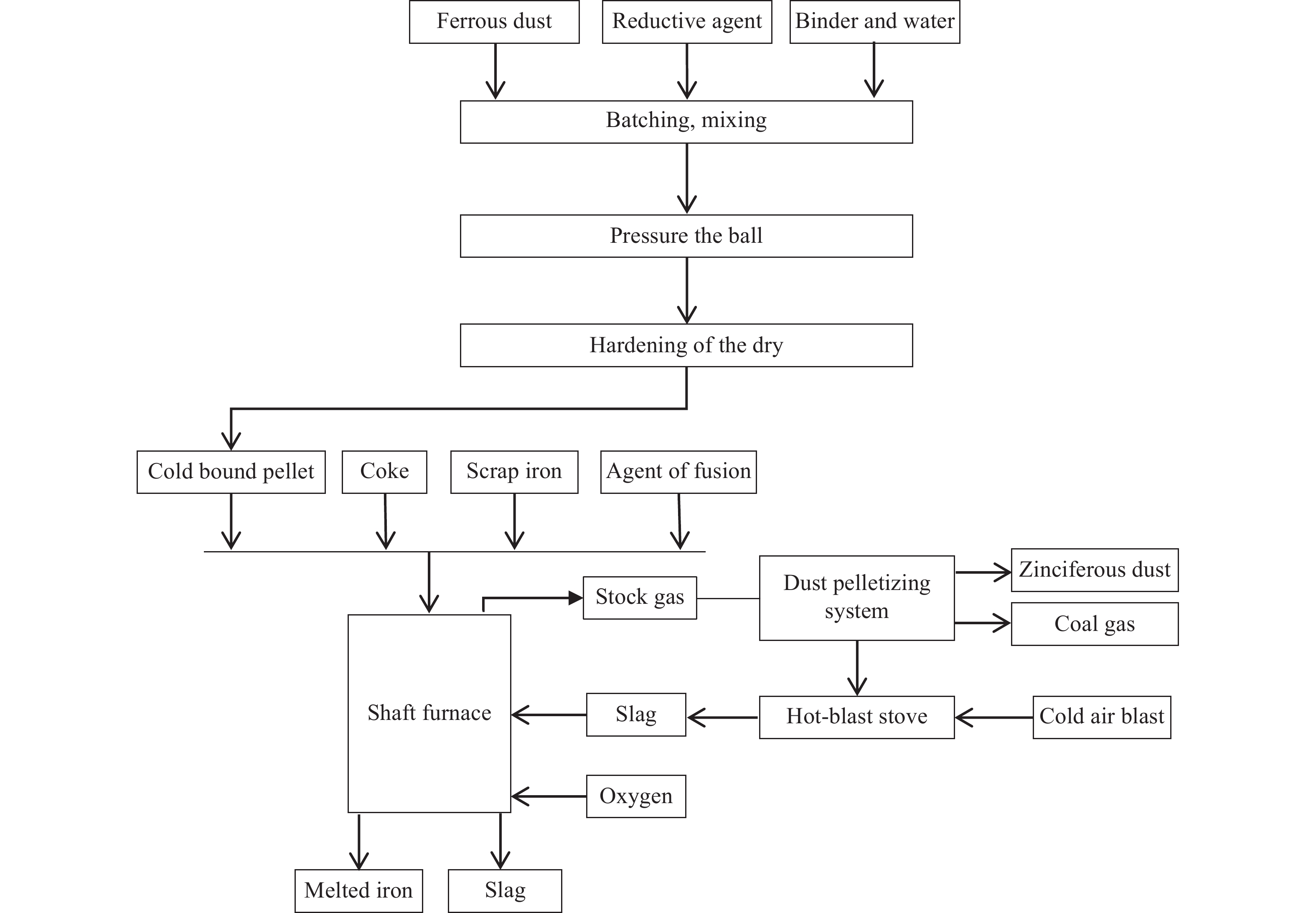
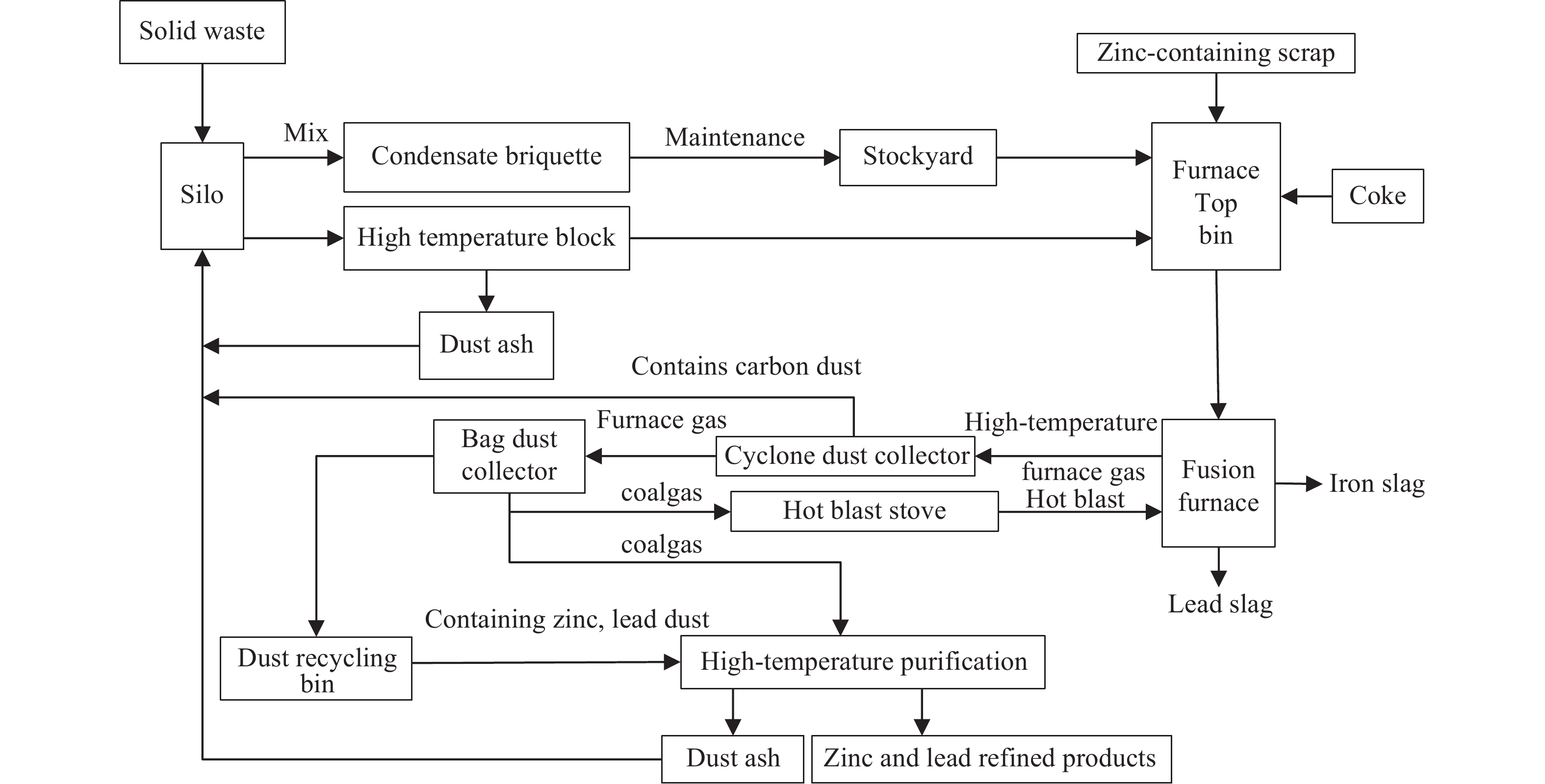
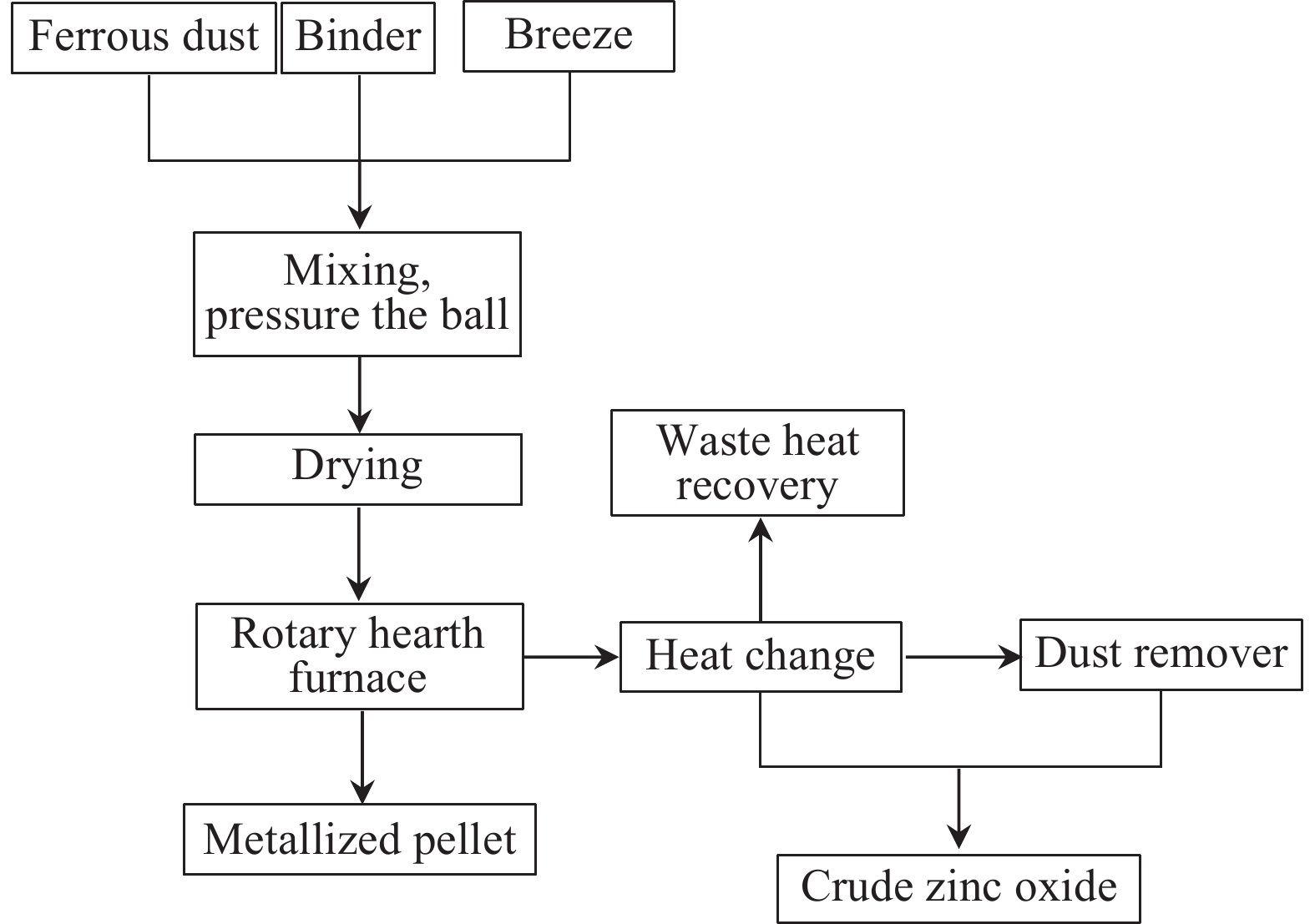
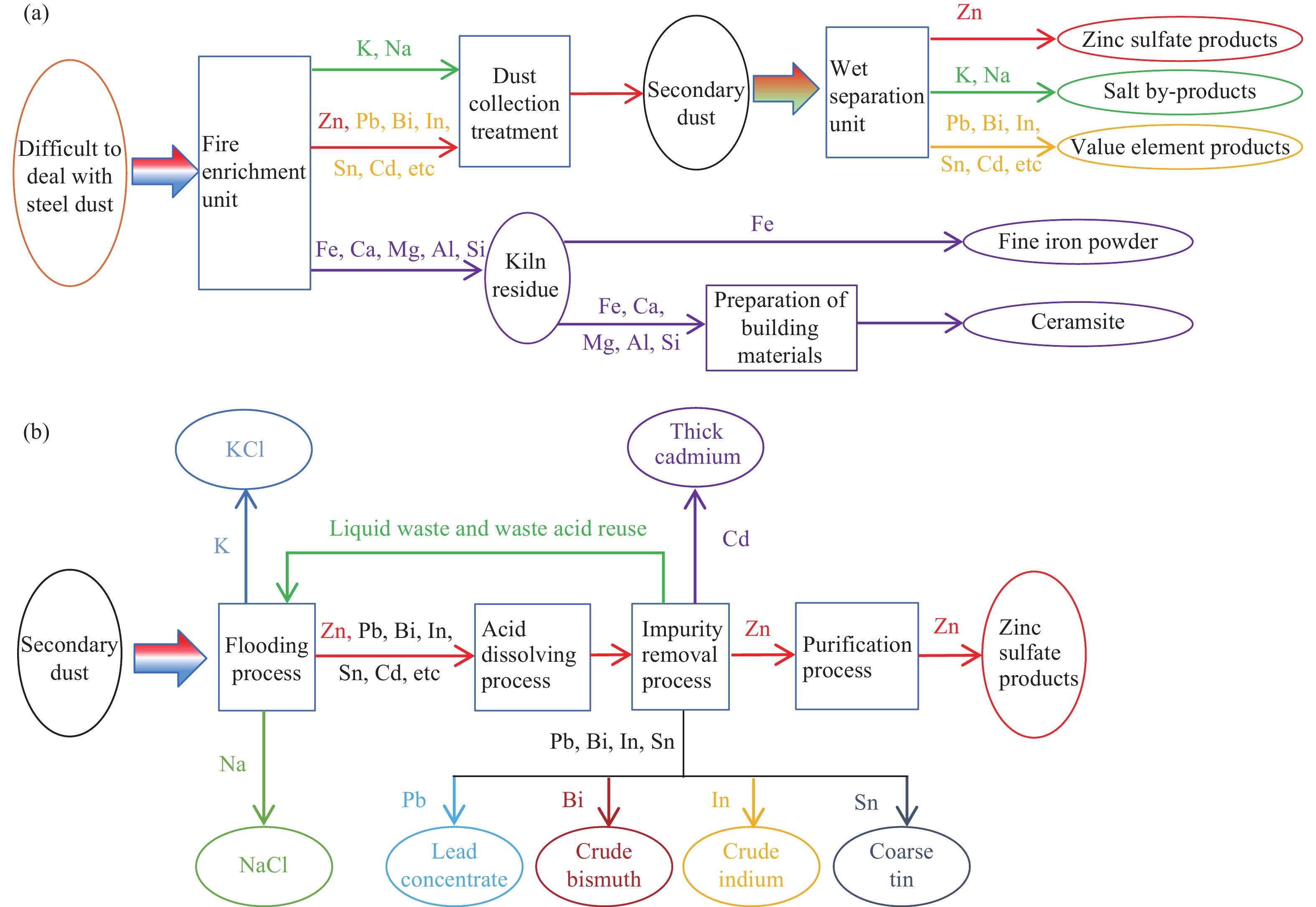
Abstract: Iron and steel metallurgical dust is a solid waste produced in the production process of the iron and steel industry. It has the characteristics of many types, large quantities, complex components, and many valuable elements. Japan and Germany have realized the centralized treatment and comprehensive utilization of metallurgical solid wastes, and China’s current technological level is still far behind them. This paper briefly described the existing treatment processes of iron and steel metallurgical dust and mud and specifically introduced the most widely used pyrotechnic processes in enterprises, including the rotary kiln, Oxycup, and rotary hearth furnace processes. The current treatment process of iron and steel metallurgical dust and sludge mainly stays in the first three stages of dust and sludge resource recycling and often only separates and recovers some elements with high contents. In addition to elements such as Fe, Zn, Pb, K, and Na, dust and mud in an iron and steel industry agglomeration area are also enriched with large amounts of valuable and rare elements with high added values such as In, Bi, Sn, and Cd, which are precious materials. The ineffective treatment and recycling of a huge volume of iron and steel metallurgical dust and mud will cause serious air, water, and soil pollutions; affect the ecological environment; and endanger human life. Moreover, it will cause a considerable loss of valuable resources, which is not conducive to the rapid development of China’s industries. With the requirements of the national environmental protection regulations and industrial policies, steel metallurgical dust and sludge have reached a new stage where 100% of all dust and sludge must be recycled. In response to this, a technical solution established on the product design based on the coordination of various types of dust and mud, scientific coupling, and system integration among unit technologies was proposed according to their respective composition characteristics to achieve multicomponent cascade separation and full utilization. The full resource utilization of metallurgical dust and sludge in iron and steel enterprises provides a reference.
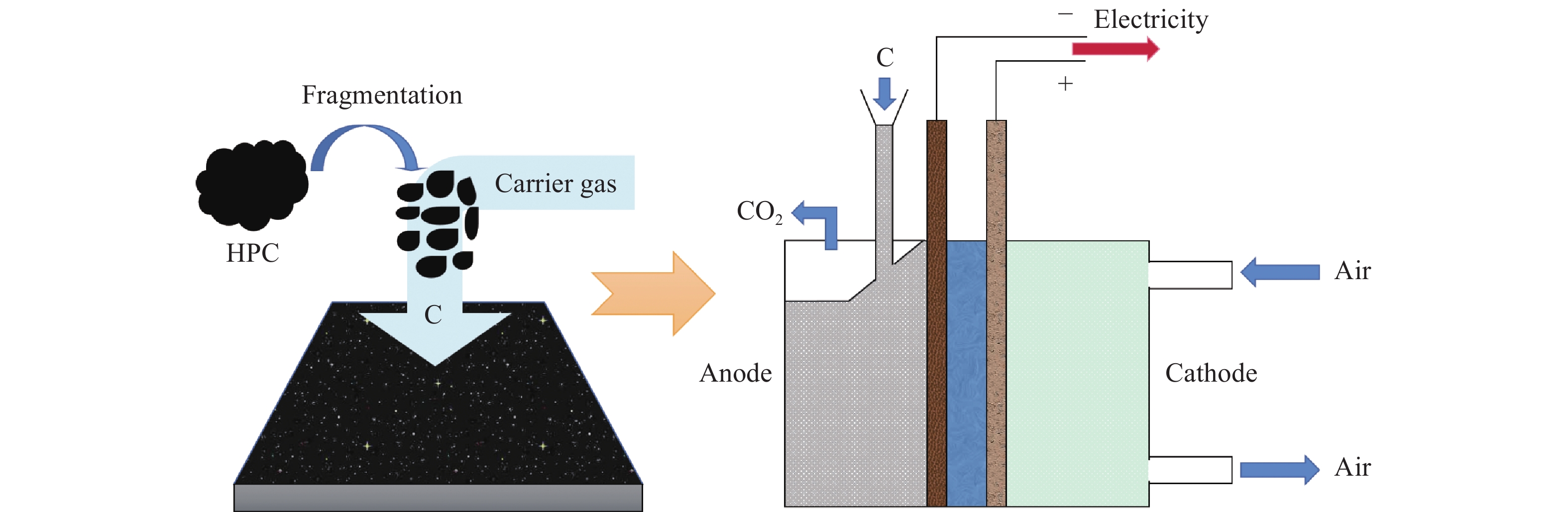
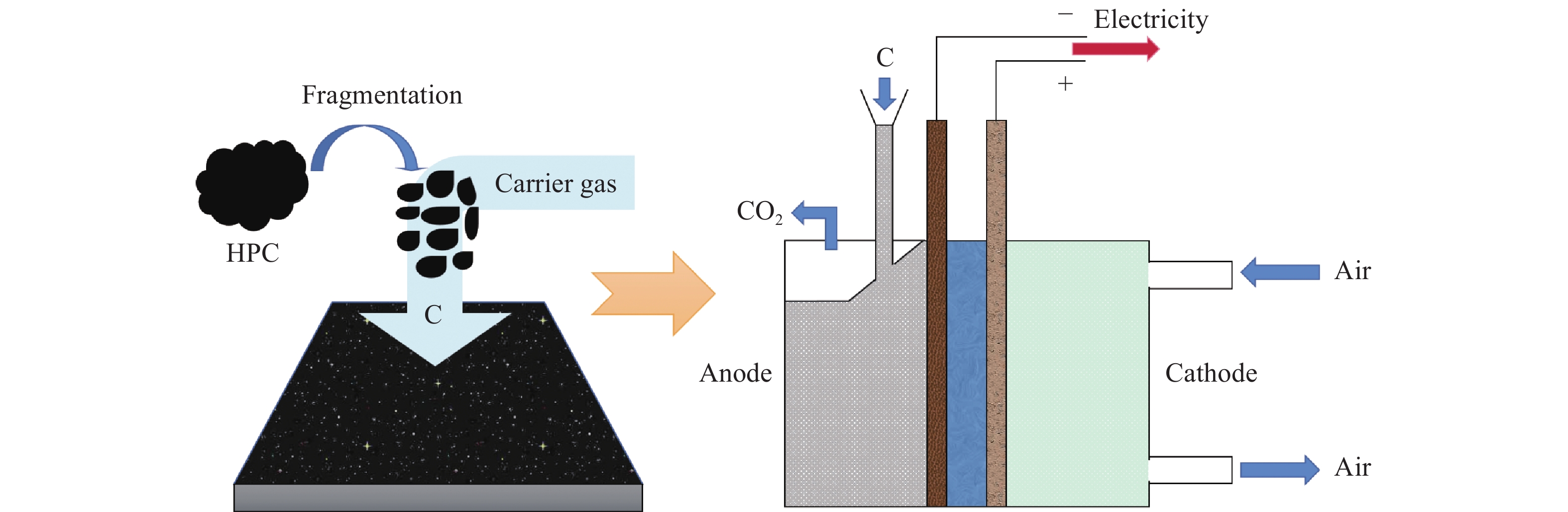
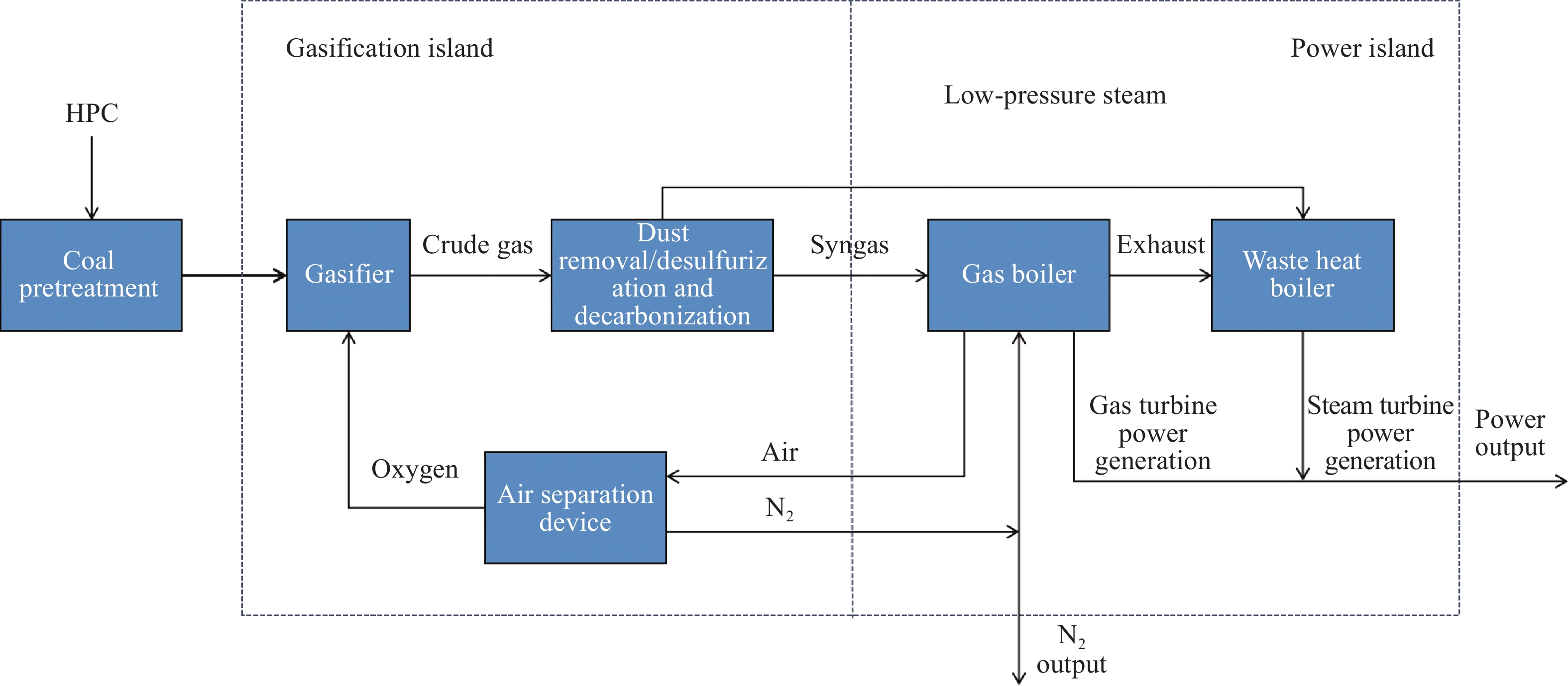
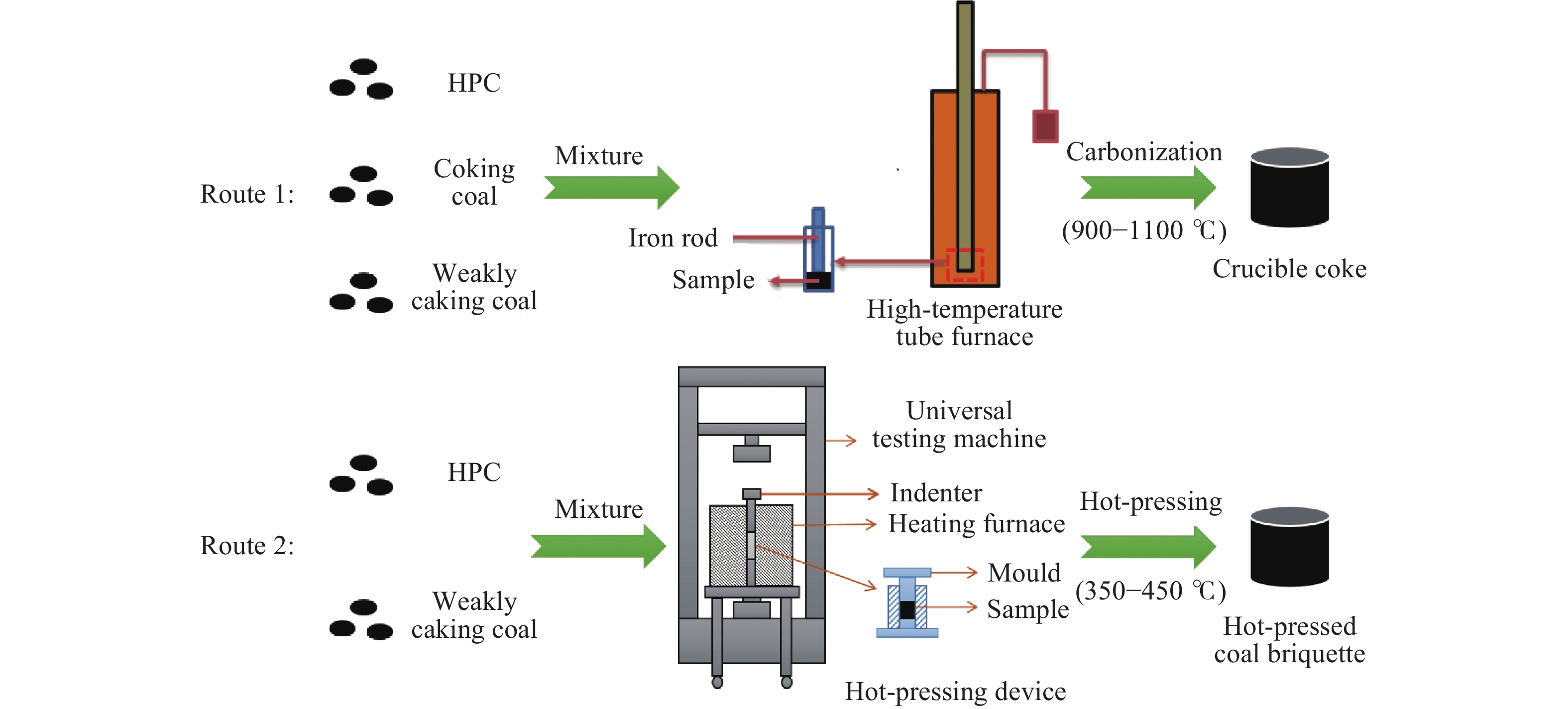
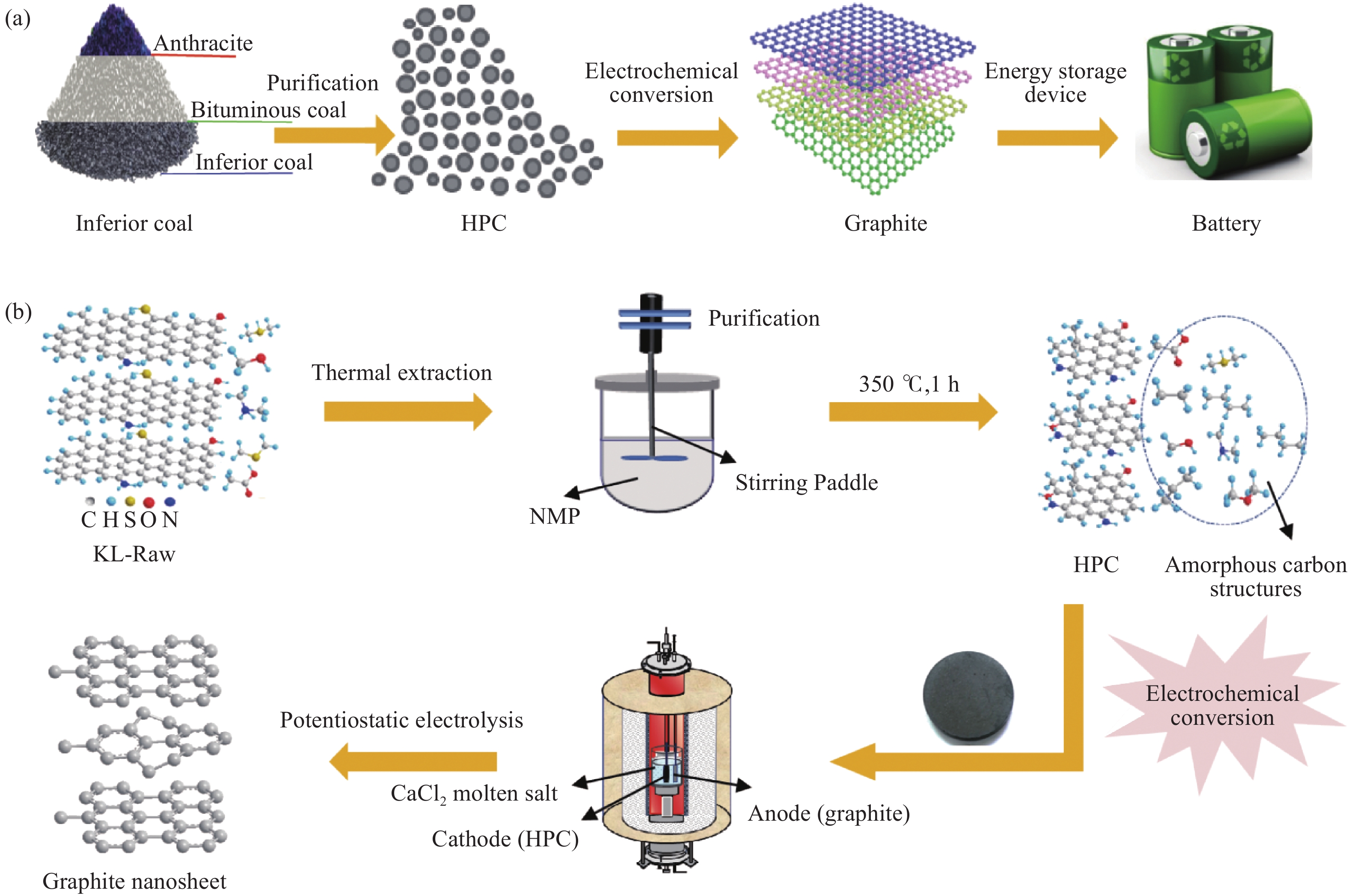
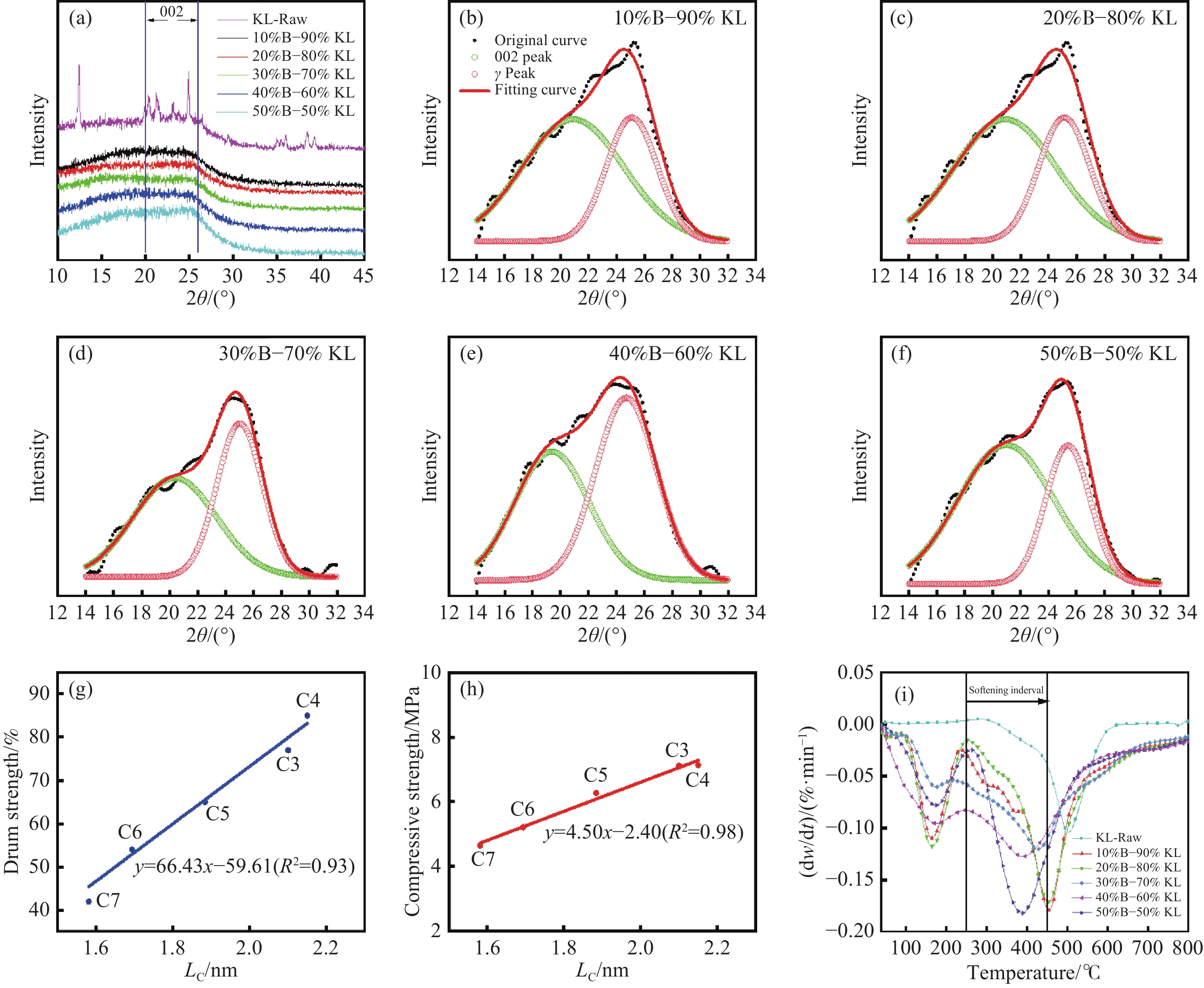
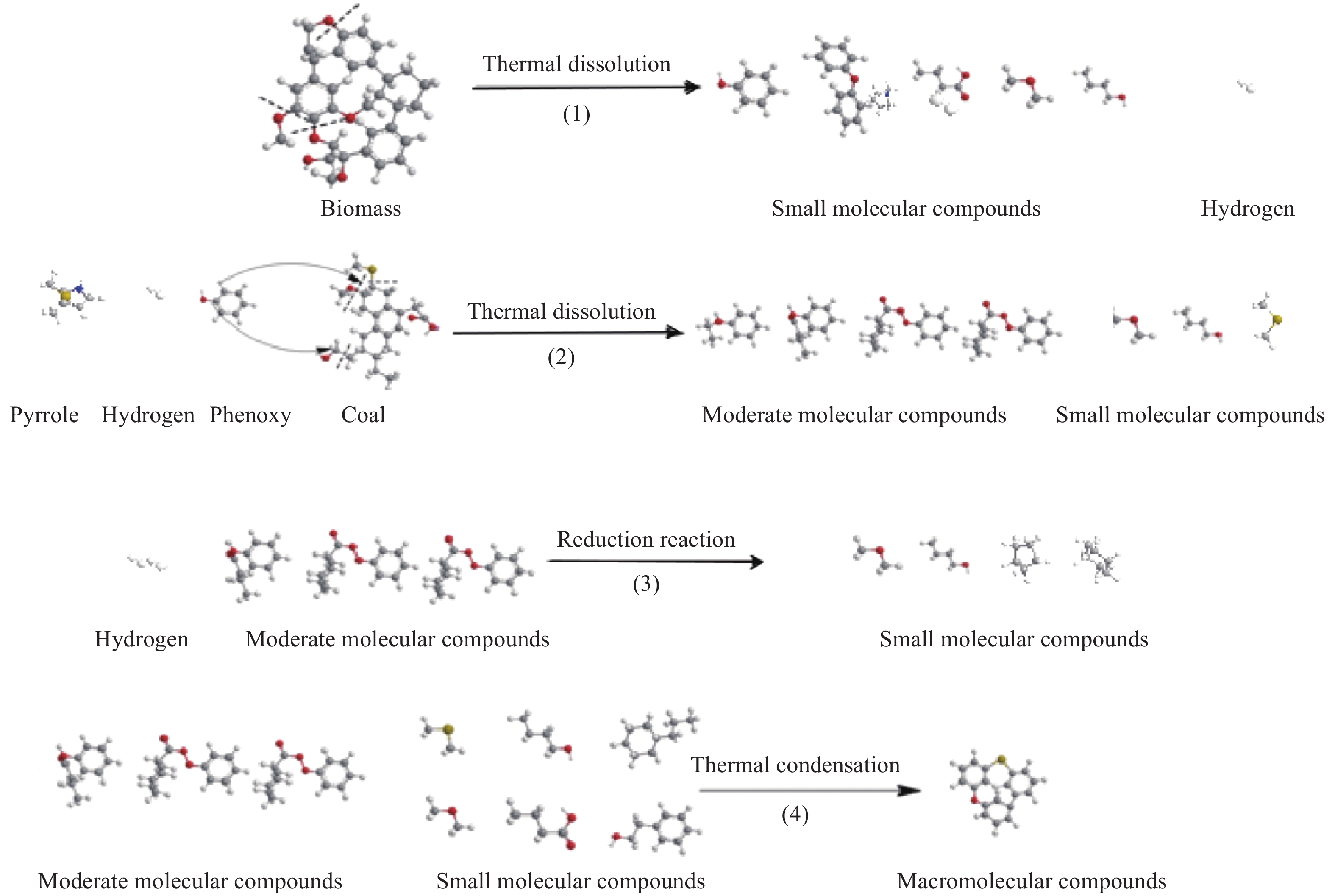
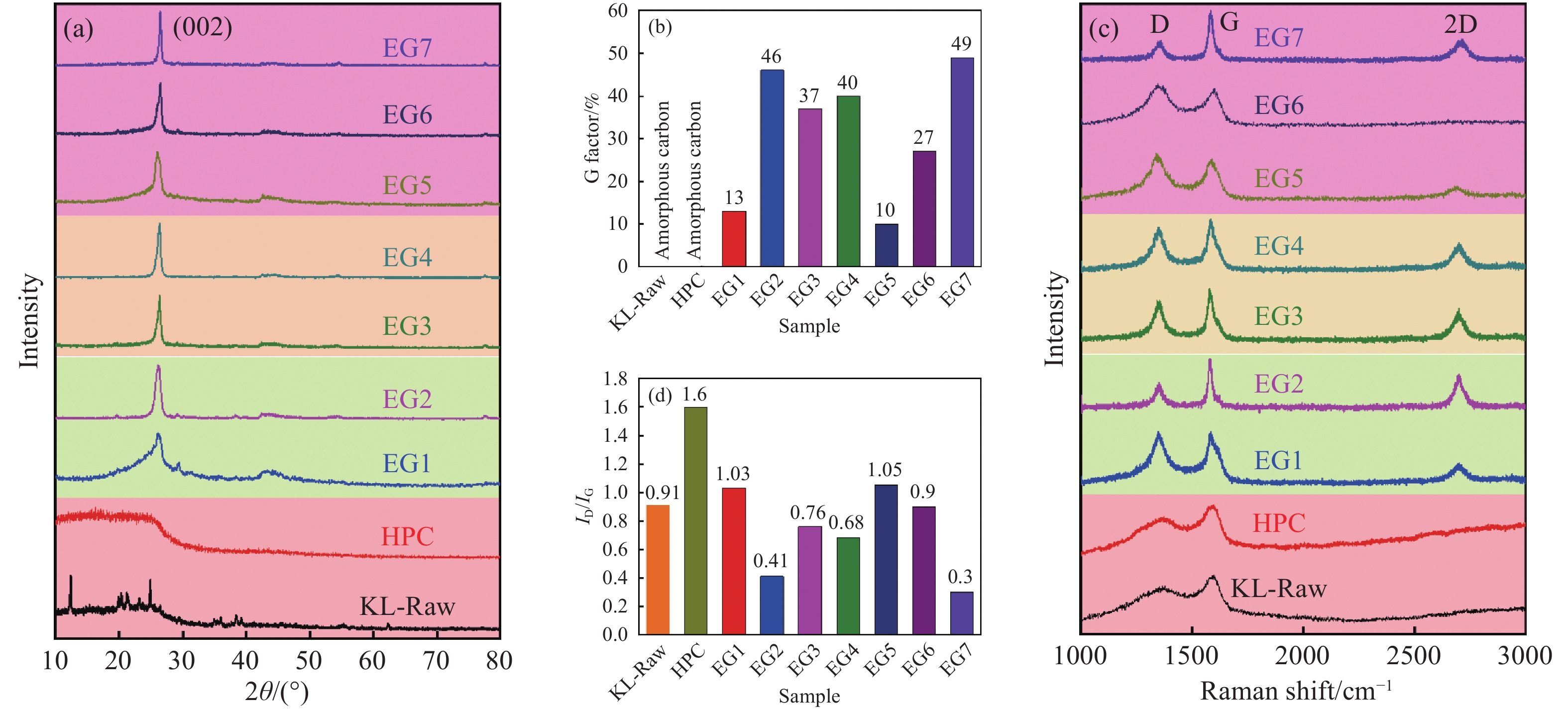
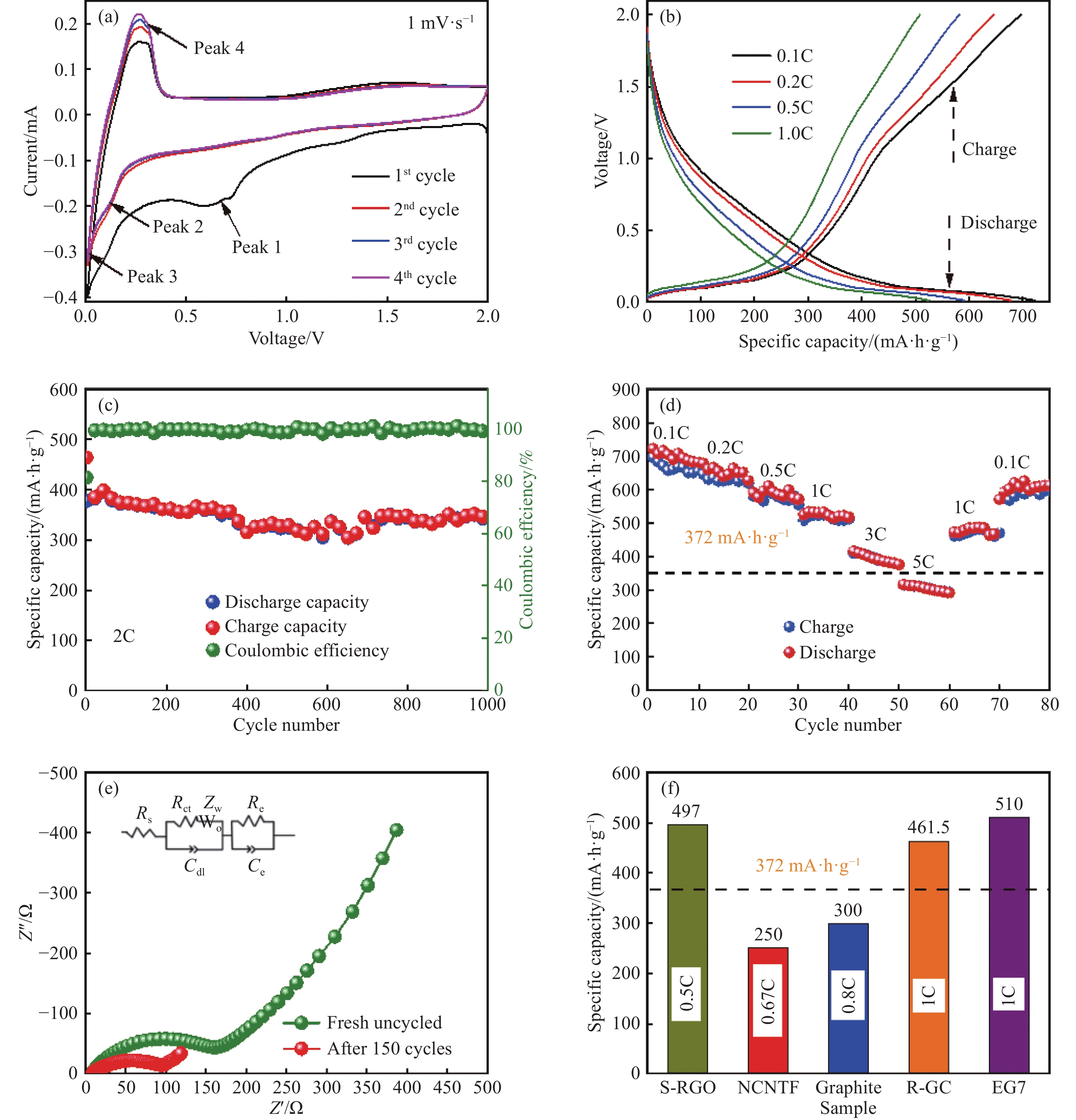
Abstract: China is the world’s largest coal-producing country; coal is very important to Chinese energy structure. However, the excess use of coal has caused serious environmental pollution and the greenhouse effect. Therefore, an indispensable way to solve this coal utilization problem is the development of clean coal technology, which is also essential for the sustainable development of China’s economy. HyperCoal (HPC), a coal derivative obtained by solvent extraction with the properties of low ash content, low moisture, high calorific value, high reactivity, good thermoplasticity, and environmental friendliness, has excellent application in clean coal technology. In terms of combustion, HPC can be used as an advanced fuel for fuel cell and chemical cycle combustion for improving combustion efficiency. Regarding gasification and liquefaction, HPC can be used in the integrated coal gasification combined cycle technology to reduce catalyst loss and equipment damage. In terms of coking coal blending, HPC can be used as an additive in the coking process and a binder for hot-pressed coal briquettes, which can increase the strength of coke and replace scarce coking coal resources such as fat and main coking coals. In the preparation of high-grade carbon materials, HPC can be used to prepare the pitch-based carbon fiber, activated carbon, and graphite electrodes, which considerably improves the performance of carbon materials. Therefore, HPC is valuable in the clean and high-value utilization of coal. On this basis, this paper pointed out the current research status of HPC application in China and elaborated the breakthrough with considerable research results of our team concerning coking coal blending and the preparation of crystalline graphite. However, currently, there are still some problems in the spread and the application of HPC. In the future, large-scale production issues need to be urgently solved, and in-depth research on the extraction mechanism and the action mechanism of HPC should be conducted.
Monthly, started in 1955 Supervising institution:Ministry of Education Sponsoring Institution:University of Science and Technology Beijing Editorial office:Editorial Department of Chinese Journal of Engineering Publisher:Science Press Chairperson:Ren-shu Yang Editor-in-Chief:Ai-xiang Wu ISSN 2095-9389CN 2095-9389